Моталки, устанавливаемые на прокатные станы, включающие барабан с редуктором и электроприводом, установленный на неподвижной платформе, механизм коррекции в виде направляющих линеек, автоматически корректирующих положение полосы относительно оси симметрии рольганга стана, известны. Однако качество намотки рулонов на них низкое.
Предлагаемая плавающая моталка для намотки рулонов металлической полосы отличается от известных тем, что она снабжена дискретной системой управления, приводящей и движение механизм коррекции, и бесконтактным индуктивным датчиком контроля положения кромки полосы, передающим сигнал на дискретную систему управления. Механизм коррекции выполнен в виде нлавающеи платформы с гидроцилиндром для ее поперечного перемещения и следящим золотником управления. Такая конструкция моталки позволяет повысить качество намотки рулонов.
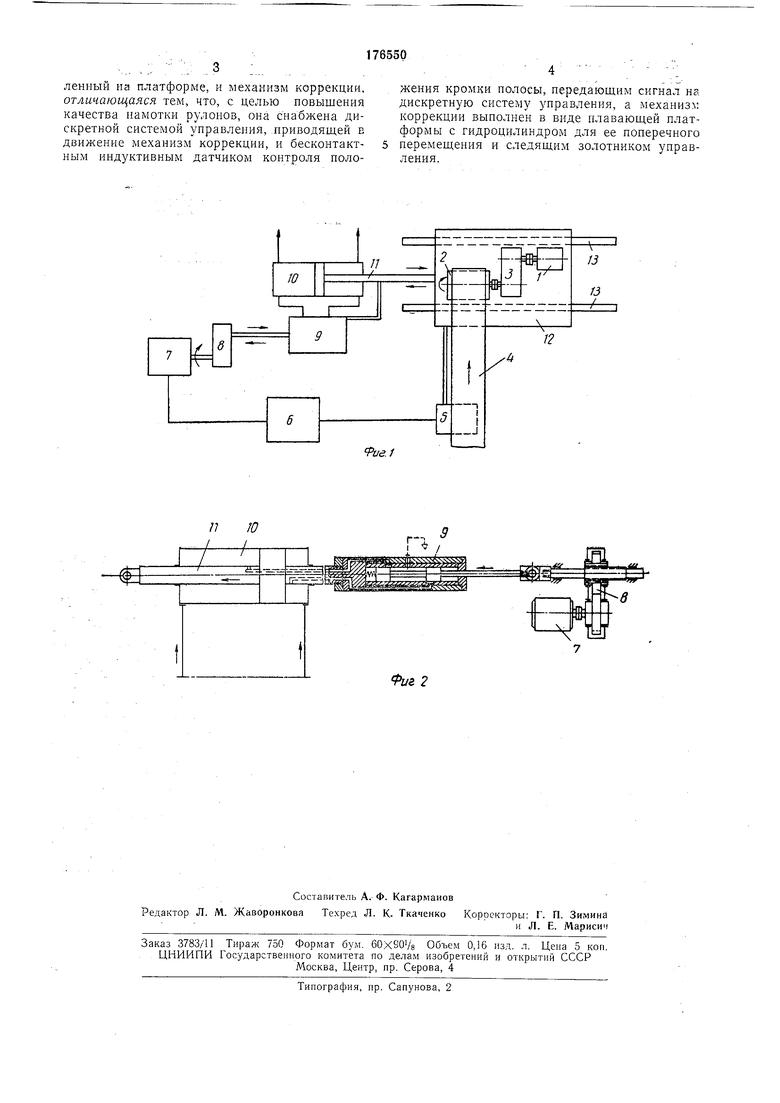
На фиг. 1 изображена функциональная схема системы управления плавающей моталкой; на фиг. 2 - схема гидросистемы.
Работает моталка следующим образом. Включением электродвигателя / барабан 2 через редуктор 3 приводится во вращение. Происходит намотка полосы 4 листового металла па барабан.
По выходе кромки полосы из установленной зоны нечувствительности датчика 5 подается сигнал, который поступает на вход блока 6 управления шаговым двигателем 7. В результате блок управления выдает импульсы определенной последовательности на обмотки управления двигателя 7 и приводит его во вращение в определенную сторону. Вращательное ,е двигателя 7, преобразованное при помощи редуктора 8 в поступательное движение, воздействует на золотник 9 и перемещает его. Перемещение золотника сопровождается подачей лч.идкости в полость силового гидроцилиндра 10. При этом щток
11 порщня движется в направлении движения золотника. Поскольку щток соединен с плавающей платформой 12 с барабаном, установленной на направляющих 13, то смещает ее в ту же сторону. Смещение платформы продоликается до тех пор, пока кромка полосы не войдет в зону нечувствительностн датчика. В течение всего процесса введения полосы в зону нечувствительности датчика как золотник, так и датчик следят за перемещеиие1М
щтока и платформы.
