(54) УСТРОПСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАЙНОЙ
ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения горячекатаных полос | 1991 |
|
SU1765197A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Устройство для регулируемого охлаждения проката | 2022 |
|
RU2783436C1 |
| Способ охлаждения прокатных валков листовых станов | 1980 |
|
SU900894A1 |
| Устройство для регулируемого охлаждения движущегося полосового проката | 1986 |
|
SU1400689A1 |
| Устройство для охлаждения листового проката | 1983 |
|
SU1210933A1 |
| Способ струйного охлаждения листового проката | 1990 |
|
SU1723150A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛОПРОКАТА ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1992 |
|
RU2022033C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| Форсунка для охлаждения изделий | 1982 |
|
SU1081217A1 |
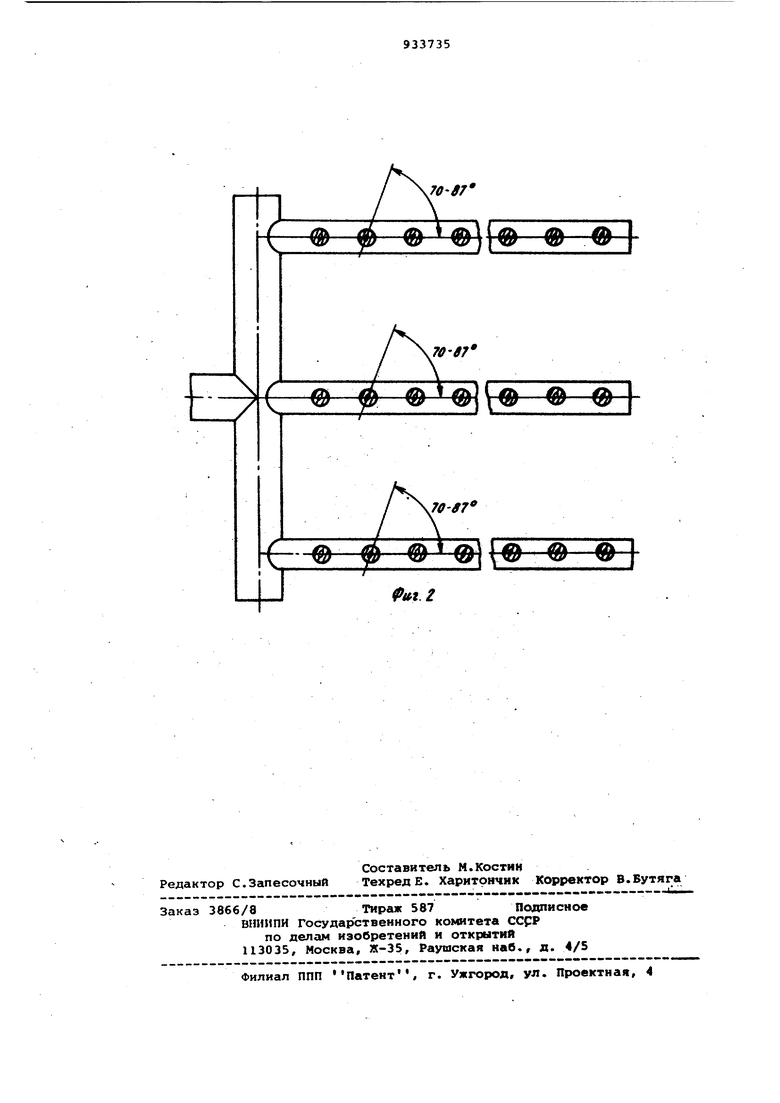
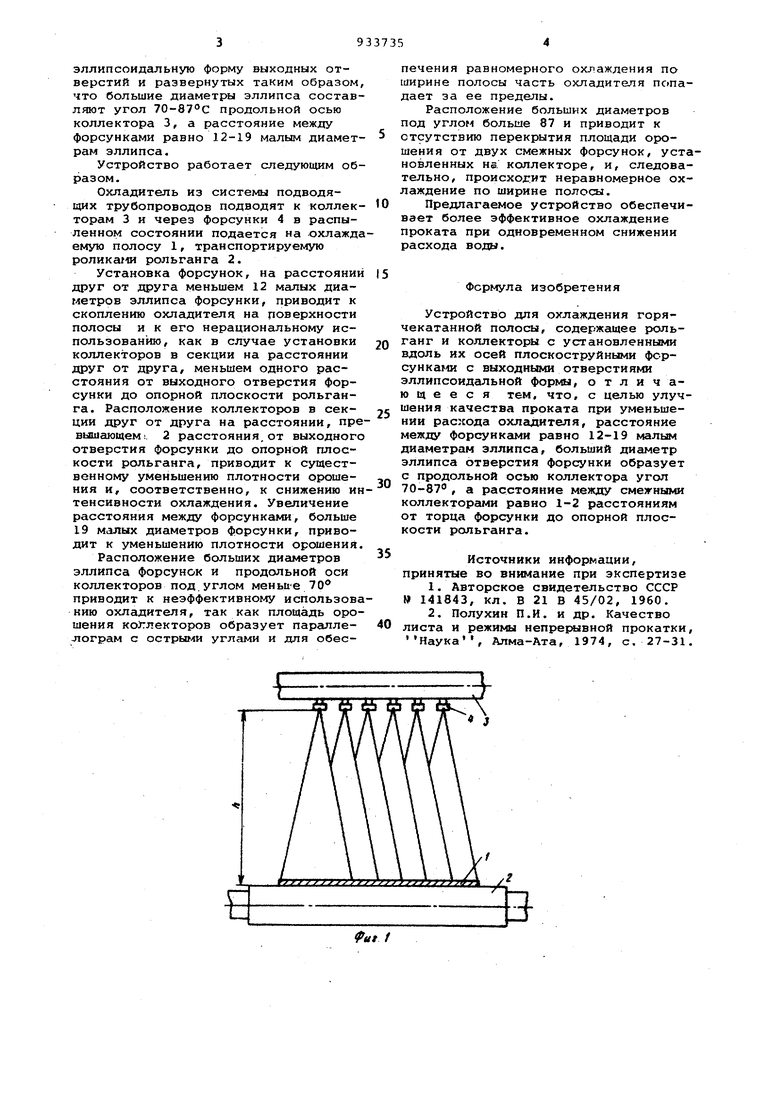
Изобретение относится к прокатному производству, например к охлаждению горячекатанной полосы на отводящих рольгангах. Известна установка для охлаждения горячего проката, в которой воду подают при помощи струйных форсу нок на охлаждаемую поверхность изделий при продольном размещении коллектора к направлению движения полосы 1. Недостатком известного устройств является неравномерность охлаждения по ширине полосы, где более интенси но охлаждается центральная часть по лосы. Известно устройство для охлаждени горячекатанной полосы, содержгицее рольганг и секции коллекторов с уста новленАыми вдоль их осей плоскоструйными форсунками с эллипсоидальными выходными отверстиями Г2. Недостатком известного устройства является неэффективное охлаждение полос толщиной 6-12 мм, так часть охладителя при условии равномерного охлаждения попадает за пределы поло сы, что приводит к перерасходу охладителя. Цель изобретения - улучшение.качества проката при уменьшении расхо-, да охладителя. Поставленная цель достигается тем, что в устройстве для охлаждения горячекатанной полосы, содержащим рольганг и коллекторы с установленными вдоль их осей плоскоструйными форсунками с выходными отверстиями эллипсоидальной формы, расстояние между форсунками равно 12-19 малым диаметрам эллипса, больший диаметр эллипса отверстия форсунки образует с продольной осью коллектора угол 70-87, а расстояние между смежными коллекторами равно 1-2 расстояниям от торца форсунки до опорной плоскости рольганга. На фиг.1 изображено устройство для охлаждения полосы, вид спереди; на фиг.2 - схема установки кбллекторов и форсунок, вид снизу. Устройство содержит расположенные поперечно направлению движения охлаждаемой полосы 1, движущейся по рольгаигу 2, секции коллекторов 3,с расстоянием между ними равном 1-2 расстояниям от торца форсунки 4 до опорной плоскости рольганга (h), оснащенных форсунками 4, имеющих
