Изобретение относится к прокатному производству, в частности к конструкциям линий водяного охлаждения сортовых и листовых прокатных станов, и направлено на обеспечение регулирования процесса охлаждения при транспортировании проката на рольганге и получение заданных свойств готовой продукции.
Известно устройство для охлаждения горячекатаного листа и полосы, содержащее рольганг и расположенные параллельно роликам рольганга коллекторы с установленными вдоль их осей плоскоструйными форсунками, выходные отверстия которых имеют эллипсоидальную форму, причем большая ось эллипса образует угол с продольной осью коллектора. Смежные коллекторы установлены на расстоянии (0,3÷0,9)·Н, где Н - расстояние от торца форсунки до опорной плоскости рольганга, а форсунки размещены с шагом, равным (0,8÷1,7)·H⋅tgβ/2, где β - угол раскрытия факела форсунки по большей оси, при этом на каждой паре смежных коллекторов форсунки расположены со смещением в направлении оси коллектора на половину шага между ними, угол их наклона навстречу друг другу относительно вертикали составляет 10÷20°, а угол между большей осью эллипса выходных отверстий форсунок и продольной осью коллектора составляет 5÷25° (Патент РФ №2344893, МПК B21B 45/02).
Недостатками аналога являются: неравномерность охлаждения проката вследствие подачи охладителя только на верхнюю часть проката, а также из-за турбулентного движения охлаждающей жидкости в зоне столкновения потоков с соседних форсунок; снижение качества поверхности проката из-за возможного механического травмирования поверхности проката по причине чрезмерного прижима проката к рольгангу подаваемым охладителем.
Наиболее близким аналогом является отводящий рольганг широкополосного прокатного стана, содержащий соединенные между собой секции с пустотелыми роликами, имеющими индивидуальные приводы в виде Г-образных сопел. Каждый ролик имеет в центральной части цилиндрической бочки радиальные сопла круглого или прямоугольного сечения, а на краях Г-образные сопла, направленные против хода перемещаемой горячекатаной полосы. Каждая секция рольганга имеет тарельчатые водоотражательные экраны, в которых размещаются части ролика с Г-образными соплами (Абсадыков Б.Н. Вестник Казахской академии транспорта и коммуникаций им. М. Тынышпаева. 2008. № 5 (54). С. 63-69).
Недостатками наиболее близкого аналога являются: отсутствие регулирования интенсивности охлаждения при транспортировании проката с постоянной скоростью, а также неравномерность охлаждения проката вследствие подачи охладителя через отдельные сопла круглого или прямоугольного сечения, расположенных друг от друга на значительном расстоянии. Указанные недостатки приводят к формированию неоднородной структуры и механических свойств по ширине проката. Кроме того, на известном рольганге происходит постоянное разбрызгивание по рабочему пространству цеха охлаждающей жидкости, при транспортировании на рольганге сортового проката, что недопустимо в условиях его работы.
Техническая проблема заявляемого изобретения заключается в повышении эффективности и равномерности охлаждения проката, а также повышении качества его поверхности.
Технический результат заключается в повышении качества получаемого проката путем формирования однородной структуры и механических свойств проката в процессе регулируемого охлаждения проката на заявляемом устройстве, а также снижении количества и размеров дефектов на поверхности проката.
