(54) МНОГОШПИНДЕЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ
СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок для обработкидВЕРНыХ пОлОТЕН | 1980 |
|
SU852546A1 |
| Многооперационный станок для обработки дверных полотен | 1984 |
|
SU1184674A1 |
| Станок для крепления лицевой стенки выдвижного ящика мебели | 1983 |
|
SU1123853A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Деревообрабатывающий станок для обработки брусков оконных коробок | 1989 |
|
SU1764996A1 |
| Универсальный сверлильно-присадочный станок | 1991 |
|
SU1781033A1 |
| Сверлильно-пазовальный многошпиндельный станок | 1987 |
|
SU1477538A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2009887C1 |
| Сверлильный станок | 1977 |
|
SU674900A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ БРУСА | 1995 |
|
RU2103162C1 |
1
Изобретение относится к деревообрабатывающей промышленности и предназначеHQ для изготовления столярно-строительных изделий, в частности, для долбления гнезд под замок, фрезерования пазов под петли и сверления отверстий под ручку замка, а также для сверления отверстий под шурупы для крепления карт петель на дверных полотнах.
Известно устройство, предназначенное для непрерывной обработки нлитообразных заготовок из древесных материалов с широкой регулируемой станиной, с приспособлением для непрерывной транспортировки заготовок и с обрабатывающими механизмами, действуюш,ими вертикально 1.
Недостатком известного устройства является отсутствие обрабатывающих механизмов для обработки пазов боковых плоскостей, а также фигурных пазов.
Известен также многошпиндельный деревообрабатывающий станок, включающий станину, суппорты с фрезерными, долбежными и сверлильными головками, узлы подачи режущего инструмента и пневмоприжимы 2.
