Изобретение относится к машиностроению, в частности к изготовлению рабочих поверхностей зубьев чистовых червячных фрез.
Цель изобретения - повышение точности червячной фрезы за счет сохранения требуемой формы боковых режущих кромок при переточках.
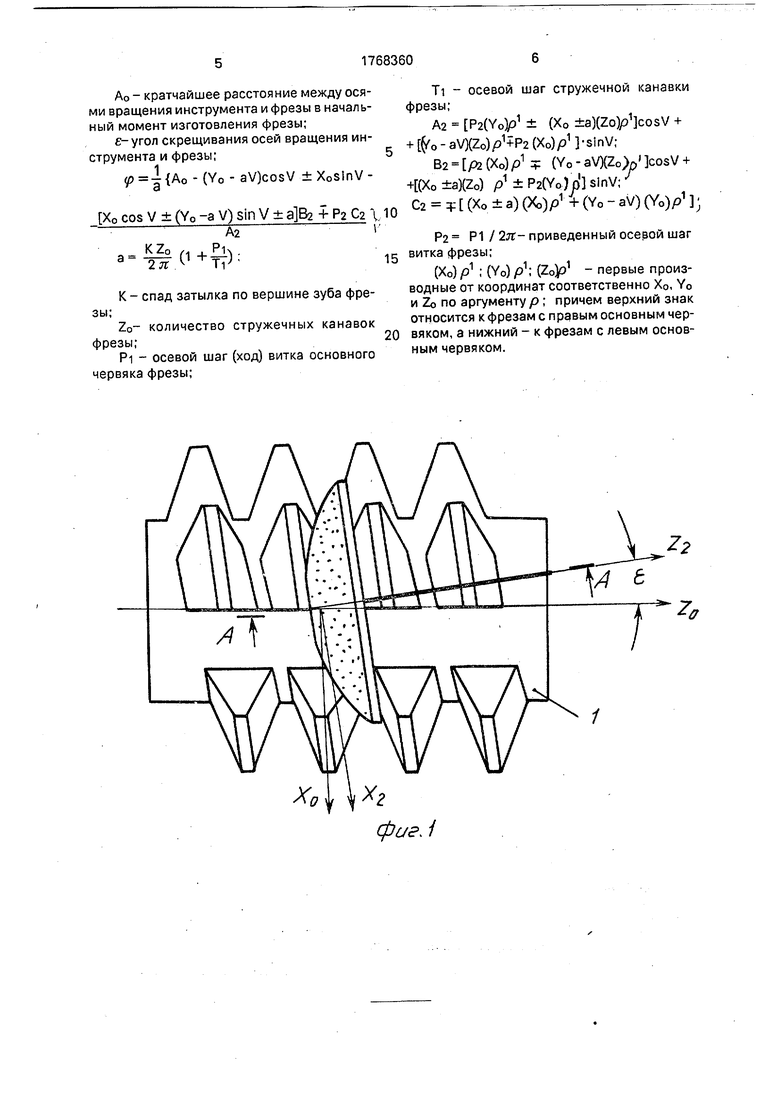
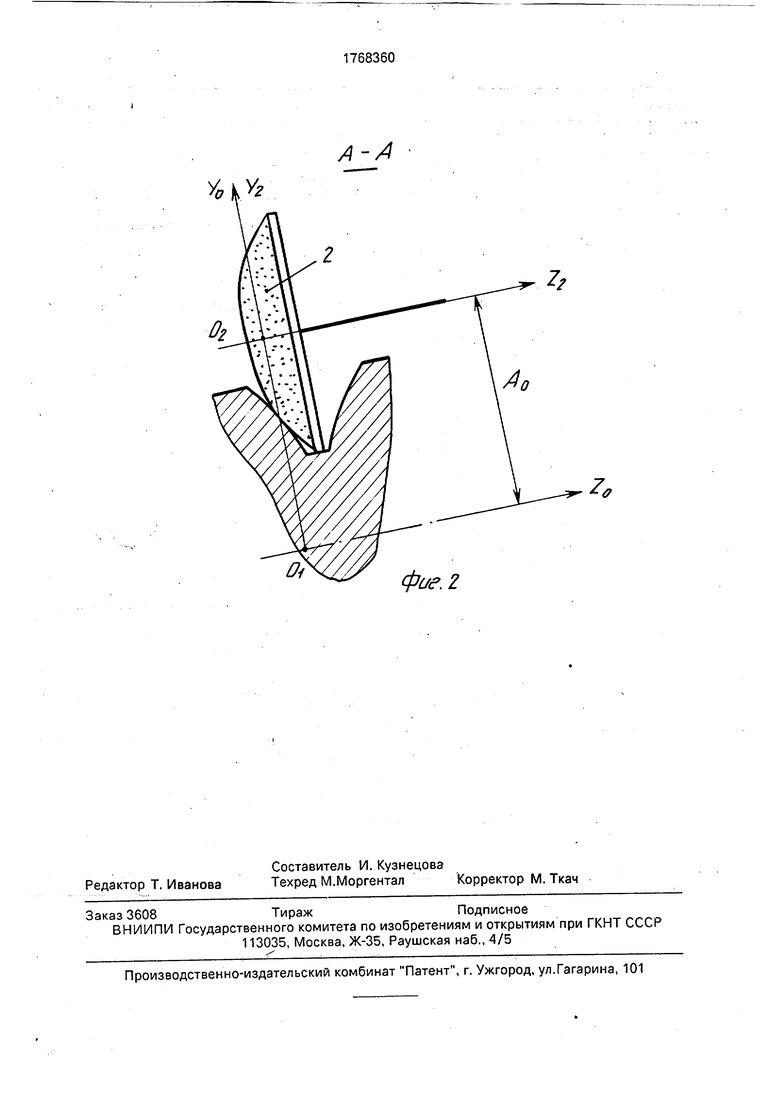
На фиг.1 схематически показано относительное расположение осей вращения инструмента и червячной фрезы; на фиг.2 - сечение А-А на фиг.1.
