Изобретение относится к черной металлургии, преимущестенно к производству толстого листа, и может быть использовано при контролируемой прокатке.
Целью изобретения является улучшение качества проката за счет повышения равномерностью механических свойств по ширине листа.
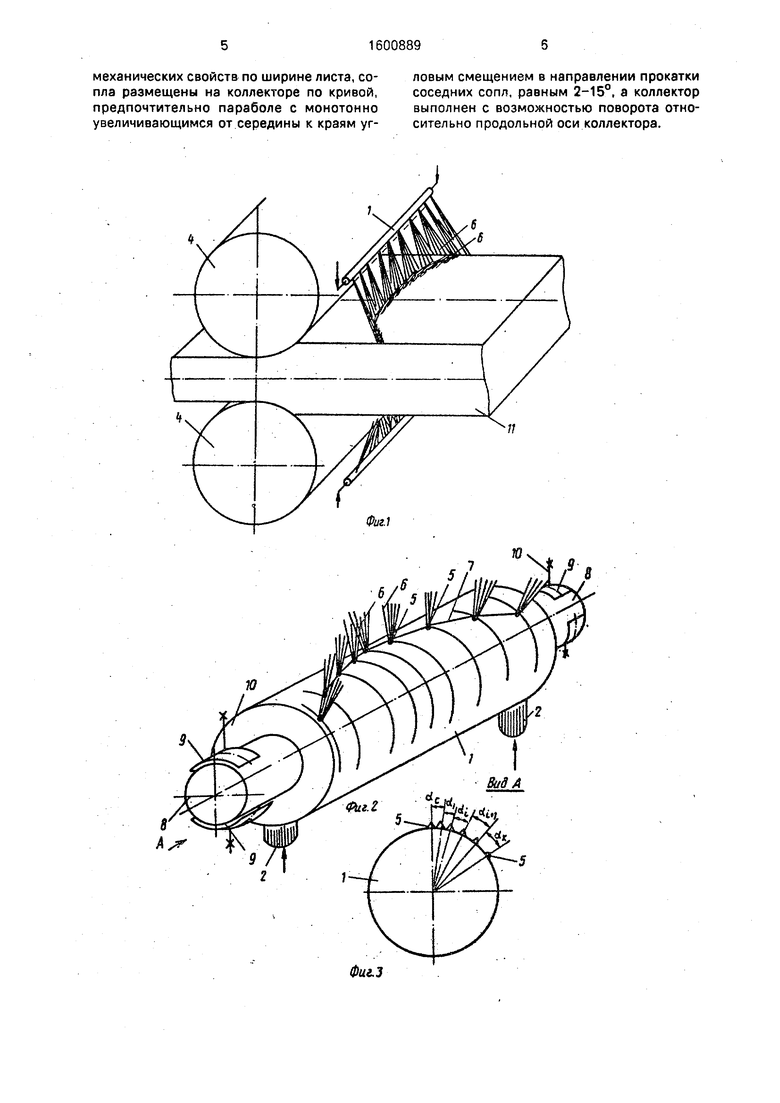
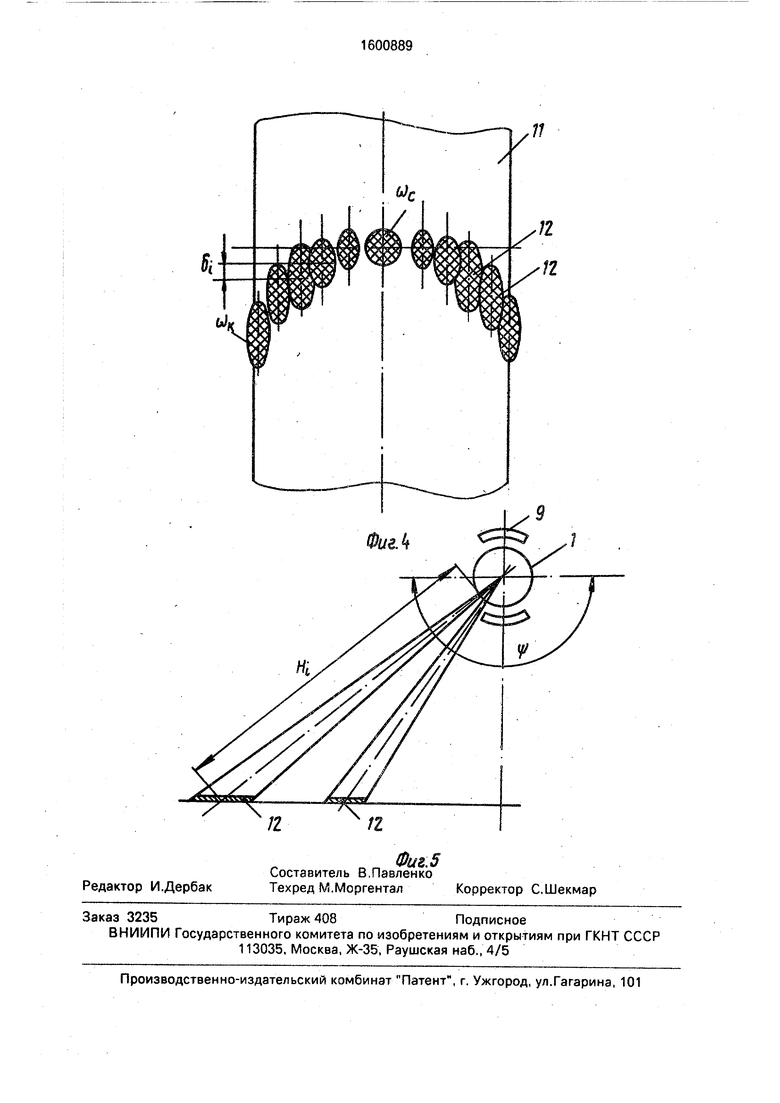
На фиг. 1 изображено устройство для охлаждения листа в прокатной клети, общий вид; на фиг. 2 - размещение сопл на коллекторе; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - зоны орошения на подкате; на фиг. 5 - изменение зон орошения при повороте коллектора.
Устройство для охлаждения листа включает цилиндрический коллектор 1. связанный с трактом подготовки и подачи хладагента (не показан) через патрубки 2. размещенные на обоих торцах 3 коллектора 1. Коллекторы 1 скомпонованы с входной стороны валковой системы 4 (на реверсивных станах - с обоих сторон) и расположены поперек дси прокатки. На цилиндрической поверхности коллектора 1 установлены сопла 5 для формирования факелов 6 хладагента. Сопла 5 установлены по кривой 7. симметричной относительно оси прокатки (например, по параболе), причем угловое смещение соседних сопл монотонно увеличивается от середины к краю
О С С
сх
ОС
(Ос Cfi «2 ... cti cq) в пределах 2- 1i5°.
Коллектор 1 снабжен цапфами 8, подвижными в опорных уэлах 9 и фиксируемыми стопорными элементами 10, а также механизмом поворота относительно своей оси (не показан).
Сопла 5 (например, круглофакельные Прямоточные форсунки или конические ферления в теле коллектора 1), установленные по кривой 7 на поверхности коллектора ij, формируют на листе 11 зоны 12 ороше- н|ия, смещенные одна от другой на расстояние Si, соответствующее 1-му угловому смещению cq .причем расстояние HI от ере-- за сопла 5 до поверхности листа 11 также оказывается различным для разных сопл и Определяется суммарным угловым смеще нием i-ro сопла YX05)
j Устройство работает следующим обра- фм.