Поставленная задача решается тем, что в устройстве для регулируемого охлаждения проката, включающем секцию, состоящую, по меньшей мере, из двух охлаждающих роликов, на которых радиально расположены сопла для подачи охладителя, согласно изменению, сопла выполнены щелевидными вдоль образующей бочки ролика, длина сопла составляет:
L=0,8-0,95L1, где
L - длина сопла, м;
L1 - длина бочки ролика;
ширину сопла выбирают равной:
A=0,2-0,4S, где
А - ширина сопла, м;
S - толщина стенки бочки ролика;
секция охлаждающих роликов снабжена электроприводом, при этом нижняя часть каждого охлаждающего ролика размещена в ограничителе потока, состоящем из изогнутого по форме охлаждающего ролика участка, который охватывает ролик не более чем на 180о, и двух прямолинейных участков, высоту каждого из которых определяют таким образом, чтобы угол α наклона луча, выходящего из центра оси вращения охлаждающего ролика и проходящего через крайнюю верхнюю точку прямолинейного участка ограничителя потока, к горизонтальной плоскости ролика составлял 15-25°, при этом над секцией с охлаждающими роликами установлен экран, расстояние от оси вращения ролика до внутренней поверхности экрана выбирают равным:
H=2-4D, где
Н - расстояние от оси вращения ролика до внутренней поверхности экрана;
D - наружный диаметр ролика;
причем расход охладителя, подаваемый в каждый охлаждающий ролик, определяют из условия:
где
Q - расход охладителя, м3/с;
A - ширина сопла, м;
