Изобретение относится к испытательной технике и может быть использовано для оценки стойкости металла шва против образования холодных трещин.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ оценки стойкости металла сварного шва против образования холодных трещин, по которому пластину основного материала разрезают в продольном направлении параллельными разрезами на три части, образовавшуюся среднюю часть разрезают в поперечном направлении, шлифуют кромки поперечных разрезов, образуют поперечную центральную трещину совмещением разрезанных частей между собой и наложением продольных сварных швов по кромкам продольных разрезов, полученный составной образец разрезают в продольном направлении посередине средней части, затем совмещают эти две части и соединяют их продольным испытуемым сварным швом. При сплавлении от края разреза к поперечной центральной трещине регистрируют в момент распространения поперечной центральной трещины в продольный шов между средней и крайней частями пластины расхождение All берегов поперечной центральной трещины на линии сплавления, которое учитывают при оценке стойкости металла сварного шва против образования холодных трещин 1.
VI
а VJ
CJ 00
ю
ю
Недостатком известного способа является то, что на расхождение берегов поперечной трещины оказывают влияние сварочные напряжения, образующиеся в образце после сварки продольных вспомогательных швов. Взаимодействуя с напряжениями, образующимися в процессе сварки испытуемого шва, они могут искажать результаты испытаний. Это затрудняет обеспечение идентичности условий испытания образцов и уменьшает информативность способа.
Цель изобретения - повышение точности оценки за счет устранения влияния на результаты испытаний остаточных сварных напряжений, образующихся в образце после выполнения связующих сварных швов.
Указанная цель достигается тем, что в известном способе после выполнения связующих (двух продольных) швов осуществляется высокотемпературный отпуск составной пластины. Как известно, в стыковых швах после сварки действуют продоль- ные растягивающие напряжения ох, приближающиеся по величине к OQ,I наплавленного металла. Это оказывает существенное воздействие на расхождение берегов поперечных резов (трещиноподоб- ных дефектов). Высокотемпературный отпуск приводит к снижению продольных растягивающих напряжений до ОхЦ 0,3 х оь,2 металла шва. Тем самым создаются благоприятные условия для повышения точности экспериментов.
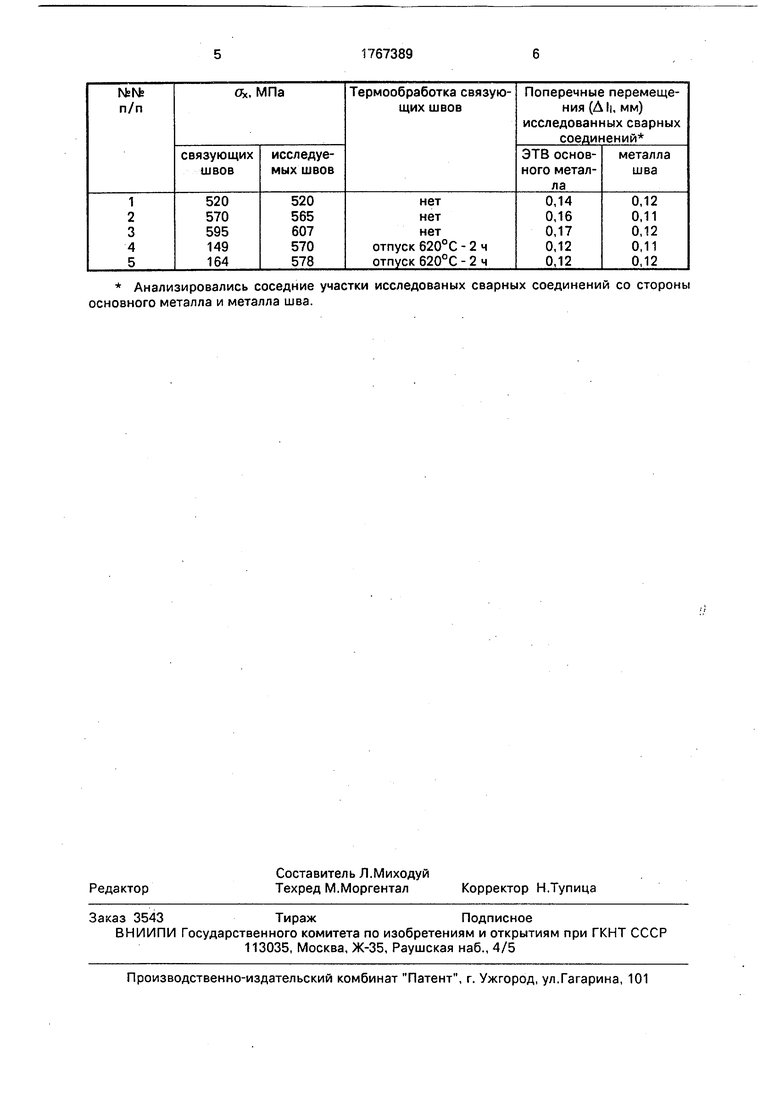
Преимущества использования способа оценки стойкости металла сварных швов против образования холодных трещин после дополнительного введения высокотемпературного отпуска могут быть проиллюстрированы по результатам специально проведенных исследований (таблица).