При изготовлении боковых поверхно-, стей зубьев червячной фрезы 1 инструментом 2 в виде тела вращения и с рабочей поверхностью в виде поверхности вращения с криволинейной образующей рабочую поверхность инструмента формируют как огибающую семейства обрабатываемых, считая их полностью обработанными, поверхностей, когда указанное семейство поверхностей есть результат конического винтового движения относительно инструмента обрабатываемой винтовой конической поверхности, формируемой в свою очередь в результате конического винтового движения вокруг оси поверхности ее образующей в виде боковой режущей кромки зуба червячной фрезы, полученной как линия пересечения соответствующей боковой поверхности основного червяка фрезы с передней поверхностью зуба червячной фрезы.
Системы координат OiXoYoZo и 02X2 Y2Z2 позволяют, соответственно определить боковую режущую кромку зубьев червячной фрезы и рабочую поверхность инструмента.
При этом координаты точки на рабочей поверхности инструмента полнбстью и однозначно определяются при помощи следующей системы уравнений:
VI
О 00 CJ
о о
Х2 Хо cos(V - р) cos e ± (Yo - aV) sin (V - р cose± Z0 sine± (A )
-sin p cos e ± P2(V + p sine ;
Y2 Xb sin (V - p) + (Yo - a V) x x cos(V - p) - (Ac - a (p) cos p;
7.2 + Xo cos (V--) sin Ј -(Yo т a y) iSJn () sin e -(A, -I aЈ) sin $ sin e + P2-(V + p)cos e; где X2,W2 , г - оординаты текущей точки на рабоче й поверхности инструмента в прямо- угольной системе координат, у которой оси аппликат совпадает с осью вращения инструмента;
- (Yo - aV)cosV ±X0sinV-
Хо cos V ± (YQ -а V) sin V ± + 0 cj. АО 2 A2jv
20
А2 P2(Y0)p1 ± (Xo ±a)(Zo) + + fy0 - aV)(Z0)p1+P2 (Xo)p11-slnV;
В2 рг (Х0)/з1 + (Yo - aV)(Zoy JcosV + +(Х0 ±a)(Z0) р1 ± P2(Yo;p1 sinV;25
C2 : (X0 ± a) (Хэ)р1 + (Yo - aV) (Y0)p1J
X0, Yo, Z0 - координаты текущей точки на боковой режущей кромке зуба червячной фрезы в прямоугольной системе координат с осью аппликат, совпадающей с осью фрезы, как функции аргументар;
р - радиус - вектор текущей точки на боковой режущей кромке зуба червячной фрезы;
V - полярный угол текущей точки на боковой поверхности зуба червячной фрезы;
АО - кратчайшее расстояние в начале изготовления между осями вращения инструмента и фрезы;
е - угол скрещивания осей вращения инструмента и фрезы;
-Sto+ft
К - спад затылка по вершине зуба фрезы;
Z0 - число стружечных канавок фрезы;
Pi - осевой шаг (ход ) витка основного червяка фрезы;
Л - осевой шаг стружечной канавки фрезы;
Pi
Р2 приведенный осевой шаг витка фрезы
(Х0)о1 ; (Y0)p1 ; (Z0)p1 - первые производные от координат Х0, Y0, и Z0 по аргументу/) ; верхние знаки относятся к фрезам с
5
0
5
0
5
p1J
0
5
0
5
0
5
правым основным червяком, а нижние - с левым основным червяком.
Данный способ может быть реализован на затылочном или шлифовальнозатыловоч- ном станках, снабженных устройством для профилирования шлифовального круга по копирам или устройством для профилирования шлифовального круга, управляемым от системы ЧПУ.