При появлении охлаждаемого листа 11 а зоне охлаждения в коллектор 1 из тракта г|одготовки и подачи хладагента через патрубки 2 подается хладагент - вода или предварительно сформированная водогазовая смесь. Вследствие избыточного давления внутри коллектора 1 посредством сопл 5 формируются факелы 6. образующие зоны орошения на поверхности листа 11 (фиг. 4). При этом из-за размещения сопл 5 по кривой 7 на цилиндрической поверхности кол- rieKTopa 1, а следовательно, из-за разного расстояния HI от срезов сопл 5 до охлаждаемой поверхности (фиг. 5), интенсивность охлаждения краевых участков листа оказывается ниже, чем в средней части, причем характер распределения интенсивности охлаждения по ширине листа соответствует характеру кривой 7. Таким образом удается компенсировать неравномерные условия естественного охлаждения подката, а следовательно, обеспечить повышенное качество листа.
При необходимости изменить интенсивность охлаждения достаточно повернуть коллектор 1 вокруг своей оси (фиг. 5). При этом из-ja изменения расстояния Н меняется и интенсивность охлаждения. При пово- |Эоте коллектора также меняется соотношение Н: от средних по ширине коллектора форсунок до Н-краевых участков коллектора, что позволяет принципиально менять характер скоростей охлаждения металла по ширине.
Возможны три варианта; меньшая скорость охлаждения краев полосы по сравнению с центральной частью, равные скорости охлаждения м большая скорость охлаждения краев.
Размещение сопл 5 по кривой 7 позволяет в ряде случаев увеличить суммарную плотность орошения (с учетом взаимовлияния контактируемых соседних зон орошения), обеспечивая тем самым более высокую скорость охлаждений, что при кон0 тролируемой прокатке позволяет увеличить темп прокатки,
Численные значения угла смещения (2- 15°) выбраны из условия обеспечения плавного изменения интенсивности охлаждения
5 по ширине листа. Так, при смещении соседних сопл на угол меньше 2° разница интен- сивностей охлаждения в зонах орошения соседних форсунок не превышает погрешностей измерения приборов (1 %), а на длм0 не коллектора 3000 мм (для условий мсПцных толстолистовых станов) максимально достигаемая разница интенсивностей охлаждения не превышает 12%, что меньше требуемой для компенсации перепада ис5 ходных температур соседних и краевых областей подката (до 80°).
Угловое смещение соседних форсунок более 15° вызывает повышенную неравномерность интенсивности охлаждения, что
0 влечет за собой термические напряжения выше допустимых м растрескивание металла.
Монотонно уаеличивающееся от середины к краю листа угловое смещение сопл
5 обеспечивает преимущественное снижение интенсивности .охлаждения вблизи краевых областей, что и соответствует требуемой компенсации естественного переохлаждения кромок.
0Использоеанме изобретения возможно
на всех действующих листовых станах, особенно в условиях контролируемой прокатки и ТМО с прокатного нагрева.
Применение предлагаемого изобрете5 ния позволяет создать требуемые условия охлаждения подката и обеспечить равномерное по ширине температурное поле листа, а следовательно, и равно -1ерные по площади листа механические свойства.
