1
Изобретение относится к обработке металлов давлением и, в частности, может быть использовано в цехах по переработке ленты.
Известно устройство для перемотки ленты, содержащее датчик, следящий за кромкой ленты, разматывате.пь и мо талку с параллельно расположенными барабанами, между которыми смонтирован ролик, при этом моталка установлена с возможностью осевого перемеще ния fl .
Недостатком известного устройства является-пониженное качество намотки рулона (увеличенная телескопичность) обусловленное силами трения, действУ ющими между роликом и лентой. Это обстоятельство приводит к тому, что при транспортировке рулона и операциях, связанных с-термической обработкой, выступающие кромки ленты повреж даются, что требует их обрезки и тем самым снижает выход годного.
Известно также устройство для перемотки, содержащее параллельно расположенные установленные с возможное тью осевого перемещения и кинематически связанные друг с другом ролик и разматьшатель с барабаном, правильную машину, моталку с барабаном и
установленный между роликом и правильной машиной датчик положения кромки полосы Г23.
Недостатком известного устройств.а является то, что жесткая связь разматывателя и ролика обуславливает равенство их осевых перемещений, что приводит к проскальзыванию ролика по ленте, при этом поверхность последtoней повреждается, а силы трения,действующие между роликом и лентой,снижают качество намотки рулона.
Цель изобретения - повышение качества намотки рулона и улучшение
15 поверхности ленты.
Указанная цель достигается тем, что кинематическая связл. ролика с разматывателем выполнена в виде рас20пределительного вала, установленного своей осью в горизонтальной плоскости перпендикулярно оси барабана разматывателя, и смонтировалных на валу двух рычагов, первый из которых связан с
25 роликом, а второй с барабаном разматывателя, причем длины плеч первого и второго рычагов прямо пропорционгшьны расстояниям между торцом правильной .машиной иосями ролика и бараоана
30 р-азматывателя.
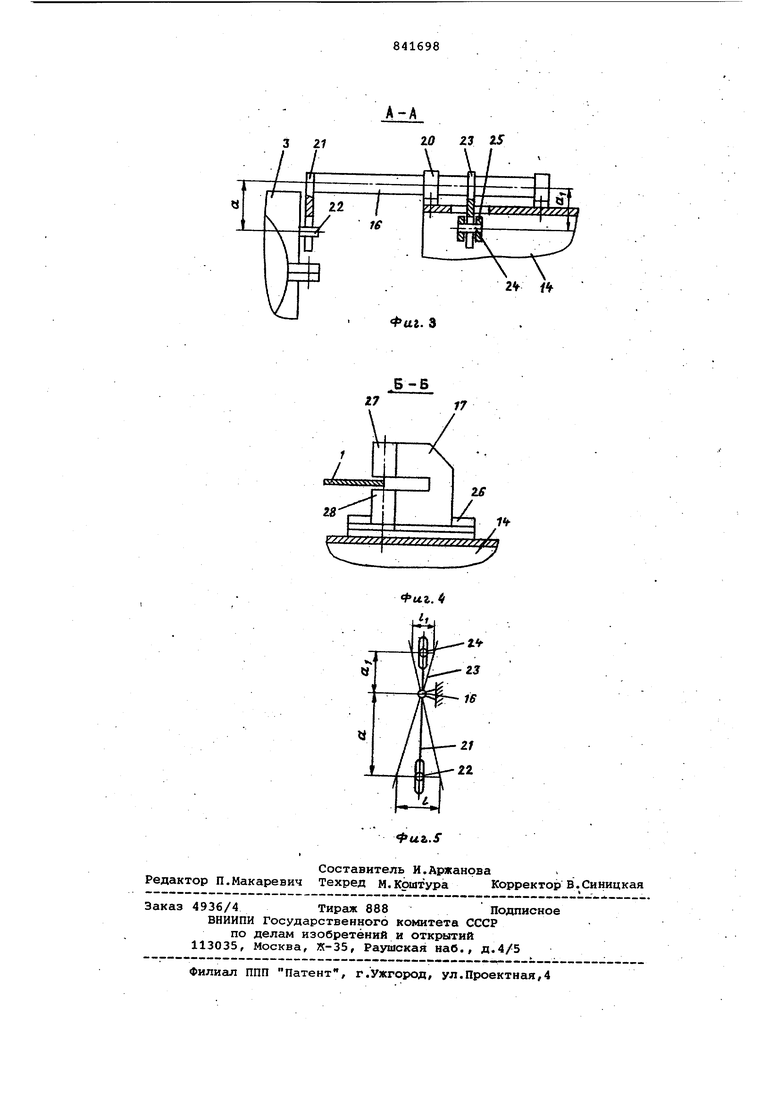
На Фиг.1 дано устройство для переотки ленты, вид сверху; на фиг.2 о же, вид спереди; на фиг.З - разрез -А на фиг.1 на фиг.4 - разрез Б-Б а фиг.1 на фиг.З - кинематическая вязь вала с разматывателем и ролиом (рычаГ|23 и ось 24 условно поернуты на 18СГ) .
