Изобретение относится к области электрохимического осаждения металлов, в частности, к нанесению палладиевых покрытий и к способам приготовления и корректирования электролитов палладирования.
Известен электролит палладирования, содержащий палладий (в пересчете на металл) 10 г/л, аммоний фосфорнокислый 2-х замещенный 80 г/л при рН 8. Недостатком данного электролита является то, что он применяется только при больших скоростях взаимного перемещения деталей и электролита и электролит не может применяться при покрытии деталей на подвесках или насыпью.
Наиболее близким к предлагаемому является электролит фосфатного палладирования, содержащий палладий (в пересчете
на металл) 20 г/л, натрий фосфорнокислый 2-х замещенный 12-ти водный 130 г/л, аммоний фосфорнокислый 2-х замещенный 60 г/л, бензойную кислоту 3 г/л при рН 6,75 и рабочей температуре 50-75°С и катодной плотности тока 0,1-0,5 А/дмг.
Недостатком данного электролита является то, что он применяется только в стационарных ваннах при покрытии деталей на подвесках, требует подогрева, дает матовое пористое покрытие (количество пор на 1 см2 поверхности при толщинах 1 мкм 3-5, при толщинах 6 мкм 1-2), имеет ограниченный срок службы до регенерации (возможна корректировка до 180-200 г металлического палладия на 1 л электролита).
Ч ON СЛ Ю
О
со
Цель изобретения -снижение пористости, повышение блеска покрытий и стабильности электролита.
Электролит имеет следующий состав, г/л:
Палладий (в пересчете
на металл)3-20
Натрий фосфорнокислый
2-х замещенный 12-ти
водный100-130
Аммоний фосфорнокислый
2-х замещенный15-60
Трилон Б1-2
Кристаллоза0,5-1
Процесс ведется при 20-75°С, катодной плотности тока 0,2-2 А/дм и рН 8,5-8,9. При корректировании электролита перед коррекцией кислотности в электролит вводят смесь тетрааминохлорида палладия и три- лона Б, а затем кристаллозу при следующем соотношении компонентов 100:3:0,75 соответственно.
Поскольку палладиевые покрытия не относятся к числу протекторных, для обеспечения надежной стойкости и коррозии необходимо осаждать беспористые покрытия, а также учитывать износ покрытия за счет механического воздействия в ходе эксплуатации изделия за весь период службы, износ будеттем меньше, чем будет глаже и беспо- ристей нанесенное покрытие.
Совместное введение в состав электролита трилона Б и кристаллозы позволяет обеспечить осаждение на катоде блестящего беспористого покрытия при толщинах бо- лее 1 мкм, повысить катодную плотность тока и расширить диапазон рабочих температур при нанесении покрытий, применять электролит на любом виде оборудования - при покрытии деталей на подвесках, на- сыпью в барабанных и колокольных ваннах.
Таким образом, только совместное введение в состав электролита трилона Б и кристаллозы (взамен бензойной кислоты, используемой в электролите-прототипе) по- зволяет осуществить поставленную цель.
Минимальным содержанием палладия (в пересчете на металл) является 3 г/л, т.к. при меньшем содержании палладия получаются пористые матовые покрытия.
Максимальным содержанием палладия является 20 г/л, т.к. более высокое содержание палладия не влияет на пористость и блеск получаемого покрытия и экономически не целесообразно.
Минимальным содержанием натрия фосфорнокислого является 100 г/л, т.к. при меньшем содержании фосфата натрия уменьшается электропроводность электролита.
Максимальным содержанием натрия фосфорнокислого является 130 г/л, т.к. при большем содержании фосфата натрия возможна его выкристаллизация при понижении температуры электролита ниже 20°С.
Минимальным содержанием аммония фосфорнокислого является 15 г/л, т.к. при меньшем содержании аммония фосфорнокислого требуется частая корректировка рН электролита.
Максимальным содержанием аммония фосфорнокислого является 60 г/л, т.к. при большем содержании фосфата аммония возможна его выкристаллизация совместно с фосфатом натрия при понижении температуры электролита ниже 20°С.
Минимальным содержанием вводимых совместно трилона Б и кристаллозы являются для трилона Б 1 г/л, а для кристаллозы 0,5 г/л. При меньшем содержании трилона Б и кристаллозы получают матовое пористое покрытие (при толщине покрытия 1 мкм количество пор 3-5, при толщине покрытия 6 мкм количество пор 1-2).
Максимальным содержанием вводимых совместно трилона Б и кристаллозы является для трилона Б 2 г/л, а для кристаллозы 1 г/л, т.к. более высокое содержание трилона Б и кристаллозы не дает улучшения качества получаемого покрытия и нецелесообразно.
