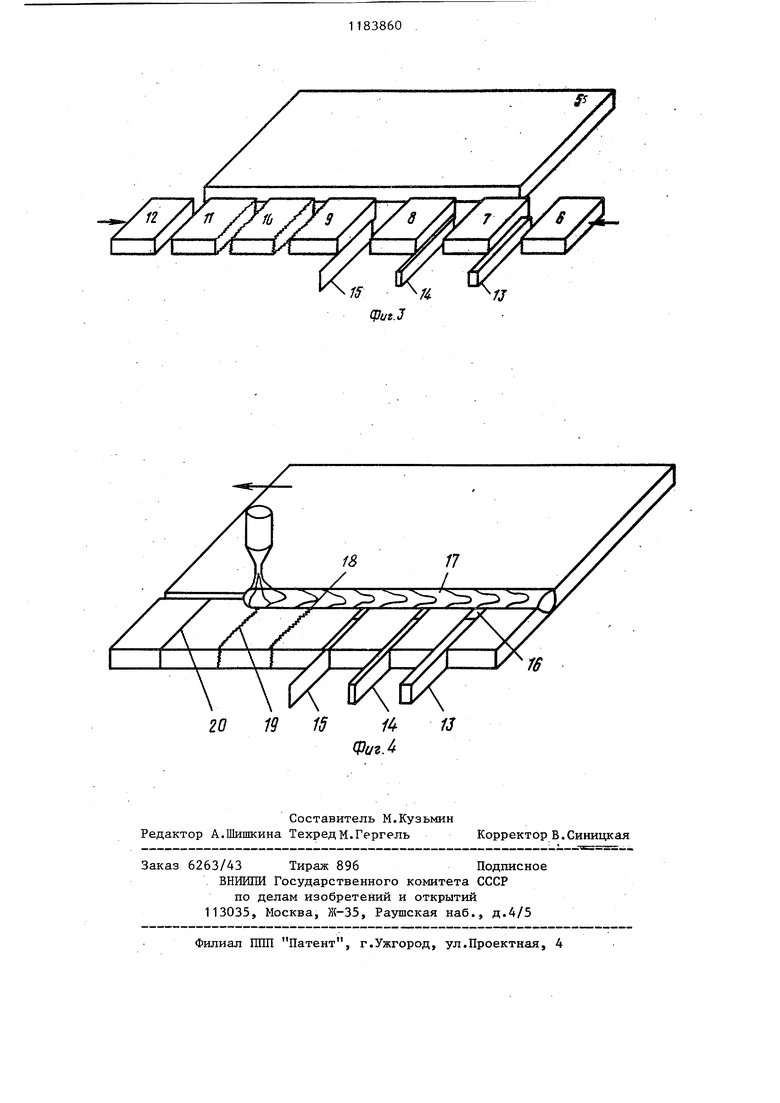
Изобретение, относится к исследова нию прочностных свойств, а именно к способам оценки стойкости металла к образованию холодных трещин в сварной зоне. Цель изобретения - повьпиение точности оценки путем обеспечения количественной оценки влияния концентрации напряжений в вершине трещины. На фиг.1 изображена пластина для изготовления образца , на фиг.2 пластина, разрезанная в продольном направлении} на фиг.З - пластина, разрезанная в продольном и в поперечном направлениях и прокладки различной толщины; на фиг.4 - схема наложения сварного шва. Способ осуществляют следующим образом. Пластину 1 (фиг.1) материала раз резают по линиям разметки: в продоль ном направлении по линии 2 и в поперечном направлении по линии 3. Снйчала пластину разрезают в продольном направлении на две полосы 4 и 5 (фиг.2), а затем разрезают полосу 4 на несколько частей 6-12 (фиг.З) разрезами в поперечном направлении. . У образовавшихся частей 6-8 кромки поперечных разрезов шлифуют, а у частей 9-12 кромки поперечных разрезов подвергают механической обработке до шероховатостей поверхностей 0,1-3- 10-3 1 Затем для формирования трещины части 6-12 располагают с различными зазорами между ними, причем зазоры последовательно уменьшают. Для этого между частями 6-9 помещают прокладки 13-15 (фиг.З) различной толщины с полированными боковыми поверхностями. Прокладки помещают таким образом,чтобы сохранялся зазор 16 (фиг.4) между прокладками 13-15 и полосой 5 пластины. Зазор 16 сохраняют, чтобы не произошло заплавление прокладок накладываемым сварным швом 17 (фиг.4). Части 10-12 соединяют плотно между собой по кромкам поперечных разрезов (на фиг.