Недостатками известного станка являются ограниченная возможность обработки гнезд и пазов, ручная загрузка и выгрузка изделий, что значительно влияет на нроизво дительность станка.
5Цель изобретения - повышение производительности и раси ирение технологических возможностей.
Указанная цель достигается тем, что станок снабжен автономным транспортером дачи изделий, горизонтальными базирующими пнев.моприжимами и выдвижными пневмоупорами, которые расположены вдоль транспортера.
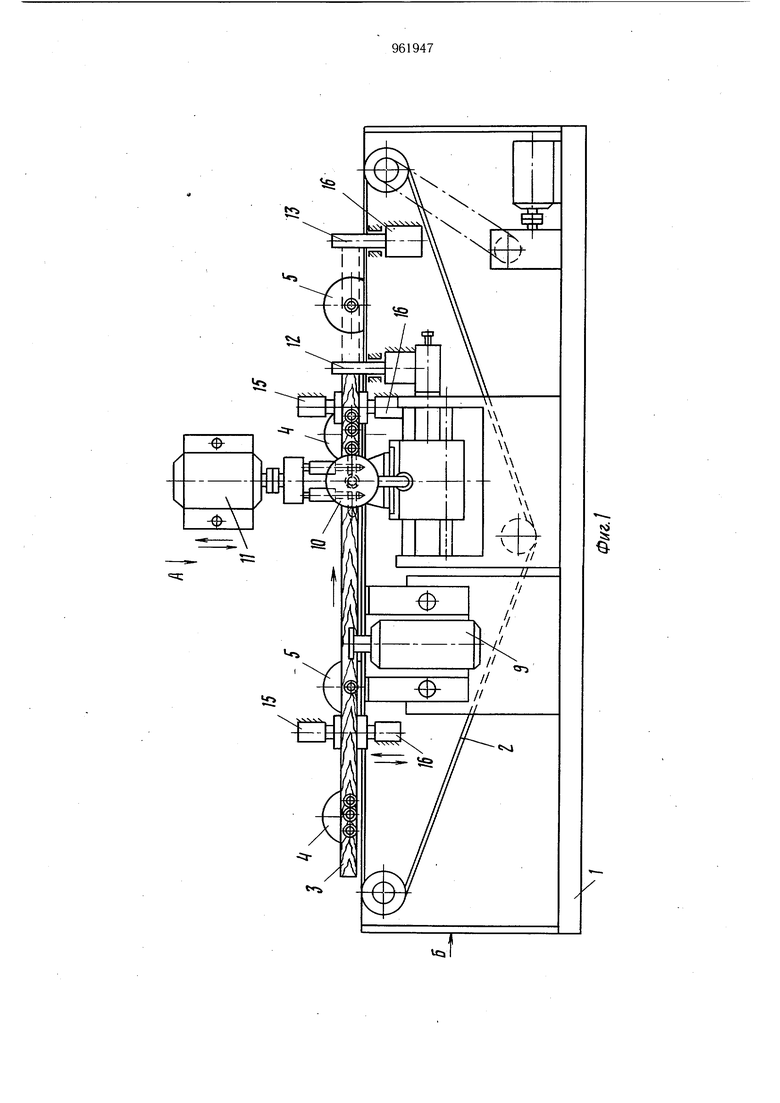
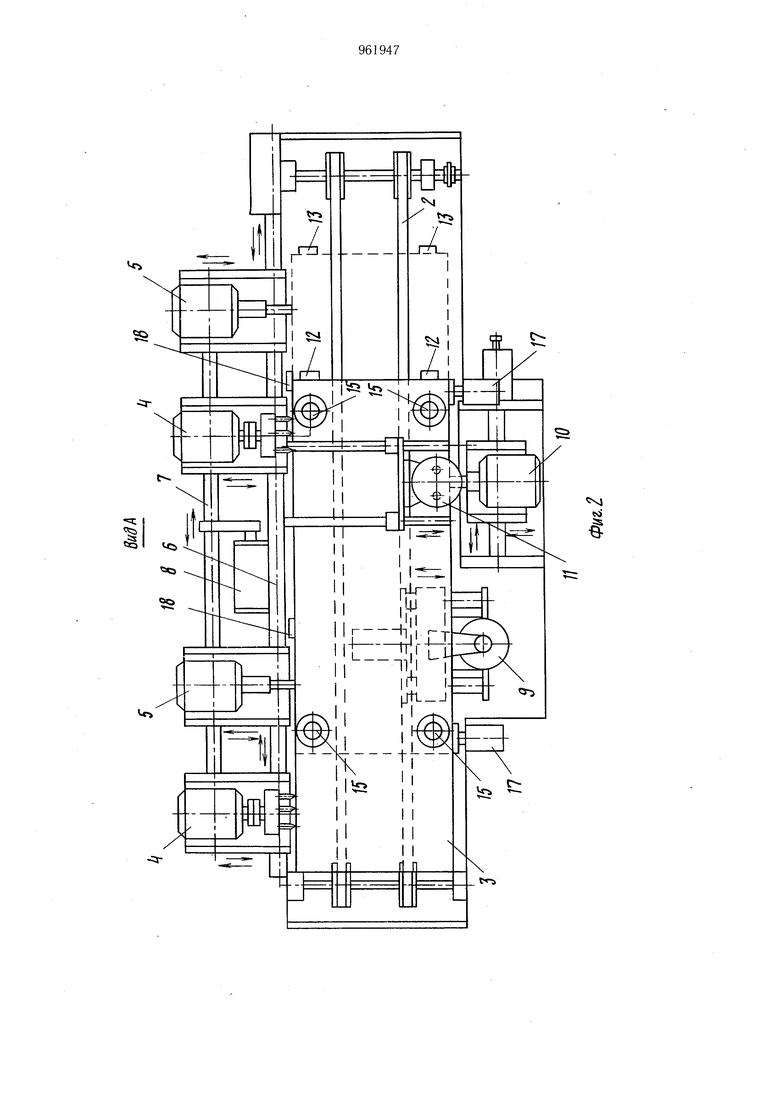
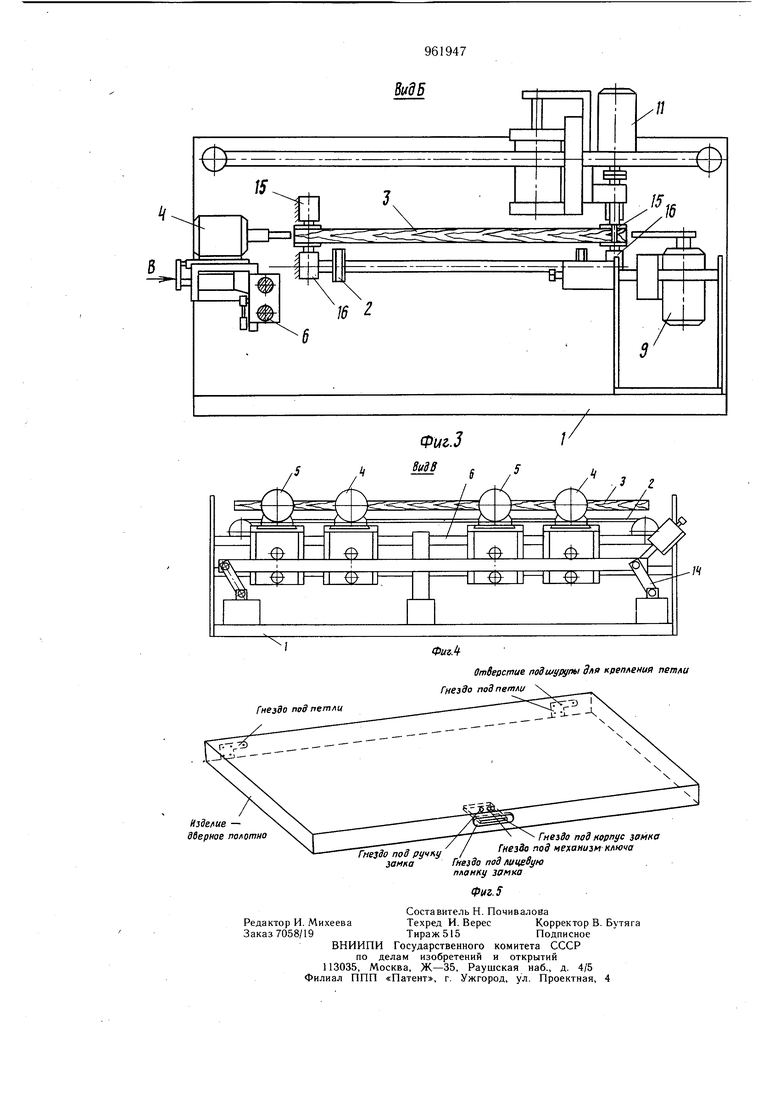
На фиг. 1 изображен станок, общий вид; на фиг. 2 - вид но стрелке А на фиг. I; 15 па фиг. 3 - вид по стрелке Б на фиг. 1; па фиг. 4 - вид по стрелке В на фиг. 3; на фиг. 5 - дверное полотно с обработанными гнездами под приборы.
Станок включает станину 1, автоном2Q пый транспортер 2 для нере.мещения изделия 3, сверлильные горизонтальные многощпиндельные головки 4 и копировально-фрезерные головки 5, с.монтированные на направляющих 6 и объединенные общей тягой 7, которая соединена с пневмоприводом 8, а также цепнодолбежную головку 9, фрезерную головку 10, вертикально-сверлильную головку И. Станок снабжен пневматическими выдвижными упорами 12 и 13, которые расположены друг от друга на расстоянии, равном шагу позиции обработки. Станок содержит также механизм 14 копирования, вертикальные базирующие упоры 15, вертикальные пневмоприжимы 16, горизонтальные боковые пневмоприжимы 17 и боковые базирующие упоры 18.
Станок работает следующим образом.
Изделие 3 по автономному транспортеру 2 поступает до первой пары выдвижных пневмоупоров 12, затем вертикальные пневмоприжимы 16 поднимают изделие 3 над автономным транспортером 2 до вертикальных неподвижных базирующих упоров 1, одновре.