Электролит готовится следующим образом: расчетное количество хлористого палладия растворяется в расчетном количестве концентрированного водного раствора аммиака (растворение ведется порциями). Растворение ведут при нагревании до получения раствора тетрааминохлорида палладия желтого цвета. Полученный раствор фильтруют, фильтр промывают до отсутствия в промывной воде ионов палладия. В полученный раствор, в который добавлена промывная вода, вводят расчетное количество трилона Б. В горячей воде при температуре 70°С при помешивании растворяют расчетное количество аммония фосфорнокислого 2-х замещенного, после чего при помешивании растворяют расчетное количество натрия фосфорнокислого 2-х замещенного 12-ти водного. К полученному раствору фосфатов при помешивании осторожно, избегая разбрызгивания, добавляют раствор тетрааминохлорида палладия с три- лоном Б. Полученный раствор перемешивают и добавляют водный раствор расчетного количества кристаллозы. Полученный раствор доводят до рабочего объема. Проверяют и устанавливают кислотность добавлением фосфорной кислоты или концентрированного водного раствора аммиака. Корректировка кислотности
производится по показаниям рН-метра либо индикаторной бумагой Рифан - фосфорной кислотой либо концентрированным водным раствором аммиака. Корректировка содержания палладия в электролите произ- водится по результатам химического анализа либо по пропущенным ампер-часам. При необходимости трилон Б и кристалло- за вводятся одновременно с введением палладия в соотношении (в г ) палладий метал.:трилон Бжристаллоза 100:3:0,75 соответственно, Палладий вводят в виде ;етрааминохлорида палладия.
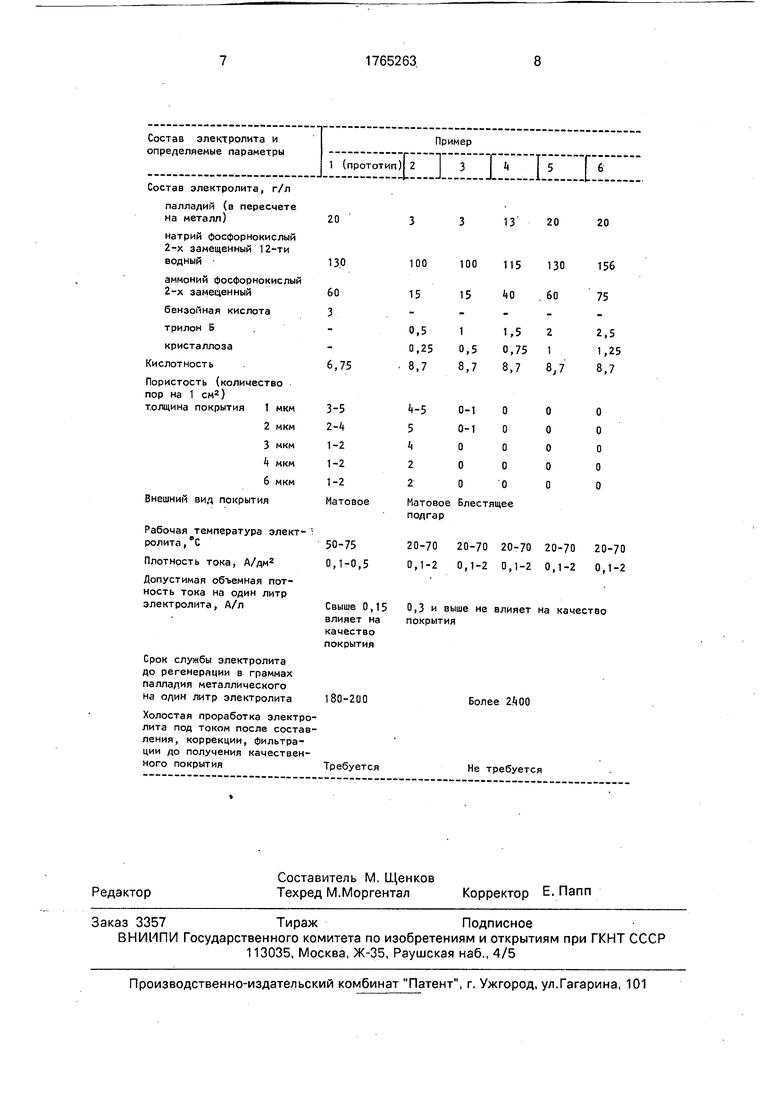
Примеры выполнения электролита и его свойства представлены в таблице.