эллипсоидальную форму выходных отверстий и развернутых таким образом, что большие диаметры эллипса составляют угол УО-вУС продольной осью коллектора 3, а расстояние между форсунками равно 12-19 малым диаметрам эллипса.
Устройство работает следующим образом.
Охладитель из системы подводящих трубопроводов подводят к коллекторам 3 и через форсунки 4 в распыленном состоянии подается на охлаждаемую полосу 1, транспортируемую роликаю рольганга 2.
Установка форсунок, на расстояний друг от друга меньшем 12 малых диаметров эллипса форсунки, приводит к скоплению охладителя на поверхности полосы и к его нерациональному использованию, как в случае установки коллекторов в секции на расстоянии друг от друга, меньшем одного расстояния от выходного отверстия форсунки до опорной плоскости рольганга. Расположение коллекторов в секции друг от друга на расстоянии, превышающем:. 2 расстояния,от выходного отверстия форсунки до опорной плоскости рольганга, приводит к существенному уменьшению плотности орошения и, соответственно, к снижению интенсивности охлаждения. Увеличение расстояния между форсунками, больше 19 малых диаметров форсунки, приводит к уменьшению плотности орошения.
Расположение больших диаметров эллипса форсунок и продольной оси коллекторов под. углом меньцв 70 приводит к неэффективному использованию охладителя, так как площадь орошения ко тлекторов образует параллелограм с острыми угпамя и для обеспечения равномерного охлаждения по ширине полосы часть охладителя попадает за ее пределы.
Расположение больших диаметров под углом больше 87 и приводит к отсутствию перекрытия площади орошения от двух смежных форсунок, установленных на коллекторе, и, следовательно, происходгит неравномерное охлаждение по ширине полосы.
Предлагаемое устройство обеспечивает более эффективное охлаждение проката при одновременном снижении расхода воды.
Формула изобретения
Устройство для охлаждения горячекатанной полосы, содержащее рольганг и коллекторы с установленными влоль их осей плоскоструйиыми форсунками с выходными отверстиями эллипсоидальной формы, о т л и ч аю щ е е с я тем, что, с целью улучшения качества проката при уменьшении расхода охладителя, расстояние между форсунками равно 12-19 малшл диаметрам эллипса, больший диаметр эллипса отверстия форсунки образует с продольной осью коллектора угол 70-87, а расстояние между смежными коллекторг№1и равио 1-2 расстояниям от торца форсунки до опорной плоскости рольганга.
Источники информации, принятые во внимание при экспертизе
листа и режимы непрерывной прокатки.
Наука
Алма-Ата, 1974, с, 27-31.