Использование такого способа изготовления боковых поверхностей зубьев червячных фрез позволяет повысить точность профиля зубьев обрабатываемых зубчатых колес за счет максимального приближения к теоретической форме боковой режущей кромки зуба червячной фре,зы и сохранении этой формы при переточках фрезы. Поскольку только погрешность боковой поверхности зуба червячной фрезы, обусловленные использованием приближенных методов профилирования, в зависимости от модуля составляют от 1 - 50 мкм.
Формула изобретения
Способ изготовления чистовой червячной фрезы инструментом, рабочая поверхность которого выполнена с криволинейной образующей, параметры которой заданы системой уравнений в прямоугольной системе координат с осью аппликат, совпадающей с осью вращения инструмента, отличающийся тем, что, с целью повышения точности червячной фрезы за счет сохранения требуемой формы боковых режущих кромок при переточках, используют инструмент, рабочая поверхность которого выполнена в соответствии со следующей системой уравнений;
Х2 Хо cos(V - p) cos e ± (Yo - aV) sin (V - р) -cose± Z0 -sipe± (A0-a- p )
-sin (p COS e ± P2(V + p) sine ;
Y2 +Xasin(V-«p)+(Y0-a -V) x x cos(V - p) - (АО - a p) cos p ; Z2 ±Xo cos(V-p) sine-(Yo - a V) sin (V-p) sin e 4-Zafwe -(Аз - a p) sin p - sin e + P2 (V + 9) cos e;
где Х2, Y2, Z2 - прямоугольные координаты текущей точки на рабочей поверхности инструмента;
Хо ХоОо); Yo Yo&o); Zo Zo(/3) - прямоугольные координаты текущей точки на заранее заданной боковой режущей кромке зуба червячной фрезы, функции аргумента
(Р);
р- радиус-вектор текущей точки на заранее заданной боковой режущей кромке зуба червячной фрезы;
V - полярный угол текущей точки на боковой поверхности зуба фрезы;
АО - кратчайшее расстояние между осями вращения инструмента и фрезы в начальный момент изготовления фрезы;
е-угол скрещивания осей вращения инструмента и фрезы;5
V {А° (Y° aV)cosV ± XoSlnV - Хр cos V ± (YQ -а V) sin V ± + Р2 С2 10
А21
К. Zo /л , Р1
a wO+T7);15
К - спад затылка по вершине зуба фрезы;
Z0- количество стружечных канавок фрезы;20
Pi - осевой шаг (ход) витка основного червяка фрезы;
Ti - осевой шаг стружечной канавки фрезы;
А2 P2(Y0)p1 ± (Х0 ±a)(Zo) + + о - aVXZ0)p1+P2 (Х0)р1 J-sInV;
В2 pi (Х0) р1 т (Yo - aVXZo л jcosV + +(X0 ±a)(Z0) p1 ± P2(Y0)p sinV; C2 т (Xo ± a) (Xo)p1 + (Yo - aV) (Y0)p1
P2 P1 / 2лг- приведенный осевой шаг витка фрезы;
(Xo) p1 ; (Yo) p1; ( - первые производные от координат соответственно Х0, Y0 и Zo по аргументу р; причем верхний знак относится к фрезам с правым основным червяком, а нижний - к фрезам с левым основным червяком.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСВЕЩЕНИЯ ОБЪЕКТОВ | 1990 |
|
RU2024895C1 |
| РАДИОТЕХНИЧЕСКАЯ СИСТЕМА | 2012 |
|
RU2496271C1 |
| Способ обработки отверстий с наклонной образующей | 1990 |
|
SU1803278A1 |
| Способ диагностики зубочелюстных аномалий | 1989 |
|
SU1727784A1 |
| Планшет для устройства считывания графической информации | 1989 |
|
SU1691861A1 |
| Способ изготовления цилиндрической червячной фрезы | 1990 |
|
SU1787715A1 |
| Рабочий стол | 1990 |
|
SU1757622A1 |
| СПОСОБ ПЕРЕДАЧИ И ПРИЕМА РАДИОСИГНАЛОВ | 2012 |
|
RU2496272C1 |
| РАДИОТЕХНИЧЕСКАЯ СИСТЕМА | 2012 |
|
RU2496270C1 |
| Способ изготовления сборных червячных фрез | 1987 |
|
SU1650386A1 |
Изобретение относится к машиностроению, в частности, к изготовлению рабочих поверхностей зубьев чистовых червячных фрез. Цель изобретения - повышение точности червячной фрезы за счет сохранения требуемой формы боковых режущих кромок при переточках. Предложена аналитическая зависимость для определения рабочей поверхности зубьев инструмента, которая обеспечивает максимальное приближение к теоретической форме боковой режущей кромки зубьев фрезы, что гарантирует сохранение этой формы при переточках фрезы. 2 ил.
/
А-А
7,
фие.2
| Ласинев С.И., Юликов М.И | |||
| Расчет и конструирование металлорежущих инструментов с применением ЭВМ | |||
| М., Машиностроение, 1975, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