Сравнительные испытания данного электролита с известным (пример 1) выявили следующие преимущества первого: дает возможность получать блестящие покрытия, беспористые в толщинах не менее 1 мкм; расширяет область применения электролита, применим для нанесения покрытия на различном оборудовании при обработке деталей на подвесках, насыпью; не требует при работе нагрева или охлаждения, так как работает в широком диапазоне температур 20-70°С; допускает работу при большой объемной плотности тока 0,3 А/л и выше; срок службы электролита практически не ограничен, наработка более 2400 г металлического палладия на 1 л электролита; не требует электрохимической проработки под током
после составления и каждой коррекции, фильтрации.
Формула изобретения
1.Электролит для осаждения паллади- евых покрытий, включающий хлористый палладий, натрий фосфорнокислый двухза- мещенный двенадцативодный и аммоний фосфорнокислый двухзамещенный, отличающийся тем, что, с целью снижения пористости, повышения блеска покрытий и стабильности электролита, он дополнительно содержит трилон Б и кристаллозу при следующем соотношении компонентов, г/л:
Хлористый палладий
(в пересчете на металл)3-20
Натрий фосфорнокислый
двухзамещенный
двенадцативодный100-130
Аммоний фосфорнокислый
двухзамещенный15-60
Трилон Б1-2
Кристаллоза0,5-1
2.Способ корректирования электролита для осаждения палладиевых покрытий, включающий коррекцию кислотности, отличающийся тем, что, с целью снижения пористости, повышения блеска покрытий и стабильности электролита, перед коррекций кислотности в электролит вводят смесь тетрааминохлорида палладия и трилона Б, а затем кристаллозу при следующем соотношении компонентов 100:3:0,75 соответственно.
Состав электролита, г/л
палладий (в пересчете
на металл)20
натрий фосфорнокислый
2-х замещенный 12-ти
водный130
аммоний фосфорнокислый
2-х замененный 60
бензойная кислота 3 трилон Б кристаллоза Кислотность6,75
Пористость (количество
пор на 1 см2)
толщина покрытия 1 мкм 3-5
2мкм2-4
3мкм1-2
4мкм1-2 6 мкм1-2
Внешний вид покрытияМатовое
Рабочая температура электролита,50-75
Плотность тока, А/дм20,1-0,5
Допустимая объемная пот- ность тока на один литр электролита, А/л
13
20
100 15
100 15
115 130 1)060
4-5
5
Ц
2
2
0-1 0-1
О
о
о
Матовое Блестящее подгар
20
156 75
20-70 20-70 20-70 20-70 200,1-2 0,1-2 0,1-2 0,1-2 0,1
Свыше 0,15 0,3 и выше не влияет на качество
влияет на покрытия
качество
покрытия
13
20
100 15
115 130 1)060
20
156 75
5
0-1 0-1
О
о
о
Матовое Блестящее подгар
20-70 20-70 20-70 20-70 0,1-2 0,1-2 0,1-2 0,1-2 0,1-2
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит палладирования | 1978 |
|
SU819228A1 |
| Электролит палладирования | 1976 |
|
SU594214A1 |
| Элекролит палладирования | 1979 |
|
SU857305A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ СПЛАВА НА ОСНОВЕ ПАЛЛАДИЯ | 1993 |
|
RU2061800C1 |
| Электролит для осаждения покрытий из сплава палладий-индий | 1982 |
|
SU1130625A1 |
| Способ регенерации электролитов | 1988 |
|
SU1539245A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ СПЛАВА НА ОСНОВЕ ПАЛЛАДИЯ | 1968 |
|
SU212692A1 |
| Электролит для осаждения палладиевых покрытий | 1972 |
|
SU443110A1 |
| Способ получения катализатора для очистки газовых выбросов от органических примесей | 1986 |
|
SU1496067A1 |
| Электролит для нанесения покрытий сплавом олово-висмут | 1977 |
|
SU697610A1 |
Изобретение относится к нанесению палладиевых покрытий из фосфатных электролитов и способу корректирования электролита палладирования. Цель изобретения - снижение пористости, повышение блеска покрытий и стабильности электролита. Электролит палладирования содержит, г/л: палладий (в пересчете на металл) 3- 20; натрий фосфорнокислый 2-х замещенный 12-ти водный 100-130; аммоний фосфорнокислый 2-х замещенный 15-60, трилон Б 1-2, кристаллоза 0,5-1. При корректировании электролита палладировя- ния перед коррекцией кислотности в электролит вводят смесь тетрааминохло- рида палладия и трилона Б, а затем кри- сталлозу при следующем соотношении компонентов 100:3:0,75 соответственно. 2 с.п.ф-лы, 1 табл. со
Срок службы электролита
до регенерации в граммах
палладия металлического
на один литр электролита 180-200
Холостая проработка электролита под током после составления, коррекции, фильтрации до получения качественного покрытияТребуется
Более
Не требуется
| Патент США № 4622110, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Покрытия металлические и неметаллические неорганические, с.95, состав 2. | |||