В настоящих исследованиях при сварке связующих и исследуемых швов были использованы электроды марки АНП-2 (тип 370), обеспечивающие равнопрочность металла шва основному металлу. Продольные растягивающие напряжения швов после
сварки изменялись от 520 до 607 МПа, что составляет (0,85-0,95) св,2 металла шва. Однако столь высокая величина а накладывает определенную погрешность на расхождение берегов искусственной трещины в непосредственной близости от зоны сплавления в сравнении с металлом шва: Д1 соответственно 0,14-0,17 мм и 0,11-0,12 мм. Высокотемпературный отпуск (620°С - 2 ч) позволил снизить напряжения Ok в связующих швах и тем самым снизить их отрицательное влияние на точность экспериментов. В данном случае величина AJ соседних участков сварных соединений (со стороны ЗТВ и металла швов) была практически одинаковой, что свидетельствует о высокой точности экспериментов после использования предложенного технического решения.
Предлагаемый способ оценки стойкости металла сварного шва против образования холодных трещин целесообразно применять в машиностроении в качестве технологической пробы при оценке свариваемости сталей, выборе сварочных материалов, выборе способов и режимов сварки и при экспериментальном исследовании критериев разрушения сварных соединений.
35
Формула изобретения
Способ оценки стойкости металла сварного шва против образования холодных трещин по авт. св. Ns 1603219, отличающийся тем, что, с целью повышения точности, образец перед наложением сварного шва на его среднюю часть подвергают высокому отпуску для обеспечения снятия остаточных сварочных напряжений в зоне крайних продольных швов.
Анализировались соседние участки исследованых сварных соединений со стороны основного металла и металла шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки стойкости металла сварного шва против образования холодных трещин | 1988 |
|
SU1603219A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| Способ определения склонности материалов к образованию дефектов | 1990 |
|
SU1731545A1 |
| Способ оценки стойкости металла к образованию холодных трещин в сварной зоне | 1984 |
|
SU1183860A1 |
| СПОСОБ НАПЛАВЛЕНИЯ И СВАРКИ ПЛАВЛЕНИЕМ СВЕРХПРОЧНЫХ СПЛАВОВ | 2012 |
|
RU2610198C2 |
| СПОСОБ ОЦЕНКИ СТОЙКОСТИ К ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН ТОНКОЛИСТОВЫХ ЖАРОПРОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2570475C1 |
| СПОСОБ ОЦЕНКИ СВАРИВАЕМОСТИ | 2020 |
|
RU2755914C1 |
| Способ оценки стойкости металла к образованию холодных трещин в сварной зоне | 1984 |
|
SU1182323A1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1993 |
|
RU2076792C1 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
Изобретение предназначено для оценки свариваемости сталей, выбора сварочных материалов, выбора способов и режимов сварки, для оценки критерия разрушения. Цель изобретения - повышение точности оценки за счет устранения влияния на результаты испытаний остаточных сварочных напряжений, образующихся в образце после выполнения связующих швов. Сущность изобретения состоит в том, что пластину разрезают продольными резами на три части, среднюю узкую часть раз- резают в поперечном направлении, шлифуют кромки поперечных резов, образуют трещиноподобный дефект соединением разрезанных частей продольными связующими швами, подвергают образовавшийся составной образец высокому отпуску, разрезают посредине продольным разрезом, а затем соединяют наложением испытуемого шва по кромкам продольного реза. 1 табл. (Л С
| Способ оценки стойкости металла сварного шва против образования холодных трещин | 1988 |
|
SU1603219A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