менно боковые горизонтальные пневвдоприжимы 17 базируют его по неподвижным боковым упорам 18. На этой позиции включаются многошпиндельные горизонтально-сверлильные головки 4, производящие сверление отверстий под щурупы для. крепления карт петель, цепнодолбежная головка 9, осуществляющая обработку паза под корпус замка. По окончании указанных операций головки возвращаются в исходное положение, после чего вертикальные 16 и боковые 17 пневмоприжимы освобождают изделие 3, которое опускается на автономный транспортер 2 и перемещается до выдвижного пневмоупора 13, при этом пневмоупор 12 утоплен вниз. Срабатывают те же пневмоприжимы 16 и 17, далее включают фрезерную головку 10, которая осуществляет обработку гнезда под лицевую планку замка, вертикально-сверлильную головку 11, которая обрабатывает гнезда под ручку замка и щурупы крепления накладки ручки, копировально-фрезерную головку 5, обрабатывающую гнезда под фигурные карты петель-. По окончании
обработки головки возвращаются в исходное положение, изделие освобождают пневмоприжимами и опускают на автономный транспортер 2. Изделие выходит из станка, при этом пневмоупор 13 утоплен. На этом
цикл обработки изделия закончен.
Станок предназначен для работы в поточной линии, а также может быть использован как позиционный с ручной и механизированной загрузкой.
Формула изобретения
Многошпиндельный деревообрабатывающий станок, включающий станину, суппорты с фрезерными, долбежными и сверлильными головками, узлы подачи режущего инструмента и пневмоприжимы, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей, он снаб5 жен автономным транспортером подачи изделий, горизонтальными базирующими пневмоприжимами и выдвижными пневмоупорами, которые расположены вдоль транспортера.
Источники информации, принятые во внимание при экспертизе
№ 479380, кл. В 27 С 9/04, 1972 (прототип).
V&
trs
fr
4J «vj
