(54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ ДВИЖУЩЕЙСЯ ПОЛОСЫ
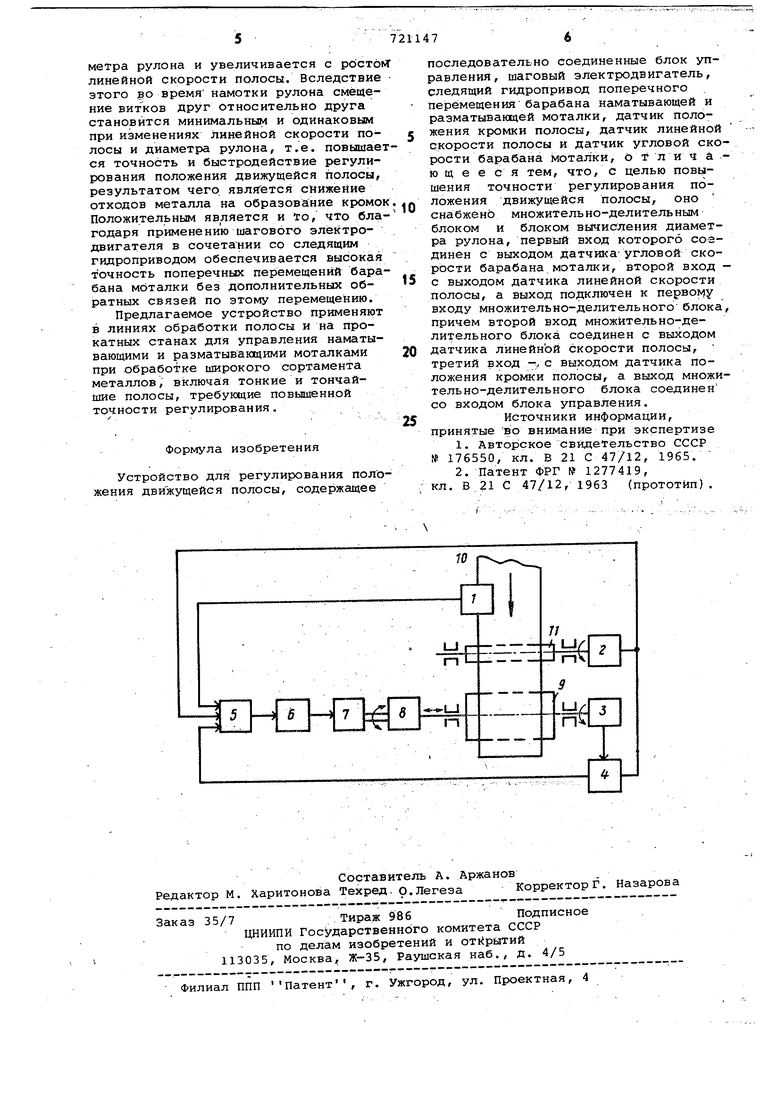
721147 вания снижается. Например, при намот ке рулона наблюдается неодинаковое бТ ещенйе витков друг относительно дрУгйГ при изменениях скорости поло сы тгг диаметра рулона. Пог решность возрастает с увеличеftKgM скорости полосы и уменьшением дйаметра рулона. При съёме и транс -flS| Mi36BKe такого рулона неодинако g&CTb смещения витков вызывает повы leHHywпорчу выступающих витков и уветтичивает отходы при обрезании кромок, , Рё ализаЪия этого устройстЗва со-. ггряжена со значительными техничес Кйми трудностями, связанными с необходимостью точного измерения весьма низких (0-40 мм/с) линейных скоростей поперечного движения бара бана моталки на малых отрезках пути равных 1-2 мм. Целью изобретения является повыше ие точности регулирования полозкёнйя движущейся полосы. Цель достигается тем, что уст ройство снаб)Кено множите ль нб-дёлйтельным блоком и блоком вычисления - - Диаметра рулойа, первый вход которо го соединен с выходом датчика угловой скорости барабана моталки, второй вход - с выходом Датчика линей Hoft;ck6f)t3efWполосы, а выход подклю к первому входу множительно-делител него блока, второй вход множи тельно -делительного блока соединен,с выход : дйтчик;а линейной скорости полосы, третий вход - с выходом датчика положения кромки полосы, а выход мно льно -делительного блока соедине с входом бЖкГаупЕ)ав:лёнияУ . На изображена функционал йая схема предлагаемого устройства. У стройстВо содержит датчик 1 по : йШё йЙйрЬмки полосы, датчик 2 линёйноЙ скорости полосы, датчик 3 уг ловой скорости барабана моталки, блок 4 вычисления диаметра рулона, множ ительно-делительной блок 5, бло б упраёления, шаговый электродвигатель 7, следящий гидропривод 8. Далгчйк 1 жестко крепится (не показано) на подвижной платформе бара бана- 9 и совершает совместные перемещенияс барабаном 9 мотал кй. Велйчййа и полярность выходного сигналадатчика 1 прбпбрцйбнальны о 1:ЯрнёИйю пЬлОсы10 От задМййОго пол и направлению отклонения соот ве ствейГно. Выходной сигнал датчика 1 равен нулю, когда- полоса 10 сяв тр ебуёмом положении. Датчик 2 жестко связан с роликом 11, который приводиться во вращение движущейся ПОЛОСОЙ 10, так что вькодной сигнал датчика 2 пропорционален линейной скорости полосы 10. Датчик 3 жестко связан С валОм барабана 9 моталки и его выходной сигйал пропорционален
. скорости вращения барабана 9. Блок 4, связанный своими входами с датчиками 2 и 3, вычисляет текущее значение дис1метра рулона по выражению .2V Dp (1) Wg где Dp - диаметр рулона; V - линейная скорость полосы; Wg - угловая скорость барабана моталки. : Блок 5 по сигналам Датчиков 1 и 2, а также блок 4 реализуют зависимостьгде и -.напряжение на выходе множительно-делительного блока ; и -напряжение, пропорциональное Отклонению полосы от заданного положения. Блок б преобразует входной сигнал, поступающий от блока 5, в последовательность импульсов, частота и порядок следования которых пропорциональны величине и знаку входного сигнала. Шаговый электродвигатель 7 по сигналам от блока бповорачивает вал на определенный угол в сторону, определяемую знаком отклонения полосы от требуемого положений. При этом Скорость и угол поворота вала шагового электродв иг ателя строго соответствуют частоте и количеству импульсов , поступающих от блока б. Следящий гидропривод 8 осуществляет поперечное перемещение барабана 9 моталки на величину, оггрёделяемую углем поворота шагового электродвигателя 7. Во время работы устройства датчик 1 КОйтролйруёт положение кром-ки полосы 10, наматываемой на барабан 9 моталки. При отклонении кромки полосы от заданного положения датчик 1 формируей сигнал соответСтвукяцей величины и знака. В множительно-делительном блоке 5 сигнал этклонения от да тчика1 в соответствии с зависимостью (2) корректируется по сигналам от датчика 2 линейной скорости полосы и по сигналу Q текущем значении диаметра рулона от блока 4. Выходной сигнал блока 5 преобразуется блоком б управления и шаговый электродвигатель 7 совместно со следящим гидроприводом 8 осуществляют поперечное перемещение барабана 9 мОтйлКй ДОЛиК ййацйИ отклонения.