Изобретение относится к оборудованию для сборки покрышек пневматических шин и может найти применение в шинной промышленности в производстве радиальных шин.
Известен агрегат для сборки покрышек пневматических шин, содержащий станок для сборки каркасно-крыльевых браслетов, установленный соосно с ним станок для формования каркасов с формующим барабаном, станок для сборки брекерных браслетов со сборочным барабаном, расположенным в одной горизонтальной плоскости с формующим барабаном, средства для транспортирования заготовок между станками и средство для удержания снятой покрышки с формующего барабана [1]
Однако этот агрегат сложен в конструктивном исполнении, что затрудняет его эксплуатацию.
Известен и другой агрегат для сборки покрышек пневматических шин, содержащий станок для формования каркасов с формующим барабаном, станок для сборки каркасно-крыльевых браслетов, установленный с возможностью возвратно-поступательного перемещения вдоль общей оси со станком для формования каркасов, станок для сборки брекерных браслетов со сборочным барабаном, расположенным в одной горизонтальной плоскости с формующим барабаном, средство для транспортирования полуфабрикатов покрышек между станками, средство для удержания снятой собранной покрышки с формующего барабана, установленное соосно станку для сборки брекерных браслетов, и средство для дублирования брекерного браслета со сформованным каркасом [2] В этом устройстве при сборке большегрузных, крупногабаритных шин возможно биение вала формующего барабана и провис покрышки во время ее прикатки.
Технический результат состоит в расширении эксплуатационно-технических возможностей агрегата.
Для достижения технического результата агрегат снабжен смонтированным в торце формующего барабана опорным центром, выполненным в виде приводного рычага, установленного с возможностью перемещения посредством качающегося силового цилиндра ниже уровня пола и в перпендикулярной полу плоскости, проходящей через ось барабанов соосных станков, и вращающейся конической головкой, состоящей из двух частей, а вторая на конце вала формующего барабана, причем станки для сборки брекерных браслетов и для формования каркасов смонтированы параллельно друг другу.
