00
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гранулирования | 1990 |
|
SU1764687A1 |
| Устройство для чешуирования расплавленных материалов | 1983 |
|
SU1127624A1 |
| УСТАНОВКА ДЛЯ ЧЕШУИРОВАНИЯ РАСПЛАВА | 1996 |
|
RU2123933C1 |
| СПОСОБ КРИСТАЛЛИЗАЦИОННОЙ ОЧИСТКИ ВЕЩЕСТВ ПОЛУНЕПРЕРЫВНОЙ ЗОННОЙ ПЛАВКОЙ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2308555C2 |
| Устройство для чешуирования расплавов полимерных материалов | 1990 |
|
SU1766686A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2141392C1 |
| Кристаллизатор | 1983 |
|
SU1124995A1 |
| Способ кристаллизации расплавов и устройство для его осуществления | 1982 |
|
SU1044304A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕШУИРОВАННОГО ПРОДУКТА ИЗ УТИЛИЗИРОВАННЫХ СНАРЯДОВ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243197C1 |
| ГРАНУЛЯТОР | 2004 |
|
RU2249473C1 |


Использование: чешуирование пленок высоковязких расплавов на ленточных кристаллизаторах. Сущность изобретения: устройство содержит обогреваемую ванну с расплавом и наклонной переливной пластиной, трубчатый нагреватель и расположенный под ними с заданным зазором относительно нагревателя ленточный кри- сталлитор. Трубчатый нагреватель средней частью неподвижно закреплен на основании, а концы нагревателя закреплены шар- нирно при помощи тяг регулируемой длины. 1 з.п. ф-лы, 3 ил.
Изобретение относится к устройствам для нанесения различных химических веществ в виде пленок на движущиеся поверхности и может быть использовано в химической, нефтехимической и других отраслях промышленности, преимущественно при чешуировании расплавов с помощью ленточных кристаллизаторов.
Известно устройство для нанесения расплава на поверхность барабанного или ленточного кристаллизатора, включающее обогреваемый поливной лоток с входным патрубком расплава, поджатый к охлаждающей поверхности барабана сбоку с помощью нажимных винтов и пружин. В верхней части лотка имеется трубчатый нагреватель.
При работе расплав подается через входной патрубок в обогреваемый поливной лоток и поддерживается в нем на определенном уровне. Контактирующий с охлаждаемой движущейся поверхностью барабана расплав захватывается этой поверхностью и, продолжая движение с этой поверхностью, охлаждается и отверждается на ней. В дальнейшем отвержденный продукт отделяется ножом от поверхности барабана и поступает в приемный желоб (бункер). Толщину слоя наносимого на поверхность барабана расплава регулируют с помощью трубчатого нагревателя, удаляя или приближая его к охлаждающей поверхности.
Недостатком известного устройства является то, что для предотвращения протекания расплава между поверхностью барабана или ленты кристаллизатора и кромкой поливного лотка, прилегающей к поверхности барабана, лоток необходимо прижимать к движущейся поверхности барабана или ленты. Это вызывает интенсивный износ уплотнения, если оно имеется, а также поверхности барабана или ленты, что
XJ CN 00
ю VJ
N)
снижает надежное з Птт гон-с ,, IP-, о - т- , верх нос ги у; удшае .L-. - о,- ,- -л ем дэх0 ,. пл, - ь. . dt, с и олЛ2чк -ic- iorc {- ешуируе чл-г) трэл /ор .1 псьег/ниг / s зоз,-(| с чю затрудняет ь сяде .уцг,с ли т проблематичным) .v -э г in „/чта ча выходе Последнее Г1 с аг-с с rjo i, вьзывает необходимость увеличения ме нического воздействия срезающил i- и как поавило, приводит к появлению допог- нилетоього износа охлаждающей . сти