ПёЕ емещение барабана моталки производйТСя СО СКОрОСтню, прОПОрциональнс й величине отклойения. Кроме того, благодаря применению блока вычисления диаметра рулона и множительно-делительного блокс1, скорость перемещения барабана моталки в строгой пропорциональности уменьшается с ростом диаметра рулона и увеличивается с рбсто линейной скорости полосы. Вследствие этого go время намотки рулона смещение витков друг относительно друга становится минимальным и одинаковым при изменениях линейной скорости полосы и диаметра рулона, т.е. повышае ся точность и быстродействие регулирования положения движущейся полосы, результатом чего явл5Гется снижение отходов металла на образование кромо Положительным является и То, что бла годаря применению шагового электродвигателя в сочетании со следящим гидроприводом обеспечивается высокая точность поперечных перемещений бара бана мбталки без дополнительных обратных связей по этому перемещению. Предлагаемое устройство применяют в линиях обработки полосы и на прокатных станах для управления наматывающими и разматывающими моталками при обработке широкого сортамента металлов, включая тонкие и тончайшие полосы, требующие повышенной точности регулирования. Формула изобретения Устройство для регулирования положения движущейся полосы, содержащее последовательно соединенные блок управления, шаговый электродвигатель, следящий гидропривод поперечного перемещениябарабана наматывающей и разматывающей моталки, датчик положения кромки полосы, датчик линейной скорости полосы и датчик угловой скорости барабана моталки, б Т л и ч и ю щ е е с я тем, что, с целью повышения точности регулирования положения движущейся полосы, оно снабжено множительно-делительным блоком и блоком вычисления диаметра рулона, первый вход которого соединен с выходом датчика-угловой скорости барабана,моталки, второй вход - с выходом датчика линейной скорости полосы, а выход подключен к первому входу множительно-делительного блока, причем второй вход множительно-делительного блока соединен с выходом датчика линейной скорости полосы, третий вход -, с выходом датчика положения кромки полосы, а выход множительно-делительного блока соединен со входом блока управления. Источники информации, принятые во внимание при экспертизе 1.ABTopicKoe свидетельство СССР № 176550, кл. В 21 С 47/12, 1965. 2.Патент ФРГ № 1277419, кл. В 21 С 47/12, 1963 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования натяжения полосы моталкой и последней клетью прокатного стана и скорости намоточного барабана | 1976 |
|
SU564023A1 |
| Устройство для определения момента начала торможения агрегата обработки рулонного проката | 1980 |
|
SU933144A1 |
| Электропривод агрегата перемотки полосы | 1984 |
|
SU1227283A1 |
| Устройство для стабилизации натяжения полосы на моталке | 1973 |
|
SU440180A1 |
| Устройство для регулирования натяжения полосы при намотке в рулон | 1981 |
|
SU956091A1 |
| Устройство для регулирования толщины полосы на одноклетьевом стане холодной прокатки | 1989 |
|
SU1639818A1 |
| Устройство для управления установкой направляющих линеек | 1980 |
|
SU876226A1 |
| Двухдвигательный электропривод постоянного тока | 1981 |
|
SU978307A1 |
| Устройство регулирования натяжения полосы в станах холодной прокатки | 1984 |
|
SU1227278A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ТОРМОЖЕНИЯ РЕВЕРСИВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1972 |
|
SU339326A1 |
