Известен способ выработки ленты с бортиком, например брючной, на лентоткацком станке с образованием переплетения основных нитей бортика и фона ленты с уточной нитью, поступающей со шпули челнока. Для выработки такой ленты за одну смену шпули в челноке меняют несколько раз, что вызывает простой станка и снижение производительности.
Для повышения производительности оборудования предлагается при выработке ленты использовать дополнительную уточную нить, вводимую в переплетение фона лепты петлей, захлестываюш,ейся с уточной нитью шпули, используя последнюю нить в переплетении бортика леиты при двойной смене зева основных нитей бортика и одинарной смене основных нитей фона за цикл движения челнока.
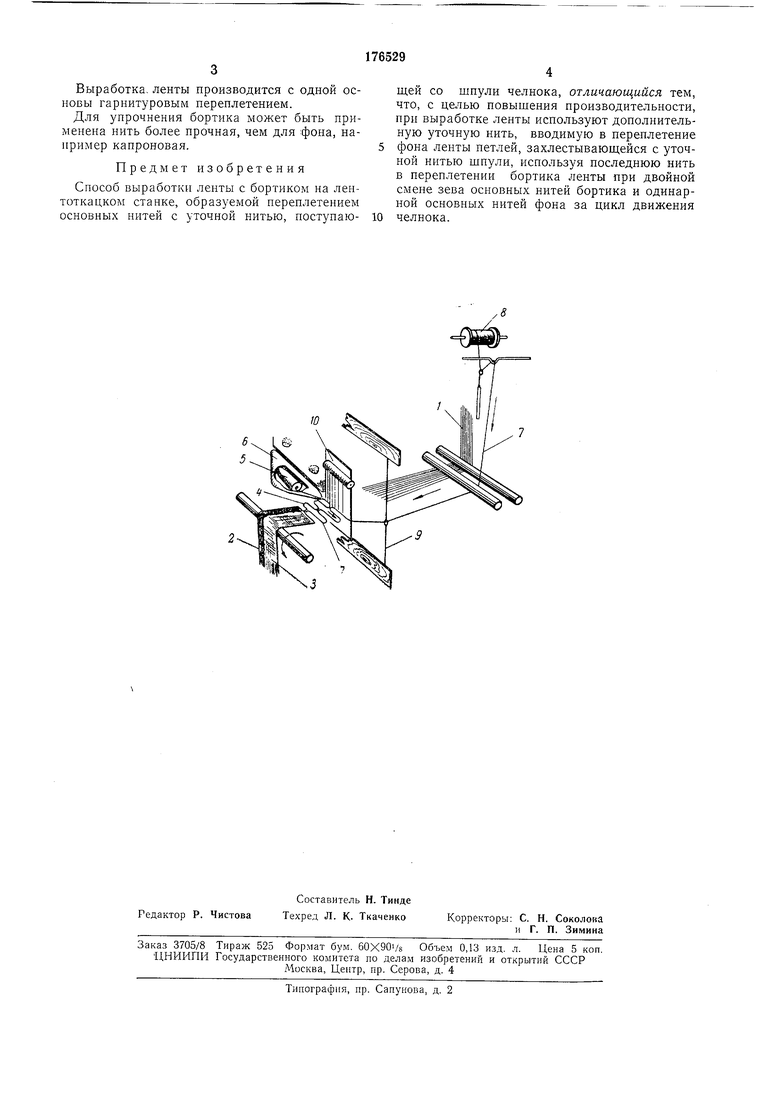
Предлагаемый способ поясняется чертежом.
Основные нити 1 вырабатываемой ленты, имеюшей бортик 2 и фон 3, переплетаются уточной нитью 4, поступающей со шпули 5 челнока 6, и дополнительной уточной нитью 7, идущей с бобины 8. Нить 7 пробирают в глазок одной из ремизок 9 и в крайний зуб переднего берда JO вместе с основными нитями /.
Во время работы после одновременной смены зевов бортика и фона ленты в их открытые зевы прокладывают уточную ннть 4, идущую со шпули 5 челнока 6. Затем уточную нить 4 зарабатывают в зеве бортика путем подъема соответствующей ремизки. В эту же ремизку пробрана и уточная нить 7, идущая с бобины 8, вследствие чего эта нить также поднимается. При этом зев основных нитей фона остается открытым.
При обратном ходе челнока нить 4, идущая со шнули, захлестывается с поднятой донолнительной уточной питью 7 и увлекает ее за собой нетлей в открытый зев основных нитей фона до бортика, а уточная нить 4 прокладывается далее в новом зеве бортика. После этого нроисходит одновременная смена зевов
бортика и фона, н переднее бердо 10 прнжимает обе уточные нити 4 и 7 к опушке.
Таким образом, за один цнкл движения челнока происходят двойная смена зева основных нитей бортика и одинарная смена основных нитей фона, что позволяет уложпть в бортик уточную нить 4 со шпули и донолпительно уточную нить 7 в виде петли в фон ленты. При этом расход уточной нити 4 со шпули только в бортик составит не более
5 мм, а нити 7 с бобины 8 для фона хватает на несколько смен.
Для создания равномерной затялскн уточны.х нитей в бортике выходное отверстие для нити в челноке 6 смещают с осевой линни дужВыработка, ленты производится с одной основы гарнитуровым переплетением.
Для упрочнения бортика может быть применена нить более прочная, чем для фона, нанример капроновая.
Предмет изобретения
Способ выработки ленты с бортиком на лентоткацком станке, образуемой переплетением основных нитей с уточной нитью, поступающей со шпули челнока, отличающийся тем, что, с целью повышения производительности, при выработке ленты используют дополнительную уточную нить, вводимую в переплетение фона ленты петлей, захлестывающейся с уточной нитью шпули, используя последнюю нить в переплетении бортика ленты при двойной смене зева основных нитей бортика и одинарной основных нитей фона за цикл движения челнока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к лентоткацкому станку для ткачества лент с дополнительной уточной нитью | 1933 |
|
SU50112A1 |
| Автоматический ткацкий станок | 1977 |
|
SU681127A1 |
| БЕСЧЕЛНОЧНЫЙ ЛЕНТОТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ УЗКИХ ТКАНЫХ ИЗДЕЛИЙ, А ТАКЖЕ УЗКОЕ ТКАНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2239009C2 |
| ТКАЦКАЯ МАШИНА | 1995 |
|
RU2145651C1 |
| Челнок круглоткацкого станка | 1986 |
|
SU1467104A1 |
| Установка для изготовления технической ткани | 1977 |
|
SU705017A1 |
| СПОСОБ ФОРМИРОВАНИЯ КРОМОК ТКАНЫХ ИЗДЕЛИЙ НА РАПИРНОМ ТКАЦКОМ СТАНКЕ | 2017 |
|
RU2655911C1 |
| Способ выработки многослойной ткани на бесчелночном ткацком станке | 1987 |
|
SU1527339A1 |
| РЕМЕННАЯ ЛЕНТА, СПОСОБ И ЛЕНТОТКАЦКИЙ СТАНОК ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2401329C2 |
| Устройство для получения тканых лент на лентоткацком станке | 1985 |
|
SU1458450A1 |