З стрелкой указано направление плотного прижатия частей пластины). Так как кромки частей 10-12 обработаны до различных шероховатостей, между частями 10-12 образуются трещины 18-20 с различными расстояниями между их берегами. После того, как части 6-12 пластины расположены с последовательным уменьшением зазоро.в между ними (фиг.4), части 6-12 и полосу 5 соединяют наложением сварного шва 17 по кромкам продольного разреза в направлении уменьшения зазоров между частями 6-12 (направление нанесения сварного шва 17 указано на фиг.4 стрелкой) . При нанесении сварного шва 17 регистрируют образование трещины, а количественную оценку влияния концентрации напряжений в вершине трещины на стойкость металла к образованию холодных трещин в сварной зоне осуществляют с учетом наибольшей величины зазора, при котором трещина развивается из зазоров между частями 6-12 пластины в сварной шов 17.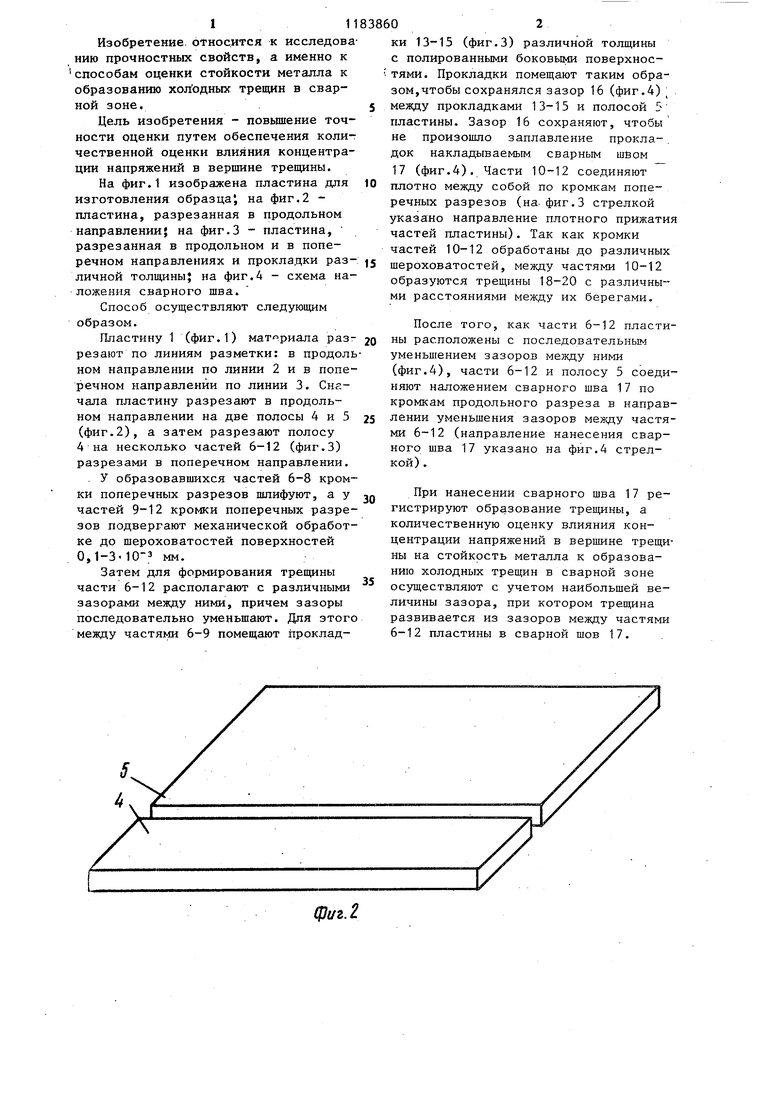
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки стойкости металла к образованию холодных трещин в сварной зоне | 1984 |
|
SU1182323A1 |
| Способ оценки стойкости металла сварного шва против образования холодных трещин | 1988 |
|
SU1603219A1 |
| Способ оценки стойкости металла сварного шва против образования холодных трещин | 1990 |
|
SU1767389A2 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1987 |
|
SU1516843A1 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1989 |
|
SU1708566A1 |
| Образец для оценки склонности сталей и сплавов к образованию холодных трещин при сварке | 1990 |
|
SU1803768A1 |
| Способ определения склонности материалов к образованию дефектов | 1990 |
