1
Изобретение относится к гальваностегии, в частности к электролнтическоаму осаждению палладиевых покрытий на электрические контакты, печатные платы и другие токонесущие детали, главным образом работающие на износ.
Известен электролит палладирования, содержащий хлористый палладий, сернокислый аммоний, мочевнну, сахарин и 2,2-дипиридил {.
Из данного электролита осаждают покрытия высокого качества. Однако наличие больщого количества органических добавок усложняют приготовлеиие, работу и корректирование электролита.
Наиболее близким к изобретению является известный электролит палладирования, содержащий тетрааминохлорид палладия, хлористый аммоний, а.ммиак и ам.миакатбории 2.
Однако известный электролит недостаточно эффективен (см. таблнцу). Кроме того, наличие аммиакатборина, который не выпускается промышленностью, а синтезируется в процессе приготовления электролита, приводит к усложнению процесса приготовления и корректирования электролита. Покрытия, полученные в известном электролите, восприимчивы к захвату руками.
что требует дополнительной их обработки, например крацевания.
Целью изобретения является повышеиие стабильности электролита и качества покрытия.
Поставленная цель достигается тем, что электролит дополнительно содержит сульфосалицилат аммония и сульфат магния при следующем соотношении компоиентов, г/л:
Тетрааминохлорид палладия
(в пересчете .на металл)|
Сульфосалицилат аммония (в пересчете на сульфосалнциловую кислоту)20-40
Сульфат магния30-50
Электролит готовят следующим образом.
Хлористый палладий в виде суспензии растворяют в нагретом до 50-60°С 25%-ном растворе аммиака при постепенном добавлении и перемец ивации суспензии, затем добавляют сульфосалицилат аммония, предварительно приготовленный нейтрализацией сульфосалициловой кислоты аммиаком, после чего добавляют сульфат магния, проверяют рН электролита.
Процесс осаждения рекомендуют проводить при рН 8,5 -9,5, комнатной температуре (8-25°С) и плотностп тока
0,8-1,2 А/дм с использованием нерастворимых угольных анодов.
Покрытие наносят на латунные образцы и детали (электроды микрофонов и печатные платы) в ваннах как стационарного, так и колокольного или барабанного типа.
При покрытии деталей нз меди и ее снлавов происходит накопление конов меди в электролите, что приводит к ухудшению качества покрытия - опо становится хрупким и пятнисты.м с прослойкамн меди.
нормально. Покрытие осаждается ровное, гладкое, блестящее, без трещин, с прочным сцеплением с основой.
Электролит, согласно изобретению, имеет высокую рассеивающую и кроющую способность (при покрытии сложнопрофилированных деталей, толщина покрытия с наружной и внутренней сторон детали отличается всего лищь на 5-10%).
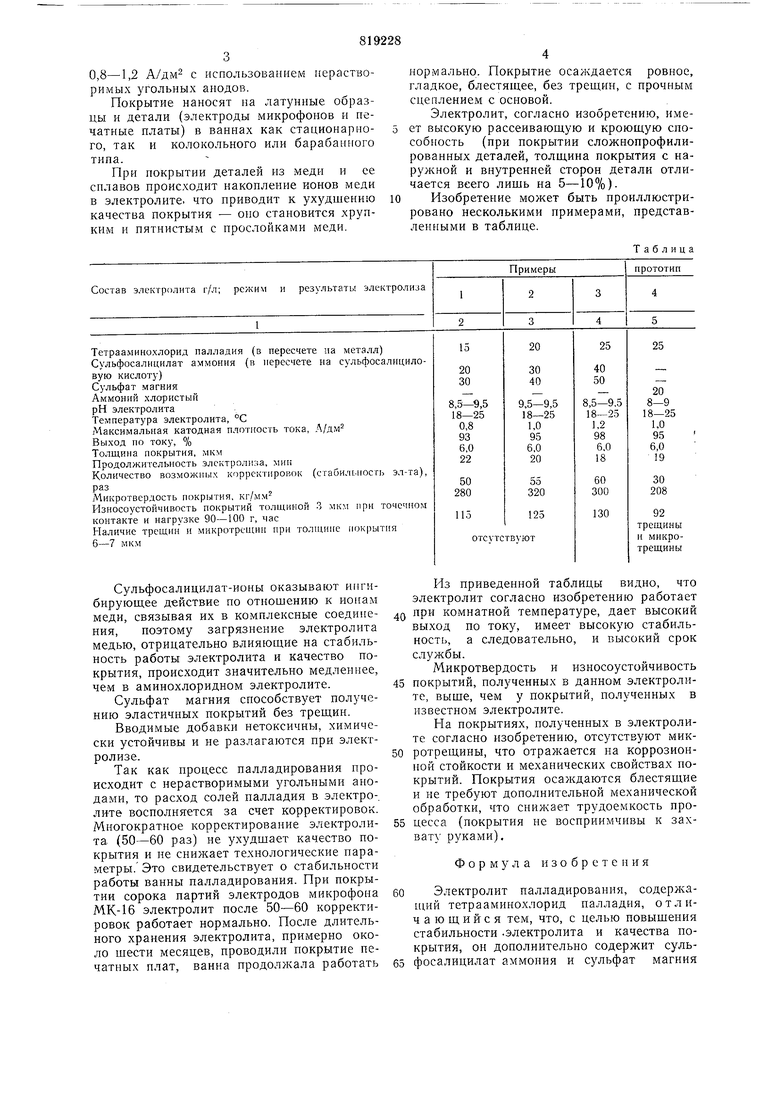
Изобретение может быть проиллюстрировано несколькими примерами, представленными в таблице.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для осаждения палладиевых покрытий и способ его корректирования | 1989 |
|