Устройство для перемотки ленты 1 из рулона 2 содержит разматыватель 3 и моталку 4 с разжимными барабанами 5 и 6, установленными параллельно друг другу, и приводами 7 и 8. Разматыватель смонтирован с возможностью осевого перемещения по направлякадим 9 стационарной рамы 10 при помощи шагового двигателя 11, редуктора 12 и силового гидравлического цилиндра 13. Между разматывателем и моталкой на плите 14 смонтированы ролик 15, вал 16, датчик 17 положения кромки ленты и правильная машина 18. Ролик установлен в направляющих 19 параллельно оси барабана разматывателя и кинематически связан с вгшом, смонтированным в подшипниковых корпусах 20 горизонтально и перпендикулярно ОСИ барабана разматывателя. На валу закреплены два рычага, которые расположены в одной плоскости и равнонаправлены. Рычаг 21 взаимодействует со стержнем 22, закрепленным на разматывателе, а рычаг 23 через ось 24 и кронштейн. 25 - с роликом. Отношение плеч а, а рычагов 21 и 23 прямо пропорционально отношению ходов В , Б разматывателя и ролика и отношению расстояний от правильной машины до оси разматывателя и ролика. Датчик установлен с возможностью перестановки в направляющих 26 в зависимости от ширины ленты и выполнен, например, в виде осветителя 27 и фотоголовки 28. Тележки для установки и снятия рулона с барабанов и отгибатель конца рулона на чертежах условно не показаны.
Устройство для перемотки ленты работает следутощим образом.
Тележкой рулон 2 Устанавливают на барабан 5 разматывателя 3- и закрепляют на нем. Отгибают передний конец ленты 1, транспортируют его через раскрытую правильную машину 18 и закрепляют на барабане 6 моталки 4. Разматывателем 3, правильной машиной 18 и моталкой 4 создают заданное технологическое натяжение ленты 1. Датчик 17 устанавливают по кромке ленты 1.
В процессе перемотки при отклонении ленты 1- от исходного, положения (поперечное смещение) сигнал от датчика 17 подается на шаговый двигатель 11. Вращательное движение последнего через редуктор 12 преобразуется в поступательное перемеще;ние механизма (не показан), управляквдего работой силового гидравлического цилиндра 13. В соответствии со знаком сигнала датчика 17 разматы, ватель 3 перемещается в осевом направлении, а кинематическая связь (стержень 22, рычаг 21, вал 16, рычаг 23, ось 24 и кронштейн 25) обеспечивает осевое перемещение ролика 15 без проскальзывания относительно
ленты 1. При возвращении ленты 1 в исходное положение датчик 17 дает команду на прекращение перемещения разматывателя 3. Таким образом рулон, перемотанный на барабан б моталки 4, имеет ровные -торцы. Данное устройство для перемотки ленты позволяет, повысить качество намотки рулона (уменьшить телескопичность), поскольку устранено влияние сил
0 трения, действукадих между лентой и роликом, на работу системы перемещения разматывателя, повысить качество поверхности ленты, так как кинематическая связь обеспечивает осевое перемещение ролика без проскальзывания относительно ленты.
Формула изобретения
Устройство для перемотки ленты, содержащее последовательно установленные и кинематически связанные разматыватель с барабаном и направляющий ролик разматывателя, геометрическая ось которого параллельна оси барабана, а также правильную машину и моталку с барабаном и установленный между роликом и правильной машиной датчик положения кромки полосы, о т личающееся тем, что, с целью повышения качества намотки и улучшения поверхности ленты, кинематическая связь ролика с разматывателем выполнена в виде распределительного вала, установленного своей осью в горизонтальной плоскости перпендикулярно оси барабана разматывателя, и смонтированных на валу двух рычагов, первый из которых связан с роликом, а второй с барабаном разматывателя,
причем длины плеч первого и второго рычагов прямо пропорциональны расстояниям между торцом правильной машины и осями ролика и барабана разматывателя.
Источники информации,
принятые во внимание при экспертизе
1. Филатов А.С. Электропривод и автоматизация реверсивных станов холодной прокатки. ., Металлургия /
1973. с.330.
2.Iron and steel Engineer, 2, 1957, с.119-131.
С4
-.«.
-.o:i
:
.J V
ii-.V
.,4-1
e .. J
;.
.o- о .-,
-:d
.. ,;
Т
o.
4%tf
ТгэQ V;Q -.- .o ;-.-:., . - . r
% riS : iiiS:idiij
c4
N
3
«3 21
го Z3 iS
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СМОТКИ В РУЛОНЫ ПОЛОСОВОЙ СТАЛИ | 1994 |
|
RU2082518C1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2002 |
|
RU2210450C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2007 |
|
RU2348493C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Агрегат для резки рулонного материала | 1982 |
|
SU1085112A1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| СИСТЕМА УПРАВЛЕНИЯ СДВОЕННЫМ СООСНЫМ ПЛАВАЮЩИМ РАЗМАТЫВАТЕЛЕМ | 2008 |
|
RU2387511C1 |


17
