Ь1
со
lib
С
I
Изобретение относится к гальваностегии, в частности к электролит ческому палладированию латунных изделий в барабанных ваннах.
Известен электролит палладирования, содержащий хлористый кальци и этилендиамин.
Из данного электролита получают блестящие покрытия, однако рассеивающая способность электролита составляет 15-20%,
Известен электролит палладирования, содержащий палладий, полиэт ленполиамин, хлористьй аммоний, сернокисльй аммоний и уротропин.
Однако выход по току в этом электролите составляет 63%, осадки получают полублестящими.
В составе известных электролитов содержатся токсичные вещества - этилендиамин и полиэтиленполиамин.
Наиболее близким к предлагаемом по составу компонентов является электролит палладирования, содержащий комплексную соль палладия. Этаноламин, сульфат аммония и органическую добавку (сахарин).
При палладировании в таком электролите в ваннах барабанного и колокольного типов латунных деталей сложной конфигурации неизбежно происходит растворение основного металла деталей с поверхностей, не покрытых палладием (этаноламин в щелочной среде растворяет латунь), что вызывает попадание в электролит ионов цинка, накопление которых более 0,03 г/л ухудщает сцепление палладия с основой. Для устранения влияния ионов цинка необходимо проводить регулярную проработку электролита в течение ч, что значительно уменьшает время полезного использования электролита до его регенерации, а также увеличивает потери палладия и технологического времени.
Кроме того, стабильность электролита составляет 60-100 а-ч/л, а рассеивающая и кроющая способность - соответственно 26 и 83%,
Предлагаемый электролит отличаеся тем, что, с целью повьщ1ения сце ления покрытия с основой, стабильности, рассеивающей и кроющей способности электролита при палладировании латунных деталей в ваннах барабанного и колокольного типов.
942142
в качестве органической добавки он
содержит трилон Б при следующем соотношении компонентов, г/л:
Комплексная соль 5 палладия (в пересчете на металл) 10-30 Этаноламин (97%-ный) 50-160 Сульфат аммония 2П-30
Тридон Б0,5-2,0
Электролит готовят следунщим
образом. В раствор этаноламина постепенно небольшими дозами добавляют раствор комплексной соли ладия, затем сульфат аммония и трилон Б. После полного растворения раствор фильтруют, доводят до требуемого рН и получают готовый электролит блестящего палладирова20 ния желто-лимонного цвета. Электролит стабилен в работе (230 а-ч/л) и имеет выход по току 90-95%, рассеивающая способность электролита 33-40%, а кроющая 90-93%, 25 свяэи с тем, что электролит работает с нерастворимыми анодами, коррекцию проводят добавлением (по результатам химического анализа) концентрата хлористого палад ладия в этаноламине (около 100 г хлористого палладия в смеси с 170 см этаноламина и 170 см воды). Трилон Б вводят в электролит по 1 г/л после каждой коррекции по палладию, а также в случае шелушения осадка.
Свежеприготовленный электролит прорабатывают на ступенчатом катоде при плотности тока О,1 А/дм до получения качественного осадка. Затем предварительно подготовленные детали погружают в барабан и проводят палладирование при плотности тока О,1-0,3 А/дм, температуре 20-30°С и рН 8,0-8,5 до получения требуемой толщины покрытия (3 мкм). После палладирования детали тщательно промывают проточной и дистиллированной водой и сушат.
50 Концентрация палладия в электролите и плотность тока при осаждении взаимосвязаны. Их граничные величины регламентируются скоростью осаждения и качеством получаемого
55 покрытия, так при плотности тока (Дк), большем 0,3 А/дм происходит подгар покрытия, а при Дк, равном О,1 А/дм , ухудшается качество
покрытия и снижается скорость осаждения.
Минимальная концентрация палладия 10 г/л, при пониженных концентрациях ухудшается качество осака и снижается скорость осаждения. При концентрации палладия больше 30 г/л качество осадка не улучшается и время осаждения не уменьшаетс но увеличиваются потери палладия в связи с уносом электролита деталями, а также увеличивается вязкость электролита.
Концентрация этаноламина в элекролите лимитируется количеством этаноламина, стехиометрически необходимого для создания комплекса (для концентрации палладия 10-ЗП г/ необходимо 35-105 г/л этаноламина и для доведения электролита до рН 8-8,5 10-30. г/л этaнoлa lинa).
Дпя получения блестящих покрытий в электролит добавляют сульфат аммония. Введение его больше 30 г/л нецелесообразно, так как не влияет на качество осадка.