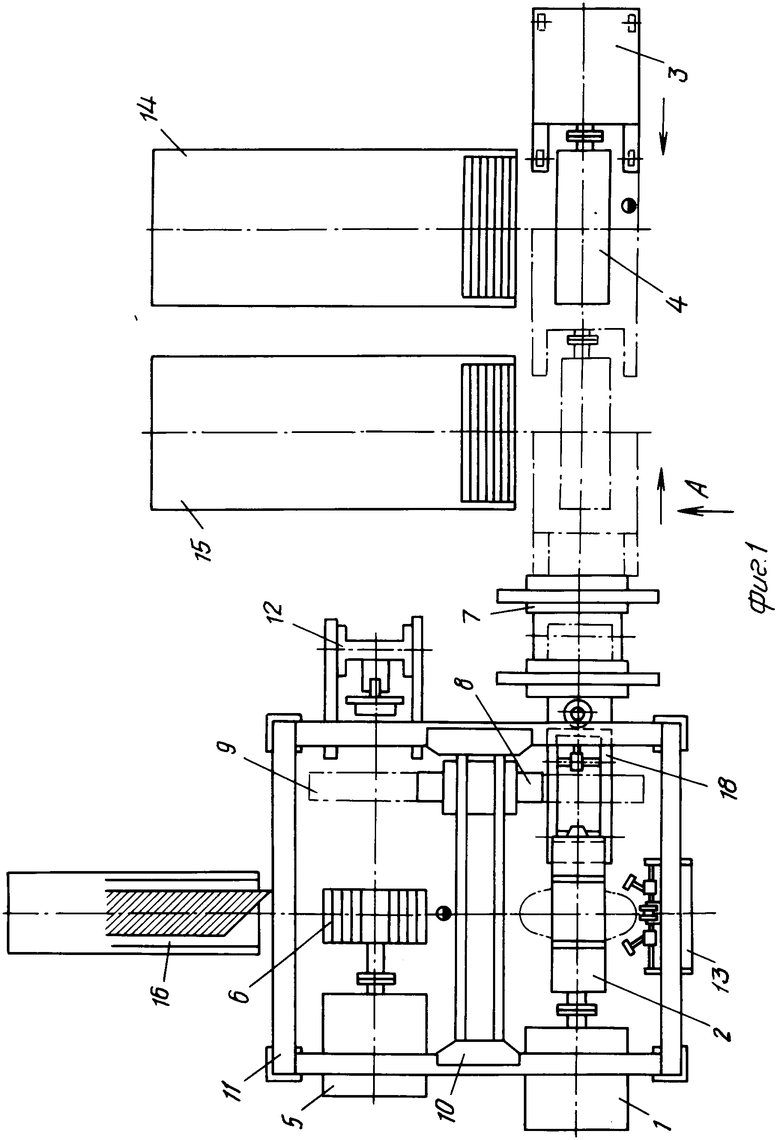
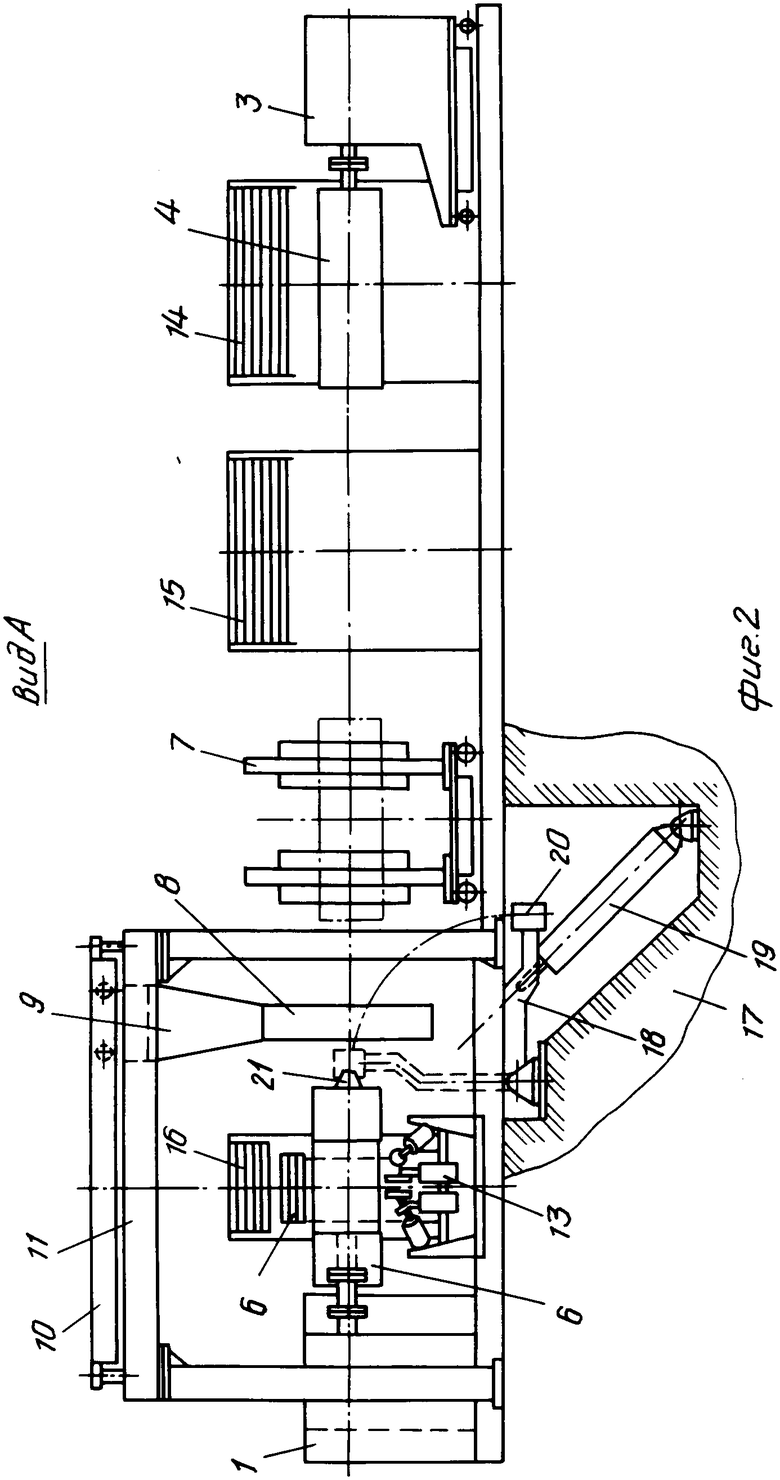
На фиг. 1 изображен предлагаемый агрегат, вид сверху; на фиг. 2 вид по стрелке А на фиг. 1.
Агрегат содержит станок 1 для формования каркасов с формующим барабаном 2, станок 3 для сборки каркасно-крыльевых браслетов с барабаном 4, установленный с возможностью возвратно-поступательного перемещения вдоль общей оси со станком 1 для формования каркасов. Агрегат содержит станок 5 для сборки брекерных браслетов со сборочным барабаном 6, расположенным в одной горизонтальной плоскости с формующим барабаном 2, средство 7 для транспортирования полуфабрикатов покрышек между станками, которое одновременно служит шаблоном для бортовых крыльев. Средство 7 транспортирует каркасно-крыльевые браслеты с барабана 4 станка 3 на барабан 2 станка 1. Для транспортирования брекерных браслетов с барабана 6 станка 5 на барабан 2 станка 1, а также для съема собранной покрышки с формующего барабана 2 станка 1 служит средство, содержащее кольцевой разжимной захват 8, который закреплен на каретке 9, взаимодействующей через привод с направляющей балкой 10. Балка 10 установлена на направляющих 11 с возможностью возвратно-поступательного перемещения. Агрегат имеет средство 12 для удержания снятой собранной покрышки с формующего барабана 2, установленное соосно станку 5 для сборки брекерных браслетов. Агрегат снабжен средством 13 для дублирования брекерного браслета со сформованным каркасом и питающими устройствами 14, 15, 16. В торце формующего барабана 2 смонтирован опорный центр 17, выполненный в виде приводного рычага 18, установленного с возможностью перемещения посредством качающегося силового цилиндра 19 ниже уровня пола и в перпендикулярной полуплоскости, проходящей через ось барабанов 2 и 4. Агрегат снабжен вращающейся конической головкой 20, состоящей из двух частей, одна из которых смонтирована на свободном конце рычага 18, а вторая 21 на свободном конце вала барабана 2. Станки 5 и 1 смонтированы параллельно друг другу.