L - длина сопла, м;
R - наружный радиус ролика, м;
K=2,5÷7,5 - поправочный коэффициент;
g - ускорение свободного падения, м/с2.
Сущность заявляемого изобретения поясняется чертежами, на которых изображено:
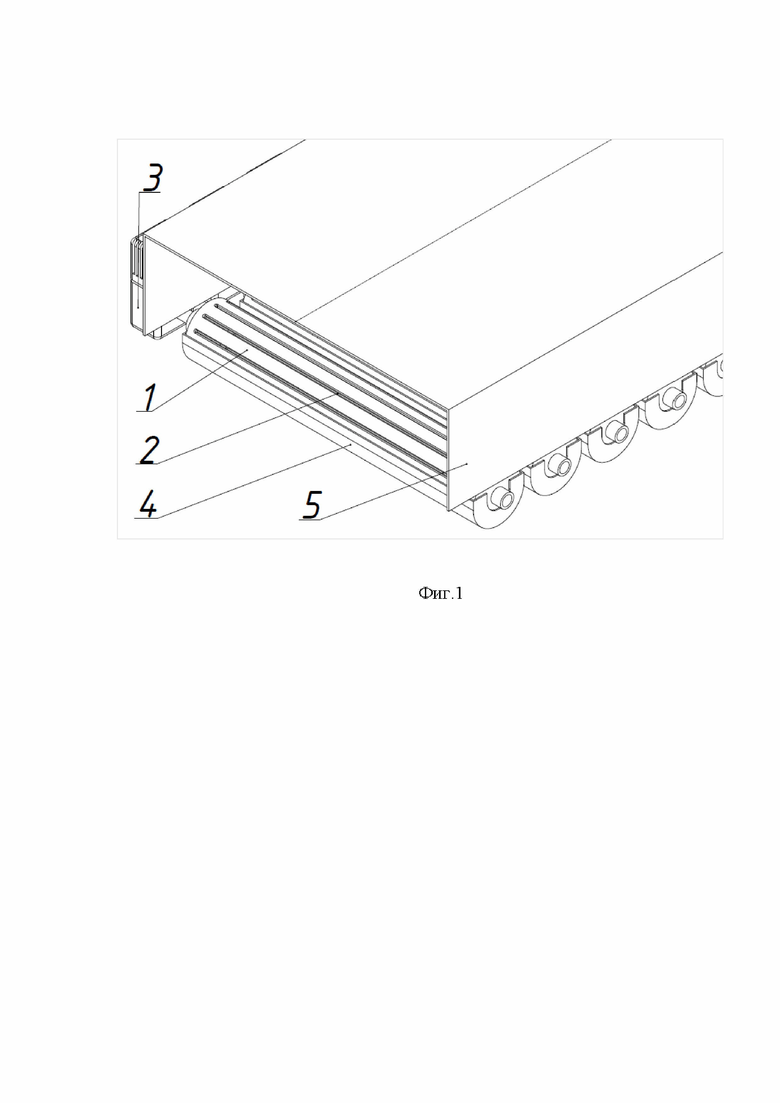
фиг.1 – устройство для регулируемого охлаждения проката (общий вид);
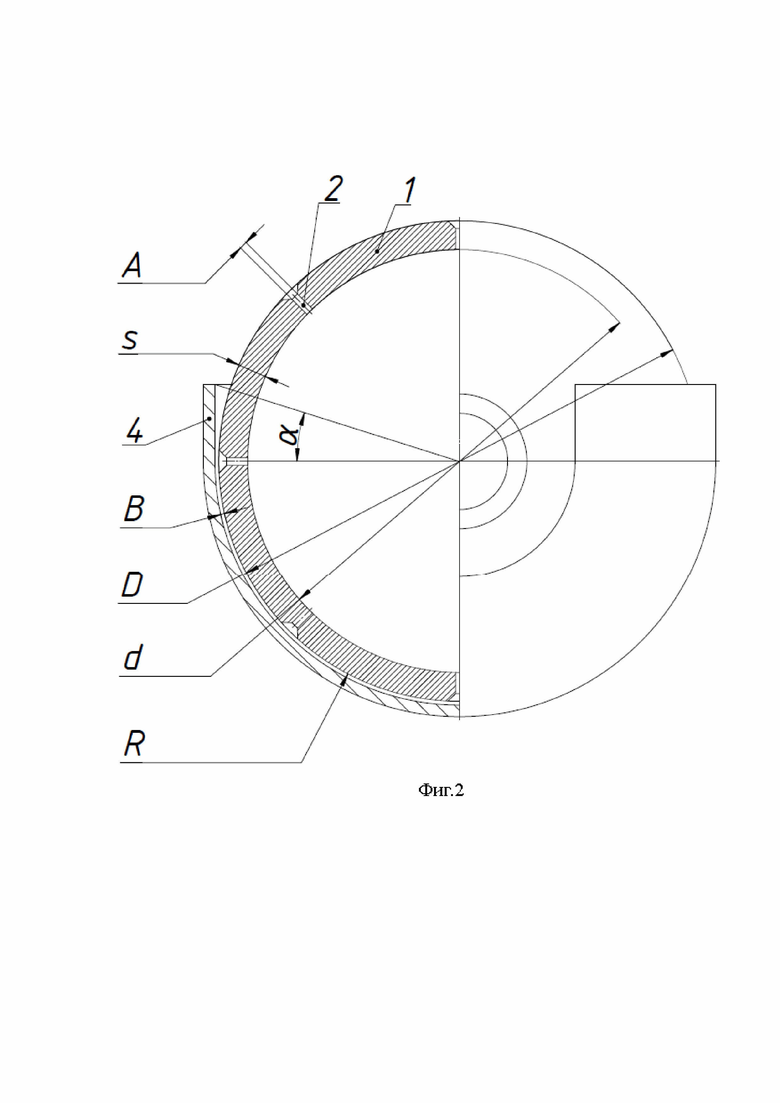
фиг.2 – охлаждающий ролик и ограничитель потока (вид сбоку с разрезом);
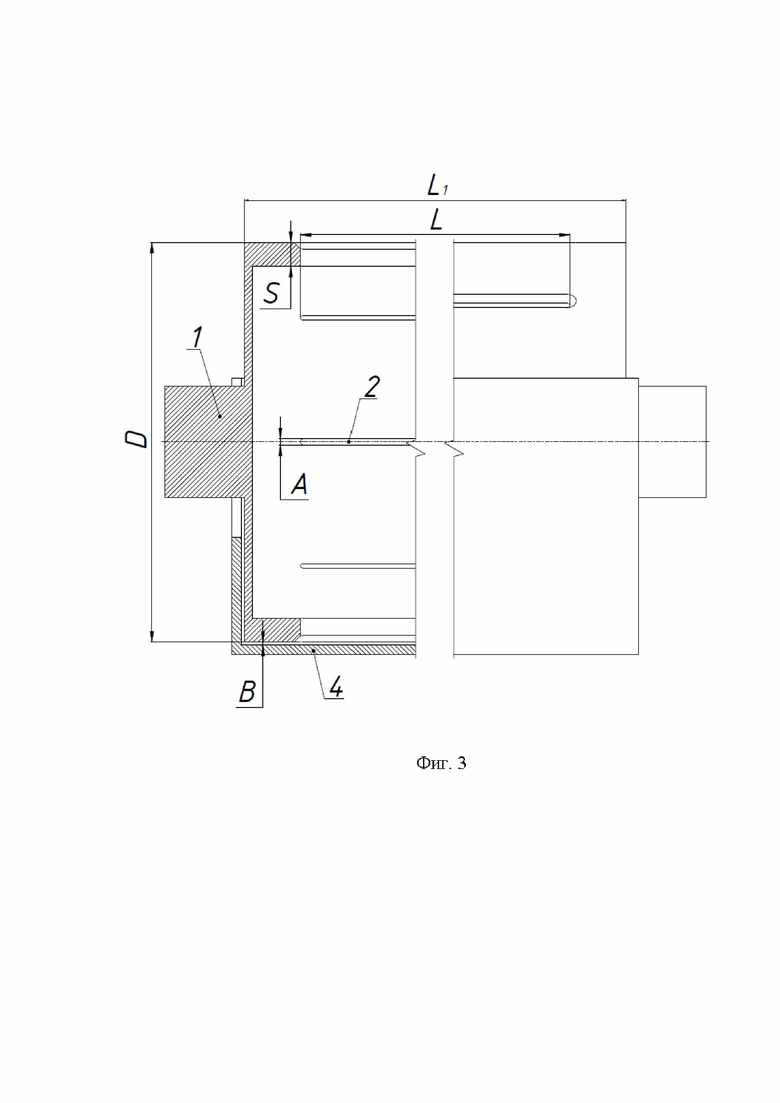
фиг.3 – охлаждающий ролик и ограничитель потока (вид спереди с разрезом);
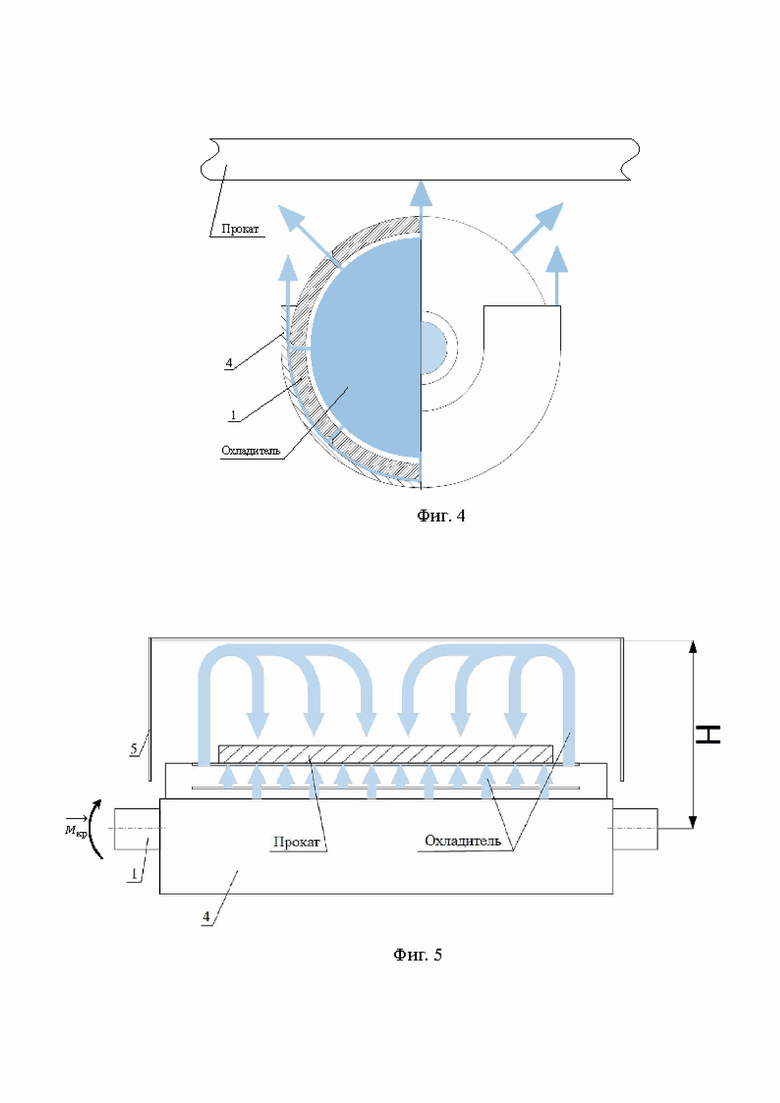
фиг.4 – направление потоков охлаждающей жидкости (вид сбоку с разрезом);
фиг.5 – направление потоков охлаждающей жидкости (вид спереди).