|
SU1731545A1 |
| Способ испытания на склонность к образованию холодных трещин | 1984 |
|
SU1232442A1 |
| Способ изготовления сварных образцов | 1987 |
|
SU1433695A1 |
| Способ изготовления сварного образца | 1983 |
|
SU1087811A1 |
1. СПОСОБ ОЦЕНКИ СТОЙКОСТИ МЕТАЛЛА К ОБРАЗОВАНИЮ ХОЛОДНЫХ ТРЕЩИН Б СВАРНОЙ ЗОНЕ, заключающийся в том, что разрезают пластину материа ла в продольном направлении на две полосы, затем разрезают одну из образовавшихся полос на несколько час тей разрезами в поперечном направлении, перпендикулярном продольному разрезу, образуют трещины соединени ем разрезанных частей и оставшейся целой полосы и наложейием сварного Фиг.1 шва по кромкам продольного разреза, регистрируют параметры трещинообразования при сварке и по ним оценивают стойкость металла к образованию холодных трещин в сварной зоне, отличающийся тем, что, с целью повышения точности оценки путем обеспечения количественной оценки влияния концентрации напряжений в вершине трещины, части пластины располагают с зазорами между ними, последовательно уменьшающимися в направлении нанесения сварного шва. 2. Способ по п.1, отличающий с я тем, что зазоры шириной более О,1 мм выполняют полированием кромок поперечных разрезов и помеще7 нием между ними прокладок с полированными поверхностями, толщины которых равны требуемому зазору, причем прокладки помещают таким образом, чтобы накладьшаемый сварной шов не заплавлял прокладки.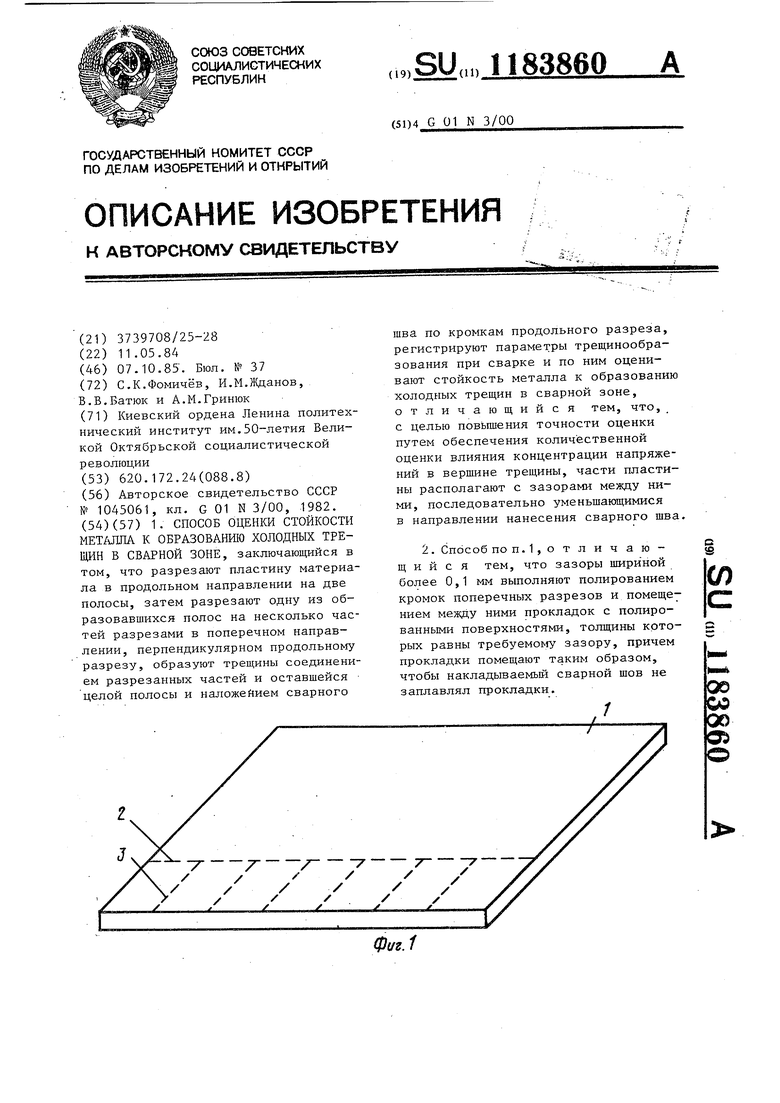
фиг. 2
| Способ изготовления сварного образца в виде пластины с трещиной | 1982 |
|
SU1045061A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