Значительные затоуднения возникают ппи использовании известного устгуйстзь при кзнесеиму- рас ЕОВ ьа .аа|оам е пэзерхности пеьточчых 1 ристалгиза оро v. бесконечно/ метанл/ческо/ леьт )й „-то объясняется тем чгс при ОоЬоте в г/етзл i/i- 1СГКОЙ лэнте кристаллизатора в peoyi воздействия на ее ветвь с стороны (сверлу) высокотемперагурного расплава а с другой стороны (снизу,1 хпада- гечта возникают температурные нагсяже- ния которые дефоомируют поверхнос Ь генть При этом тента становится как про- вило выпукло1 1, вверх и деформация гент ы остаточна и увеличивается с течением времени эксплуатации При появпении вып«к п о с т и или вогнутости охлаждающей поверхности с помо- ью известчого устрой ства невозможно получения равномерное по толщине пленки расплава по всей ши оине пленки Ксоме того орошается уплотнение коомки потка из-за . гося чер г вномерного зазора между зго/ кромкой и контактирующей с ней кчиезли- нейной охлаждающей повер нос И Это снижает надежность в вы-аь ра значительные неудобства в об живзг-ии снижает качество гэтовогс поод/ та
Гще одним не гостскпм является что пои подаче в трубчатый нг оеватсло сбогоевающеи среды в нсг/i в завис- Г1Э : г/ от способа eio закрепления над охпаждэ- ю дей повеохностью так/,е возникаю емпературныр напояжениг которые значительно деформируют его вызывая из е нение установленного ,/ежду охлаждающей поверхностью и трубчатым ЭЛСУРНТПМ заэ оа Это также снижает надежность р оабст вызывает значительные неудобства в обту живании снижает качество пссдукта на выходе
Известно кроме того устройство для чешучрования оасплава (2) вкиючаюи е лен эчнь й коисталлизатгр и оасгстс- женчые над ним обуреваемую ванч, наклонной переливной ттантичен / гор.1
зонтальный трубчатый нагреватель, установленный около переливной пластины с возможностью регулируемого перемеще- /я з горизонтальной плоскости Верхняя коомка переливной пластины выполнена наклонной от краев к ее середине
При работе подаваемый в ванну рас- лав, стекая через верхнюю кромку пере- г:,вкой пластины накапливается и равномерно распределяется между трубчатым нагревателем и обогреваемой переливной плас иной и через зазор между ними в виде тем/сой пленки равномерной толщины наносится на охлаждающую поверхность движущейся металлической ленты кристаллизатора (охладителя)
Основным недостатком известного устройства является невозможность его применения для нанесения на ленту кристаллизатора высоковязких расплавленных материалов в виде тонких пленок (0 5-2 О мм) равномерной толщины, вследствие значительной величины поверхностного натяжения, малоподвижности таких расплавов и очень низкой скоростью поступления такой пленки из формующей щели на ленту что ограничивает технологические возможности Кроме того при отекании пленки высоковязкого расплава за счет значительных С1лл поверхностного натяжения на ее кром- гчах наблюдается появление утолщении что нарушает равномеоность по толщине готового продукта на выходе снижает качество готового продукта Утолщенная кромка ох паждается значительно медленнее что приводит к повышению на выходе температуры прои/кта затруднение РГО съема с металлической ленты к слеживаемости готового прод/кта налипанию его на срезающие ножи Поспецнее резко снижает надежность устройства в работе
Цель изобоетечия - расширение технологических возможностей за Снет получения на кристаллизаторе тонкой пленки исходного расплава повышение качества готового продукта и надежности в работе
Указанная цель достигается за счет тою что устройство для чешуировании расплава включающее ленточный кристал- л -затор и расположенные над ним обогре- йземую ванну с наклонной переливной пластиной и трубчатый нагреватель установленный с зазором относительно переливной пластины трубчатый нагреватель снабжен расположенной вдоль его оси опорой и средством крепления выполненным в виде кронштейна крепящего среднюю чость трубчатого наго вателя неподвижно к с заданным слзором относительно .он очного кристалл затора и по крайней