Устройство для регулируемого охлаждения проката включает охлаждающие ролики 1 с щелевидными соплами 2 для подачи охладителя, приводимые в движение индивидуальными электродвигателями 3. Причем в качестве охладителя может быть использована водо-воздушная смесь. Устройство снабжено ограничителями потока 4 (фиг. 1-4), число которых соответствует числу охлаждающих роликов. Ограничитель потока состоит из изогнутого по форме охлаждающего ролика участка, который охватывает ролик не более чем на 180°, и двух прямолинейных участков, высоту каждого из которых определяют таким образом, чтобы угол α наклона луча, выходящего из центра оси вращения охлаждающего ролика и проходящего через крайнюю верхнюю точку прямолинейного участка ограничителя потока, к горизонтальной плоскости ролика составлял от 15° до 25° (фиг. 1-4). Такая конструктивная особенность позволит обеспечить направление охлаждающей жидкости на нижнюю часть проката, а также снизить расход охладителя, не допуская излишнего разбрызгивания охладителя по рабочему пространству цеха. В случае если угол α будет менее 15°, увеличивается расход охладителя, не используемый для охлаждения проката. В случае если угол α будет более 25°, уменьшается полезная площадь охлаждения проката, охватываемая одним охлаждающим роликом, что приводит к снижению эффективности охлаждения проката. В случае если ограничитель потока 4 охватывает ролик 1 более чем на 180°, затрудняется процесс его монтажа и демонтажа. При этом расстояние (В), между ограничителем потока и поверхностью охлаждающего ролика выбирают из условия S/4≤B≤S/8, где S - толщина стенки бочки ролика. Это позволяет снизить расход охладителя, не используемый для охлаждения проката, а также не допустить контакта, а следовательно, и износа поверхностей охлаждающего ролика и ограничителя потока.
Расстояние между осями вращения соседних роликов выбирают равным 1,5÷4D, где D - наружный диаметр ролика. Это позволяет транспортировать прокат, разрезанный на мерные длины длиной от 1,5D, а также не допустить снижения эффективности охлаждения, поскольку при расстоянии более 4D охладитель не будет в достаточном количестве поступать на прокат, а менее 1,5D затрудняется процесс монтажа и обслуживания секции охлаждающих роликов. Толщина стенки бочки ролика S, а также материал, из которого она изготовлена должны обеспечивать конструктивную прочность ролика. Щелевидные сопла 2 расположены симметрично вдоль образующей через каждые 40°-60°. По результатам компьютерного моделирования было определено, что расположение сопел с углом между ними менее 40° приводит к снижению конструктивной прочности бочки охлаждающего ролика, увеличению временных и материальных затрат на его изготовление, увеличению требуемого расхода охладителя для корректной работы устройства. Расположение сопел с углом между ними более 60° приводит к снижению эффективности охлаждения и подъёма проката за счёт охладителя, как следствие, к увеличению интенсивности механического травмирования проката об охлаждающие ролики и снижению качества продукции. Ширина сопла составляет A=0,2÷0,4S, где S – толщина стенки бочки ролика. При ширине сопла менее 0,2S снижается эффективность охлаждения проката, в свою очередь, более 0,4S – приводит к чрезмерному расходу охладителя и снижению конструктивной прочности бочки ролика.
Длину сопла выбирают равной L=0,8÷0,95L1, где L1 – длина бочки ролика, для обеспечения равномерной подачи охладителя по всей ширине проката. При длине сопла менее 0,8L1 снижается эффективность и равномерность охлаждения проката, а при длине сопла более 0,95L1, это приведет к снижению конструктивной прочности охлаждающего ролика.