SU1765263A1 |
| Электролит для осаждения покрытий сплавом золото-серебро | 1977 |
|
SU665027A1 |
| Электролит палладирования | 1976 |
|
SU594214A1 |
| Электролит латунирования | 1991 |
|
SU1824460A1 |
| Электролит золочения | 1977 |
|
SU709718A1 |
| Электролит палладирования | 1989 |
|
SU1705417A1 |
| СУЛЬФОСАЛИЦИЛАТНЫЙ ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ СПЛАВА МЕДЬ-НИКЕЛЬ | 2008 |
|
RU2365683C1 |
| Электролит блестящего лужения | 1976 |
|
SU574485A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ СПЛАВА НА ОСНОВЕ ПАЛЛАДИЯ | 1993 |
|
RU2061800C1 |
| Элекролит палладирования | 1979 |
|
SU857305A1 |
Сульфосалицилат-ионы оказывают ингибирующее действие по отношению к ионам меди, связывая их в комплексные соединения, поэтому загрязнение электролита медью, отрицательно влияющие на стабильность работы электролита и качество покрытия, происходит значительно медленнее, чем в аминохлоридном электролите.
Сульфат магния способствует получению эластичных покрытий без трещин.
Вводимые добавки нетоксичны, химически устойчивы и не разлагаются при электролизе.
Так как процесс палладирования происходит с нерастворимыми угольными анодами, то расход солей палладия в электро-, лите восполняется за счет корректировок. Многократное корректирование электролита (50-60 раз) не ухудшает качество покрытия и не снижает технологические параметры. Это свидетельствует о стабильности работы ванны палладирования. При покрытии сорока партий электродов микрофона МК-16 электролит после 50-60 корректировок работает нормально. После длительного хранения электролита, примерно около шести месяцев, проводили покрытие печатных плат, ванна продолжала работать
Из приведенной таблицы видно, что электролит согласно изобретению работает
4Q при комнатной температуре, дает высокий выход по току, имеет высокую стабильность, а следовательно, и высокий срок службы.
Микротвердость и износоустойчивость
45 покрытий, полученных в данном электролите, выше, чем у покрытий, полученных в известном электролите.
На покрытиях, полученных в электролите согласно изобретению, отсутствуют мик50 ротрещины, что отражается на коррозионной стойкости и механических свойствах покрытий. Покрытия осаждаются блестящие и не требуют дополнительной механической обработки, что снижает трудоемкость процесса (покрытия не восприимчивы к захвату руками).
Формула изобретения
Электролит палладирования, содержащий тетрааминохлорид палладия, отличающийся те.м, что, с целью повышения стабильности .электролита и качества покрытия, он дополнительно содержит суль65 фосалицилат аммония и сульфат магния 5 глри -следующем соотношении компонентов, 1Г./Л-, Тетраамннохлорид палладия (в пересчете на металл) 15-25 Сульфосалицилат аммопия5 (в:пересчете иа сульфосалициловую -кислоту) 20-40 (Сульфат лмагиня 30-50 б Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 572539, кл. С 25 D 3/50, опублик. 1977. 2. Авторское свидетельство СССР № 377430, кл. С 25 D 3/50, опублик. 1973.