0 Формула изобретения
Устройство для охлаждения листа, преимущественно при контролируемой прокатке, содержащее цилиндрический коллектор с расположенными на нем симметрично по5 перечной оси коллектора соплами для истечения охладителя, размещенный поперек оси прокатки, и тракт подачи охладителя к обоим торцам коллектора, отличающее- с я тем, что, с целью улучшения качества проката за счет повышения равномерности
механических свойств по ширине листа, сопла размещены на коллекторе по кривой, предпочтительно параболе с монотонно увеличивающимся от середины к краям угловым смещением в направлении прокатки соседних сопл, равным 2-15°, а коллектор выполнен с возможностью поворота относительно продольной оси коллектора.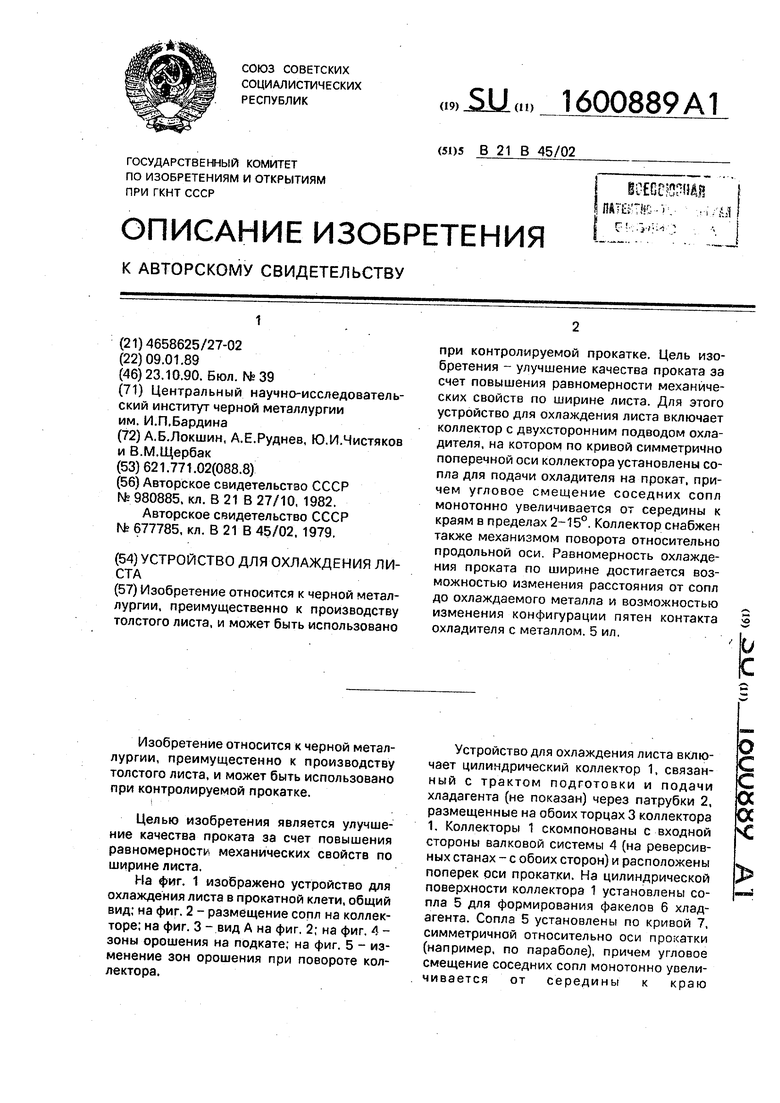

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧИХ ВАЛКОВ СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2487772C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И ПРОКАТА | 2001 |
|
RU2193935C1 |
| Устройство для регулируемого охлаждения движущегося полосового проката | 1986 |
|
SU1400689A1 |
| Устройство для охлаждения горячекатаных полос | 1991 |
|
SU1765197A1 |
| Способ струйного охлаждения листового проката | 1990 |
|
SU1723150A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Способ охлаждения прокатных валков листовых станов | 1980 |
|
SU900894A1 |
| Способ ускоренного охлаждения плоского проката (его варианты) | 1984 |
|
SU1314950A3 |
Изобретение относится к черной металлургии, преимущественно к производству толстого листа, и может быть использовано при контролируемой прокатке. Цель изобретения - улучшение качества проката за счет повышения равномерности механических свойств по ширине листа. Для этого устройство для охлаждения листа включает коллектор с двухсторонним подводом охладителя, на котором по кривой симметрично поперечной оси коллектора установлены сопла для подачи охладителя на прокат, причем угловое смещение соседних сопл монотонно увеличивается от середины к краям в пределах 2-15°. Коллектор снабжен также механизмом поворота относительно продольной оси. Равномерность охлаждения проката по ширине достигается возможностью изменения расстояния от сопл до охлаждаемого металла и возможностью изменения конфигурации пятен контакта охладителя с металлом. 5 ил.
Фи&.3
;f
| Устройство для подачи жидкости к валкам прокатной клети | 1981 |
|
SU980885A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Коллектор для охлаждения полосового проката | 1977 |
|
SU677785A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