мере двух тяг регулируемой длины крепящих концы трубчатого нагревателя к опоре с возможностью поворота в вертикальной плоскости, проходящей через опору и продольную ось нагревателя обеспечивается (за счет регулирования длины тяг) возможность изменения формы (изгибания) трубчатого нагревателя в вертикальной плоскости с целью обеспечения равномерного по величине зазора между трубчатым нагревателем и поверхностью ленты кристаллизатора независимо от формы (плоскостности) ленты и деформирующих сам нагреватель температурных напряжений возникающих в нем от подвода внутрь теплоносителя Это обеспечивает получение равномерных по толщине тонких пленок чешуируемых материалов независимо от их вязкости что расширяет технологические возможности повышает качество продукта на выходе обеспечивает стабильную температуру продукта на выходе Последнее значительно повышает надежность в работе срезающих устройств и следовательно всего устройства для чешуировзния в целом а также качество готового продукта за счет устранения его слеживаемости
Благодаря тому что трубчатый нагреватель и переливная пластина ванны размещены над неохлаждаемым участком ленты кристаллизатора обеспечиваете равномерное растекание горячего расплава в виде тонкой пленки на неохлаждаемом участке движущейся ленты что способствует получению на выходе качественного продукта
В располагаемых нами источниках информации не обнаружены технические решения содержащие в совокупности признаки сходные с отличительными признаками заявляемого решения
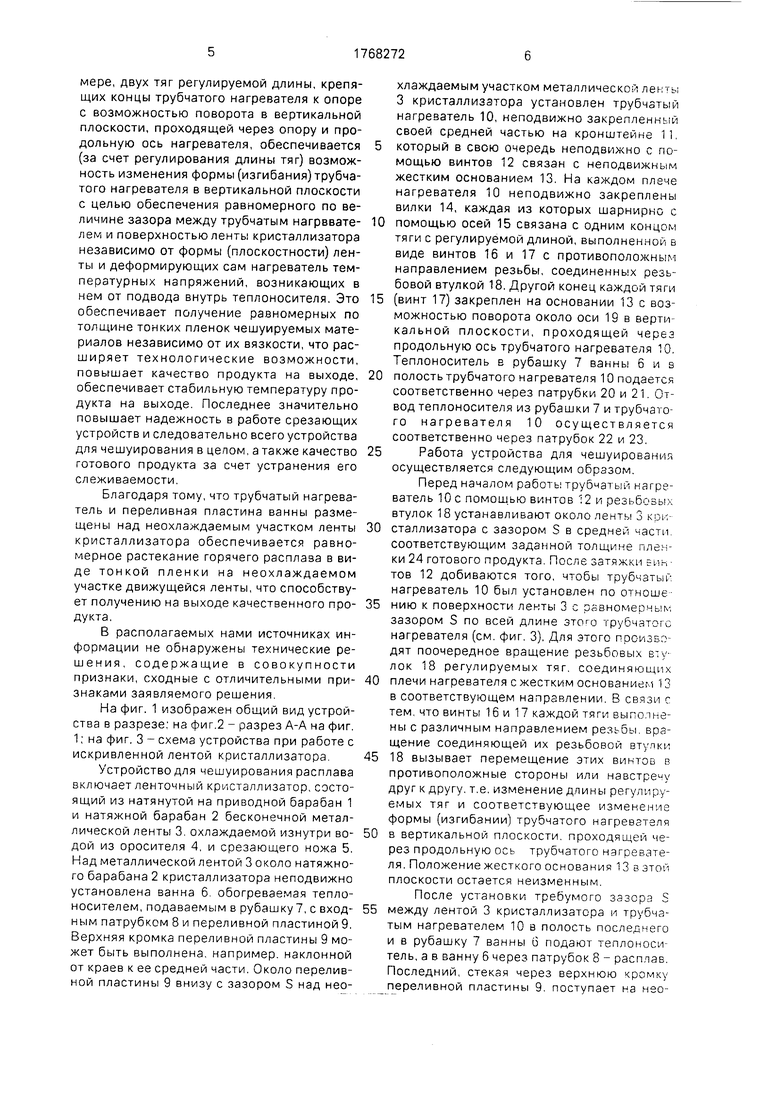
На фиг 1 изображен общий вид устройства в разрезе на фиг 2 - разрез А-А на фиг 1 на фиг 3 - схема устройства при работе с искривленной лентой кристаллизатора
Устройство для чешуирования расплава включает ленточный кристаллизатор состоящий из натянутой на приводной барабан 1 и натяжной барабан 2 бесконечной металлической ленты 3 охлаждаемой изнутри водой из оросителя 4 и срезающего ножа 5 Над металлической лентой 3 около натяжного барабана 2 кристаллизатора неподвижно установлена ванна 6 обогреваемая теплоносителем подаваемым в рубашку 7 с входным патрубком 8 и переливной пластиной 9 Верхняя кромка переливной пластины 9 может быть выполнена например наклонной от краев к ее средней части Около переливной пластины 9 внизу с зазором S над неохлаждаемым участком металлической лент ь 3 кристаллизатора установлен трубчатый нагреватель 10 неподвижно закрепленный своей средней частью на кронштейне 11
который в свою очередь неподвижно с по мощью винтов 12 связан с неподвижным жестким основанием 13 На каждом плече нагревателя 10 неподвижно закреплены вилки 14, каждая из которых шарнирьо с
0 помощью осей 15 связана с одним концом тяги с регулируемой длиной выполненной в виде винтов 16 и 17 с противоположным направлением резьбы соединенных резь бовой втулкой 18 Другой конец каждой тяги
5 (винт 17) закреплен на основании 13 с воз можностью поворота около оси 19 в верти кальной плоскости проходящей через продольную ось трубчатого нагревателя 10 Теплоноситель в рубашку 7 ванны бив
0 полость трубчатого нагревателя 10 подается соответственно через патрубки 20 и 21 Ст вод теплоносителя из рубашки 7 и трубчаю го нагревателя 10 осуществляется соответственно через патрубок 22 и 23
5Работа устройства для чешуированич
осуществляется следующим образом
Перед началом работ ь трубчатые нагре ватель 10 с помошью винтов 2 и резьбивы/- втулок 18 устанавливают около тенты 3 к ji
0 сталлизатора с зазором S в среднее аст соответствующим заданной толщине пле ки 24 готового продукта После затяжки еи- тов 12 добиваются того чтобы трубчзтьи нагреватель 10 был установлен по от ноше
5 нию к поверхности ленты 3 с з вномеочь N зазором S по всей длине этого и нагревателя (см фиг 3) Для этого посизв дят поочередное вращение резьбовых лок 18 регулируемых тяг соединяющих