Введение в электролит трилона Б позволя т получать хорошо сцепленные палладиевые осадки в присугствии примеси ионов цинка {не отслаиваются при перегибах до излома), устраняя их влияние на процесс электроосаждения палладия путем связывания в комплекс более стабильный, чем с ионами палладия при рН 8-8,5.
Для получения качественно сцепленных осадков в присутствии в электролите палладирования примеси цинка 0,03 г/л (количество ионов цинка, при котором начинают получаться покрытия с некачественным
сцеплением) необходимо 0,5 г/л трилона Б (минимальное количество); 2,0 г/л - количество трилона Б, гарантирующее качественное покрытие.
при максимально возможном загрязнении электролита ионами цинка между коррекциями при соблюдении технологии осаждения. Введение трилона Б в более значительной концентрации нецелесообразно Из-за увеличения стоимости электролита и изменения электрохимических параметров осаждения палладия.
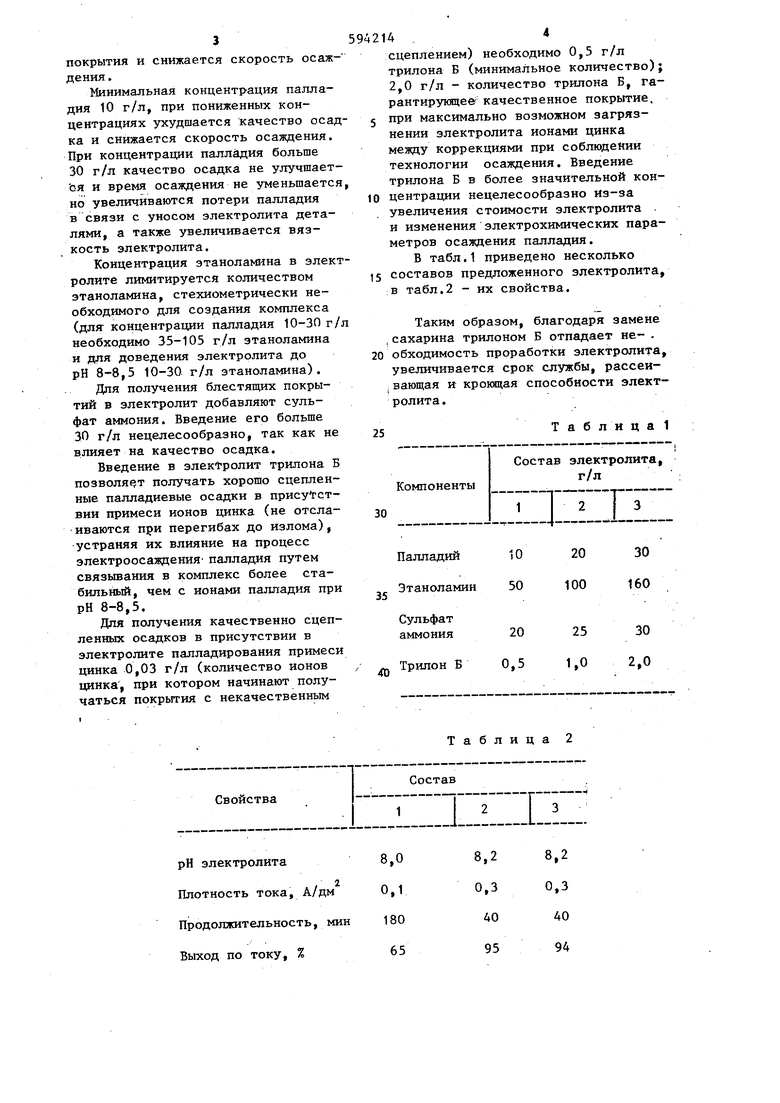
В табл.1 приведено несколько
составов предложенного электролита, в табл.2 - их свойства.
Таким образом, благодаря замене сахарина трилоном Б отпадает не- . обходимость проработки электролита, увеличивается срок слзпкбы, рассеивающая и крокщая способности электролита .