Сверху секция роликов закрыта экраном 5, причем расстояние от оси вращения ролика до внутренней поверхности экрана выбирают равным H=2÷4D, где D – наружный диаметр ролика (фиг. 5). Это позволит обеспечить направление потоков охладителя на поверхность проката. Расположение экрана на расстоянии менее 2D до оси вращения ролика не позволяет охлаждающей жидкости равномерно распределяться по верхней части проката, что приводит к его неравномерному охлаждению по ширине, как следствие, формированию неоднородной структуры и снижению его качества. Расположение экрана 5 на расстоянии, превышающем 4D приведет к повышению его массы и габаритов, как следствие к увеличению материальных затрат на его изготовление и повышению трудоёмкости при монтаже.
Все элементы устройства для регулируемого охлаждения проката жёстко закреплены между собой и с основанием цеха, с возможностью демонтажа для их ремонта или замены. Управление интенсивностью охлаждения проката происходит за счет изменения количества поступающего охладителя.
Для корректной работы устройства регулируемого охлаждения проката требуется расчёт расхода охладителя для каждого из роликов по следующей формуле:
где
A – ширина сопла, м;
L – длина сопла, м;
R – наружный радиус ролика, м;
K=2,5÷7,5, поправочный коэффициент (рассчитывают по формуле 2);
g - ускорение свободного падения, м/с2;
α - угол наклона луча, выходящего из центра оси вращения охлаждающего ролика и проходящего через крайнюю верхнюю точку прямолинейного участка ограничителя потока, к горизонтальной плоскости ролика, равен 15°-25°.
Поправочный коэффициент k рассчитывают по следующей формуле:
где
N - количество потоков охладителя (определяют по формуле 3);
I - коэффициент интенсивности охлаждения (определяют по таблице 1).
Количество потоков охладителя рассчитывают по формуле:
где
z - максимально возможное количество сопел в конструкции ролика расположенных радиально на секторе 180°-2⋅α, где
α = 15-25°.
Таблица 1 – коэффициенты интенсивности охлаждения
Устройство для регулируемого охлаждения проката работает следующим образом. На охлаждающих роликах 1 создаётся крутящий момент с помощью индивидуальных или групповых электродвигателей 3, в зависимости от требуемой скорости транспортирования изменяется и скорость вращения выходного вала электродвигателя. Независимо от скорости транспортирования охладитель, например, водо-воздушная смесь, из насосной установки (на чертежах не показана), в объёме, рассчитанном по формуле 1, поступает в пустотелые охлаждающие ролики 1 и через щелевидные сопла 2 подается на прокат, например, лист (фиг. 4, 5), который транспортируется охлаждающими роликами 1. Благодаря совокупности заявляемых отличительных признаков устройства прокат, транспортируемый охлаждающими роликами 1 за счет охладителя, подаваемого под давлением через щелевидные сопла охлаждающих роликов, «приподнимает» прокат над поверхностью роликов, способствуя равномерному двустороннему охлаждению и снижая количество и размер дефектов на поверхности проката. Ограничитель потока состоит из изогнутого по форме охлаждающего ролика участка, который охватывает ролик не более чем на 180°, и двух прямолинейных участков, высоту каждого из которых определяют таким образом, чтобы угол α наклона луча, выходящего из центра оси вращения охлаждающего ролика и проходящего через крайнюю верхнюю точку прямолинейного участка точку ограничителя потока, к горизонтальной плоскости ролика составлял от 15° до 25° (фиг. 1-4), с целью снижения расхода охладителя. Каждый ограничитель потока неподвижен и жестко закреплён, например, к станине и/или основанию цеха. Расстояние между ограничителем потока и поверхностью охлаждающего ролика (В), выбранное из условия S/4≤B≤S/8, где S - толщина стенки бочки ролика, обеспечивает минимальный зазор между ограничителем потока 4 и охлаждающим роликом 1, что позволяет существенно снизить расход охладителя, не используемый для охлаждения проката, а также исключить износ от трения (фиг. 4, 5). Посредством экрана 5 охладитель собирается (конденсируется) и направляется на поверхность проката, благодаря чему прокат охлаждается равномерно с двух сторон (фиг. 5).