0 плечи нагревателя с жестким основанием 13 в соответствующем направлении В связи тем что винты 16 и 17 каждой тяги выго тне ны с различным направлением речгоы вра щение соединяющей их резьбовой
5 18 вызывает перемещение этих виьтоь в противоположные стороны или наветрен друг к другу те изменение дпины регулиру емых тяг и соответствующее изменен ie формы (изгибании) трубчатого нагревателя
0 в вертикальной плоскости проходящей че рез продольную ось трубчатого нэгревате ля Положение жесткого основания 13 в этой плоскости остается неизменным
После установки треоумого зазора S
5 между лентой 3 кристаллизатора и тым нагревателем 10 в полость последнего и в рубашку 7 ванны 6 подают теплоноси тель а в ванну 6 через патрубок 8 - расппав Последний стекая через верхнюю кромку перепивной пластины 9 поступает на нео
хлаждаемый участок движущейся ленты 3 накапливается и распределяет L , обогреваемой пластиной 9 л --рубчатым нагревателем 10, и узлекяется лентой 3 охладителя в виде пленки 24 толщиной S равномерной по всей ширине ленты, на охлаждение (кристаллизацию) в зону над ооосителем 4 Отнеожденная пленка 24 продукта снимается с ленты 2 при перегибе ее через приводной барабан 1 ножом 5. При выполнении верхней кромки перелианой пластины 9 наклонной от краев к ее средней части обеспечивается гарантированное ча- несение пленки 24 расплава на среднюю часть металлической ленты 3 кристаллизатора независимо от величины подачи расплава на чешуирсвание (в пределах максимальной расчетной производительности), что значительно повышает надежное ь в работе особенно ленточных кристаллизаторов, правильный ход металлической ленты которых в значительной степени зависит от равномерности распределения тепловых нагрузок по ширине ленты
При изменении в процессе эксплуатации формы поверхности ленты, равномерность зазора S между трубчатым нагревателем 10 и поверхностью ленты 3 по всей ее ширине легко восстанавливается соответствующим изменением формы трубчатого нагревателя 10. вращением втулок 18 Это обеспечивает получение на выходе пленки равномерной толщины и постоянной температуры, независимо от нагрузки и вязкости подаваемого на чешуирование расплава продукта, что повышает качество
i Lготового продукта и надежность в работе существенно расширяет технологические возможности. Одновременно увеличивается срок службы металлической ленты кристаллизатора, появляется возможность использования покоробленных лент Формула изобретения 1. Устройство для чешуировании расплава, включающее ленточный кристаллизатор и расположенные над ним обогреваемую ванну с переливной пластиной и трубчатый нагреватель, установленный с зазором относительно переливной пластины, отличающееся тем, что с
целью расширения технологических возможностей за счет получения на кристаллизаторе тонкой пленки исходного расплава, повышения качества готового продукта и надежности в работе, трубчатый нагреватель снабжен расположенной вдоль его оси опорой и средством крепления, выполненным в виде кронштейна, крепящего среднюю часть трубчатого нагревателя неподвижно к опоре, с заданным зазором относительно ленточного кристаллизатора и, по крайней мере, двух тяг регулируемой длины, крепящих концы трубчатого нагревателя к опоре с возможностью поворота в вертикальной плоскости, проходящей через
опору и продольную ось нагревателя.
5
Sh
NJ
S
/5
fO
// /б /8
Фиг. Ъ
| Гельперин Н.И. | |||
| Носов Г.А | |||
| Основы техники кристаллизации расплавов | |||
| М.: Химия, 1975, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Говорящий кинематограф | 1920 |
|
SU111A1 |
| Авторское свидетельство СССР Ns 1680296, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