Таблица1
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит палладирования | 1978 |
|
SU819228A1 |
| Электролит палладирования | 1989 |
|
SU1705417A1 |
| Электролит для осаждения сплава палладий-никель | 1988 |
|
SU1585391A1 |
| Электролит для осаждения палладиевых покрытий и способ его корректирования | 1989 |
|
SU1765263A1 |
| Электролит блестящего палладирования | 1981 |
|
SU1006549A1 |
| Электролит для осаждения покрытийиз СплАВА пАллАдий-иНдий | 1979 |
|
SU834263A1 |
| Электролит зеркально-блестящего никелирования | 1981 |
|
SU1006546A1 |
| Электролит для осаждения покрытий из сплава палладий-индий | 1980 |
|
SU931812A1 |
| Электролит для осаждения покрытий из сплава медь-цинк | 1979 |
|
SU891810A1 |
| Элекролит палладирования | 1979 |
|
SU857305A1 |
ЭЛЕКТРОЛт: ПАЛЛАДИРОВА- НИЯ, содержащий комплексную соль палладия, этаноламин, сульфат аммония и органическую добавку, о т- 'личающийся тем, что, с • целью повьшения сцепления покрытия с основой, стабильности, рассеивающей и кронщей способности электролита при палладировании латунных деталей в ваннах барабанного и ко- докольного типов, в качестве органической добавки он содержит трилон Б, при следующем соотношении компонентов, г/л:Комплексная соль палладия (в пересчете на металл) 10-30 Зтаноламин(97%-ный)50-160Сульфат аммония 20-30 Трилон Б0,5-2,0»И\с
рН электролита
2
Плотность тока. А/дм
Продолжительность, мин
Выход по току, %
8,2
0,3
40
94
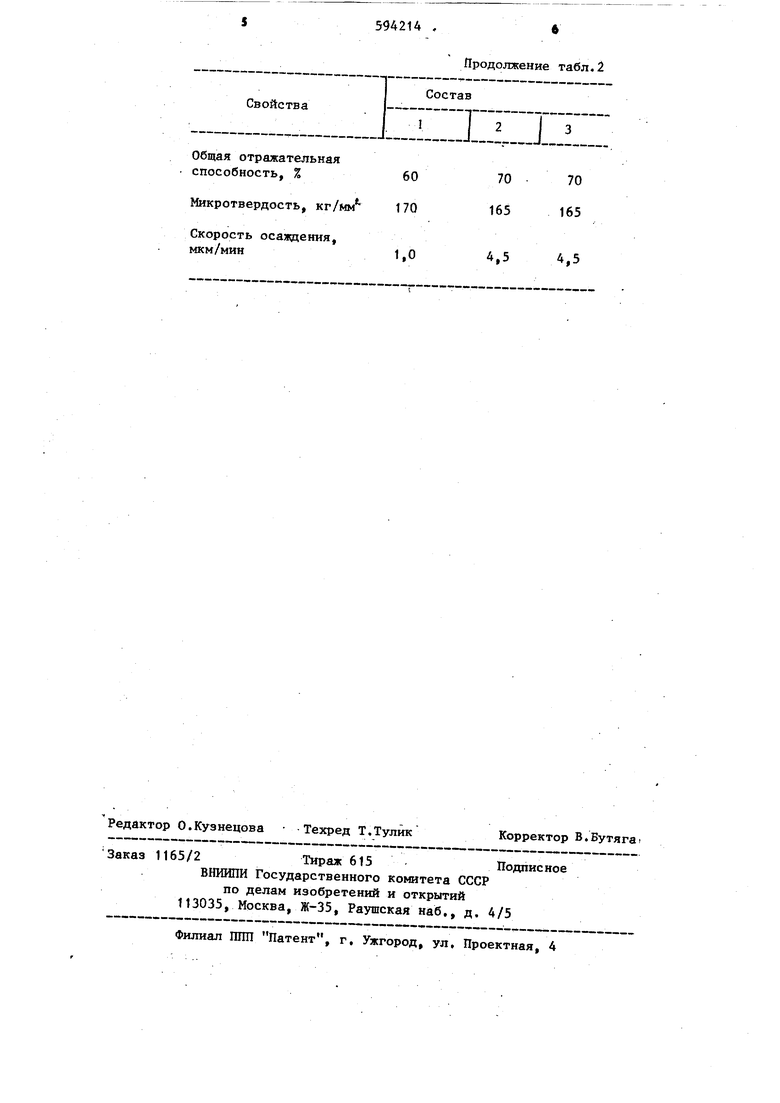
Общая отражательная способность, %
Микротвердость, кг/мм
Скорость осаядения,
мкм/мин
594214 ,
Продолжение табл.2
70 70 165 165
4,5
4,5
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ПАЛЛАДИРОВАНИЯ | 0 |
|
SU254988A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