Предмет изобретения
Плавающая моталка для намотки рулонов
ленный на платформе, и механизм коррекции. отличающаяся тем, что, с целью повышения качества намотки рулонов, она снабжена днскретной системой управления, .приводящей Е движение механизм коррекции, и бесконтактным нндуктивным датчиком контроля положения кромки полосы, передающим сигнал на дискретную систему управления, а механизм: коррекции выполнен в виде плавающей платформы с гидроцилиндром для ее поперечного перемещения и следящим золотником управления.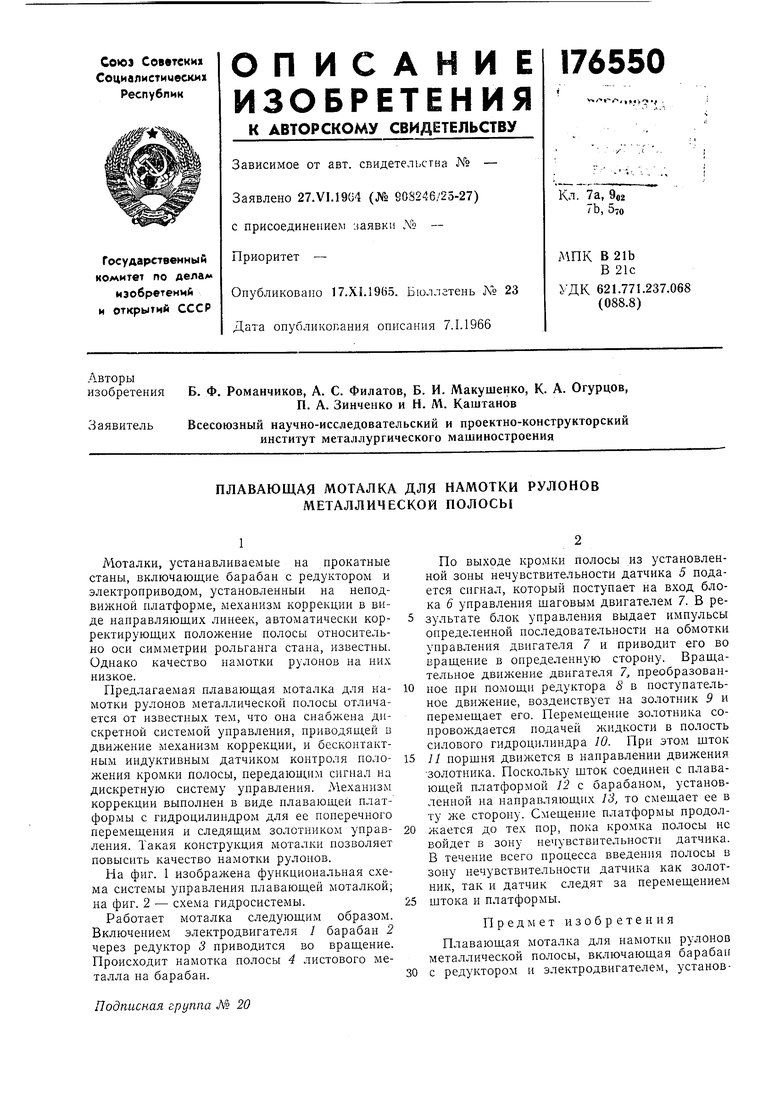
| название | год | авторы | номер документа |
|---|---|---|---|
| Плавающий разматыватель рулонов металлической полосы | 1981 |
|
SU1003951A1 |
| Устройство для перемотки ленты | 1979 |
|
SU841698A1 |
| Устройство для регулирования положения движущейся полосы | 1977 |
|
SU721147A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ОСТАНОВА МОТАЛКИ ЛИСТОПРОКАТНОГО СТАНА | 1969 |
|
SU246450A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ ПРОКАТНОГО СТАНА | 1973 |
|
SU406585A1 |
| УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ РУЛОНОВ ПОЛОСЫ ПРИ СНЯТИИ С БАРАБАНА МОТАЛКИ | 2004 |
|
RU2268803C1 |
| СПОСОБ БОКОВОГО НАПРАВЛЕНИЯ ПОЛОСЫ ПРИ ЕЕ БЕЗОСТАНОВОЧНОМ ПЕРЕМЕЩЕНИИ РОЛЬГАНГОМ ПРЕИМУЩЕСТВЕННО ОТ КЛЕТИ К МОТАЛКЕ ДЛЯ ДАЛЬНЕЙШЕЙ СМОТКИ В РУЛОН | 1999 |
|
RU2197349C2 |
| Устройство для регулирования натяжения полосы на моталке листопрокатного стана | 1982 |
|
SU1041188A1 |
| Устройство для регулирования усилия прижима прикатного ролика к оправке | 2020 |
|
RU2735286C1 |
П Ю
L/
ft/af
.-. 9