Таким образом, заявляемое изобретение обеспечивает получение однородной микроструктуры и улучшение механических свойств проката за счет повышения эффективности и равномерности процесса охлаждения, а также способствует снижению появления дефектов поверхности за счёт подъема проката посредством охладителя, подаваемого через сопла под давлением, следовательно, обеспечивая повышение качества готового проката. Кроме того, заявляемая конструкция позволяет снизить расход охладителя, не используемого для охлаждения проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Устройство для охлаждения горячекатаных полос | 1991 |
|
SU1765197A1 |
| Устройство для охлаждения калибров валков сортовых станов | 1983 |
|
SU1156753A1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ НАГРЕТОГО ТЕЛА | 1993 |
|
RU2067904C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВОГО ПРОФИЛЯ ВАЛКОВ | 2001 |
|
RU2191650C1 |
| Устройство для ускоренного охлаждения полосового проката | 1990 |
|
SU1722642A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА И ВАЛКОВ | 2001 |
|
RU2193938C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |
| РОЛИК РОЛЬГАНГА ПРЕИМУЩЕСТВЕННО СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2291006C1 |
| Устройство для охлаждения проката | 1980 |
|
SU908848A1 |
Изобретение относится к прокатному производству, в частности, к конструкциям линий водяного охлаждения сортовых и листовых станов. Устройство для регулируемого охлаждения проката содержит секцию, состоящую, по меньшей мере, из двух пустотелых охлаждающих роликов с радиально расположенными соплами для подачи охладителя. Сопла выполнены щелевидными вдоль образующей бочки ролика, длина сопла составляет: L=0,8÷0,95L1, где L - длина сопла, м; L1 - длина бочки ролика; ширину сопла выбирают равной: A=0,2÷0,4S, где А - ширина сопла, м; S - толщина стенки бочки ролика. Секция охлаждающих роликов снабжена электроприводом, при этом нижняя часть каждого охлаждающего ролика размещена в ограничителе потока, состоящем из изогнутого по форме охлаждающего ролика участка, который охватывает ролик не более чем на 180°, и двух прямолинейных участков, высоту каждого из которых определяют таким образом, чтобы угол α наклона луча, выходящего из центра оси вращения охлаждающего ролика и проходящего через крайнюю верхнюю точку прямолинейного участка ограничителя потока, к горизонтальной плоскости ролика, составлял 15-25°. Над секцией с охлаждающими роликами установлен экран, расстояние от оси вращения ролика до внутренней поверхности экрана выбирают равным: H=2÷4D, где Н - расстояние от оси вращения ролика до внутренней поверхности экрана; D - наружный диаметр ролика, причем расход охладителя, подаваемый в каждый охлаждающий ролик, определяют из условия:  , где Q - расход охладителя, м3/с; A - ширина сопла, м; L - длина сопла, м; R - наружный радиус ролика, м; k=2,5÷7,5 - поправочный коэффициент; g - ускорение свободного падения, м/с2. Технический результат заключается в обеспечении улучшения механических свойств готового проката за счет повышения эффективности процесса охлаждения проката, а также в снижении дефектов поверхности за счет подъема проката посредством охладителя, подаваемого через сопла под давлением. 5 ил., 1 табл.