Агрегат работает следующим образом.
Сборка покрышки начинается одновременно на станке 3 и 5. На станке 3 собирают каркасный браслет, а на станке 5 брекерный браслет. При сборке каркасного браслета станок 3 находится напротив питателя 14, с которого на барабан 4 накладывают детали каркаса. Далее станок 3 перемещается напротив питателя 15 и останавливается. С питателя 15 на барабан 4 накладывают другую группу деталей каркаса. По завершению сборки каркасного браслета вставляют бортовые крылья в шаблоны средства 7. Станок 3 перемещается на шаг и вводит барабан 4 аксиально в средство 7, и останавливается. Барабан 4 разжимается, прижимает растянутый каркасный браслет к крыльям и приклеивает их к браслету. Далее барабан 4 сжимается, и станок 3 возвращается в исходное положение к питателю 14. В это время средство с браслетом перемещается на барабан 2 станка 1, а средство 7 возвращается в исходное положение. Одновременно с описанными операциями на станке 5 собирается брекерный браслет и захватом 8 снимается с барабана 6 и перемещается на барабан 2 станка 1, где уже установлен каркасно-крыльевой браслет. Захват 8 аксиально перемещается с помощью каретки 9 по балке 10 относительно барабанов, а между станками захват 8 перемещается посредством балки 10 по направляющим 11. В тот момент, когда оба браслета окажутся на барабане 2 станка 1, начинают формование каркаса, происходит сопряжение браслетов, заворот кромок каркаса на бортовые крылья. Для дублирования брекера с формованным каркасом средство 13 отводится. Включают силовой цилиндр 19, он поднимает рычаг 18. Головка 20 взаимодействует с частью 21 вала барабана 2 и обеспечивает поддержку вала барабана 2 в процессе работы средства 13. По окончанию прикатки средство 13 отключается, опорный центр 17 отводится, т.е. рычаг 18 опускается в исходное положение и средство перемещается на барабан 2, захватывает собранную покрышку и переносит ее на средство 12, на котором она находится до передачи на станок для наложения протектора или на вулканизацию. Далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |
| "Установка для сборки покрышек пневматических шин типа "Р" | 1990 |
|
SU1810294A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2236351C2 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1720888A1 |
| Агрегат для сборки радиальных покрышек | 1977 |
|
SU704815A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2085389C1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН ТИПА "Р" | 1992 |
|
RU2085387C1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1703489A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1548077A1 |
Использование: в шинной промышленности при производстве радиальных покрышек. Сущность изобретения: агрегат снабжен смонтированным в торце формирующего барабана опорным центром. Последний выполнен в виде приводного рычага, установленного с возможностью перемещения посредством качающегося силового цилиндра ниже уровня пола и в перпендикулярной полу плоскости, проходящей через ось барабана соосных станков. Агрегат имеет вращающуюся коническую головку, состоящую из двух частей: одна смонтирована на свободном конце рычага, другая смонтирована на конце вала формующего барабана. Станки для сорки дрекерных браслетов и для формирования каркасов смонтированы параллельно друг другу. 2 ил.
АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащий станок для формирования каркасов с формующим барабаном, станок для сборки каркасно-крыльевых браслетов, установленный с возможностью возвратно-поступательного перемещения вдоль общей оси со станком для формования каркасов, станок для сборки брекерных браслетов со сборочным барабаном, расположенным в одной горизонтальной плоскости с формующим барабаном, средство для транспортирования полуфабрикатов покрышек между станками, средство для удержания снятой собранной покрышки с формующего барабана, установленное соосно со станком для сборки брекерных браслетов, и средство для дублирования брекерного браслета со сформованным каркасом, отличающийся тем, что он снабжен смонтированным в торце формующего барабана опорным центром, выполненным в виде приводного рычага, установленного с возможностью перемещения посредством качающегося силового цилиндра ниже уровня пола и в перпендикулярной полу плоскости, проходящей через ось барабанов соосных станков, и вращающейся конической головкой, состоящей из двух частей, одна из которых смонтирована на свободном конце рычага, а другая на конце вала формующего барабана, причем станки для сборки брекерных браслетов и для формования каркасов смонтированы параллельно друг другу.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Солесос | 1922 |
|
SU29A1 |