, где Q - расход охладителя, м3/с; A - ширина сопла, м; L - длина сопла, м; R - наружный радиус ролика, м; k=2,5÷7,5 - поправочный коэффициент; g - ускорение свободного падения, м/с2. Технический результат заключается в обеспечении улучшения механических свойств готового проката за счет повышения эффективности процесса охлаждения проката, а также в снижении дефектов поверхности за счет подъема проката посредством охладителя, подаваемого через сопла под давлением. 5 ил., 1 табл.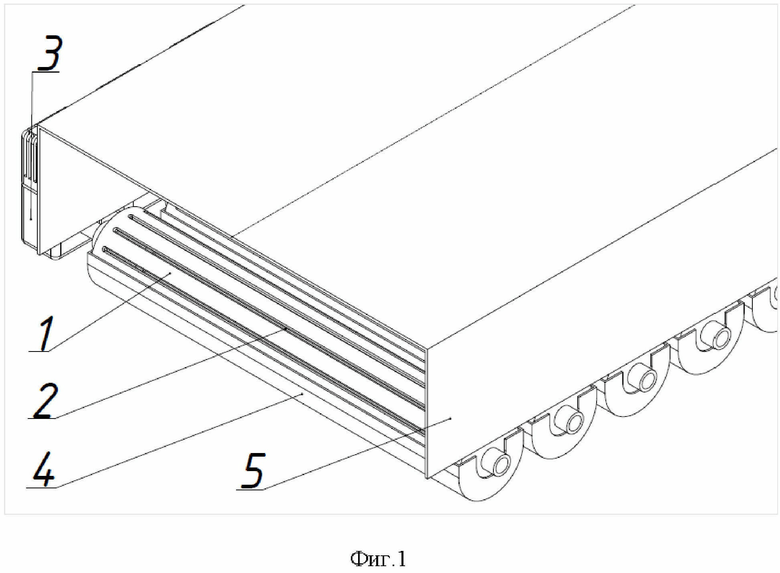
Устройство для регулируемого охлаждения проката, содержащее секцию, состоящую, по меньшей мере, из двух пустотелых охлаждающих роликов с радиально расположенными соплами для подачи охладителя, отличающееся тем, что сопла выполнены щелевидными вдоль образующей бочки ролика, длина сопла составляет:
 , где
, где
L - длина сопла, м;
L1 - длина бочки ролика;
ширину сопла выбирают равной:
 , где
, где
А - ширина сопла, м;
S - толщина стенки бочки ролика;
секция охлаждающих роликов снабжена электроприводом, при этом нижняя часть каждого охлаждающего ролика размещена в ограничителе потока, состоящем из изогнутого по форме охлаждающего ролика участка, который охватывает ролик не более чем на 180°, и двух прямолинейных участков, высоту каждого из которых определяют таким образом, чтобы угол α наклона луча, выходящего из центра оси вращения охлаждающего ролика и проходящего через крайнюю верхнюю точку прямолинейного участка ограничителя потока, к горизонтальной плоскости ролика, составлял 15-25°, при этом над секцией с охлаждающими роликами установлен экран, расстояние от оси вращения ролика до внутренней поверхности экрана выбирают равным:
 , где
, где
Н - расстояние от оси вращения ролика до внутренней поверхности экрана;
D - наружный диаметр ролика;
причем расход охладителя, подаваемый в каждый охлаждающий ролик, определяют из условия:
 , где
, где
Q - расход охладителя, м3/с;
A - ширина сопла, м;
L - длина сопла, м;
R - наружный радиус ролика, м;
k  - поправочный коэффициент;
- поправочный коэффициент;
g - ускорение свободного падения, м/с2.
| АБСАДЫКОВ Б.Н | |||
| Вестник Казахской академии транспорта и коммуникаций им | |||
| М.Тынышпаева | |||
| Алматы, Академия логистики и транспорта, 2008, N5 (54), c.63-69 | |||
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 2016 |
|
RU2731118C2 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 1993 |
|
RU2120482C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕЙ ПОЛОСЫ, НАМАТЫВАЕМОЙ В РУЛОН ГОРЯЧЕЙ ПОЛОСЫ, УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РУЛОНА ГОРЯЧЕЙ ПОЛОСЫ, УСТРОЙСТВО УПРАВЛЕНИЯ И/ИЛИ РЕГУЛИРОВАНИЯ И ПОЛОСА МЕТАЛЛА | 2009 |
|
RU2499644C2 |
| WO 2017114927 A1, 06.07.2017 | |||
| US 20190210080 A1, 11.07.2019 | |||
| Утройство для монтажа башенного крана | 1972 |
|
SU449003A1 |

