Фиг, 5
Изобретение относится к области технологии инструментального производства и может быть использовано для изготовления многозаходных сборных червячных фрез.
Цель изобретения -упрощение и повы- 5 шение точности изготовления многозаходных червячных фрез.
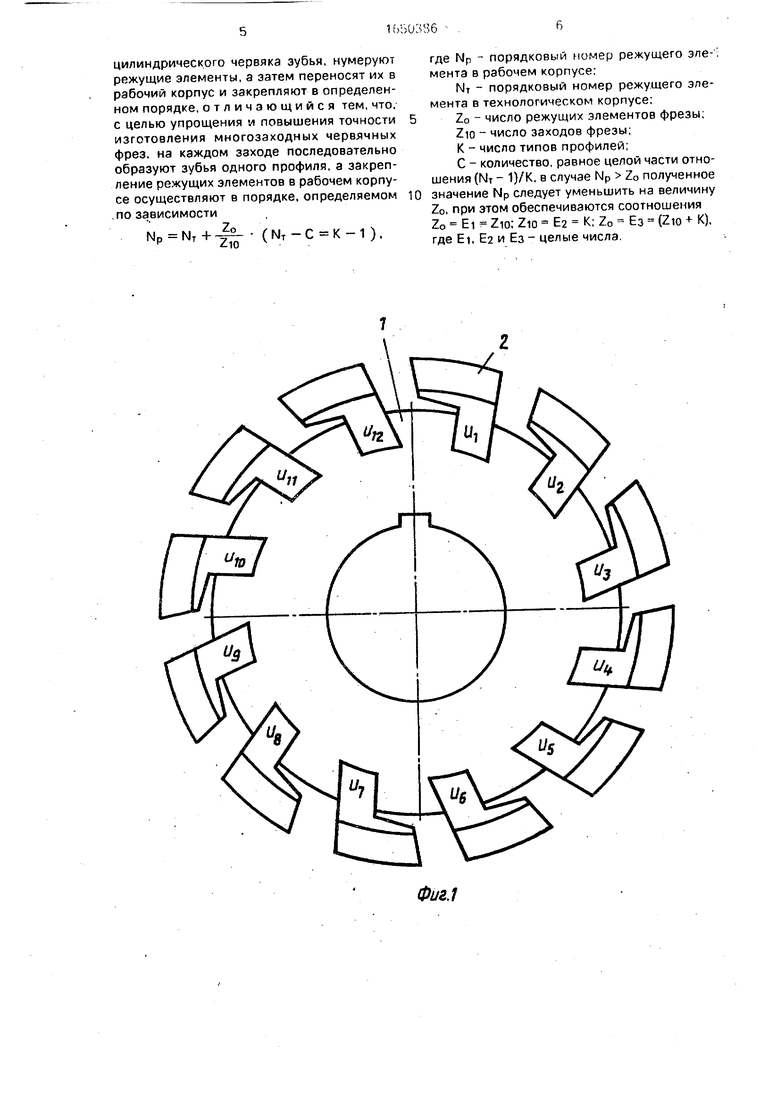
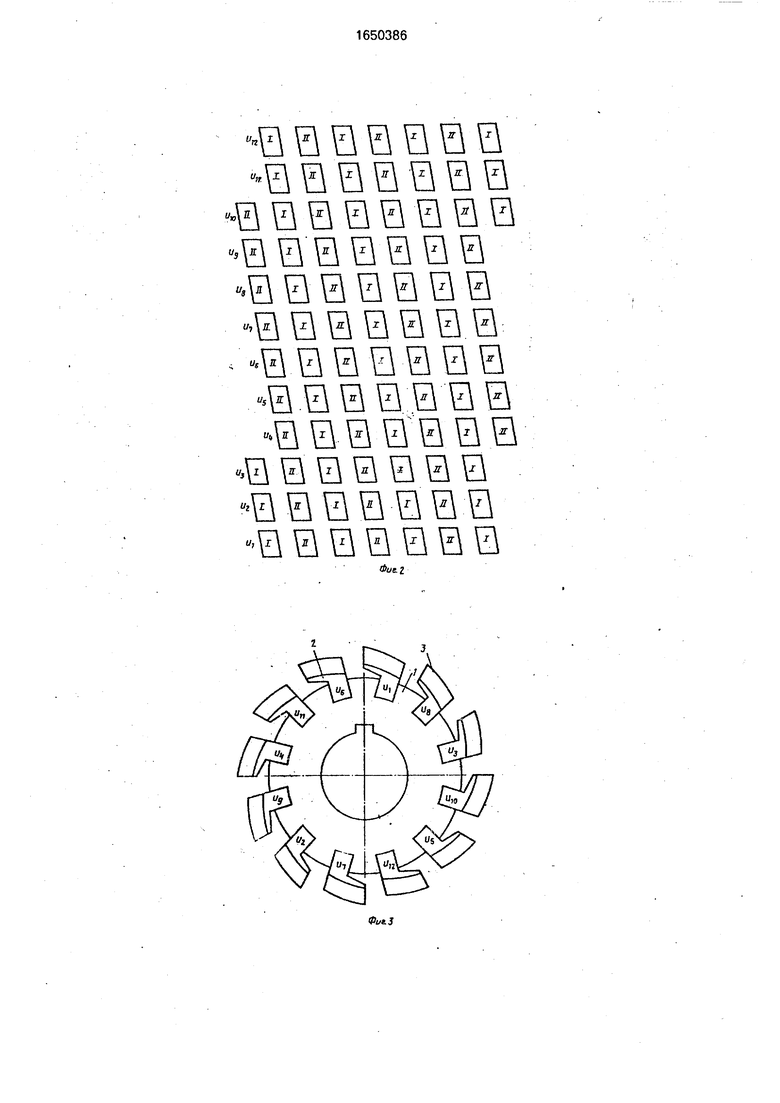
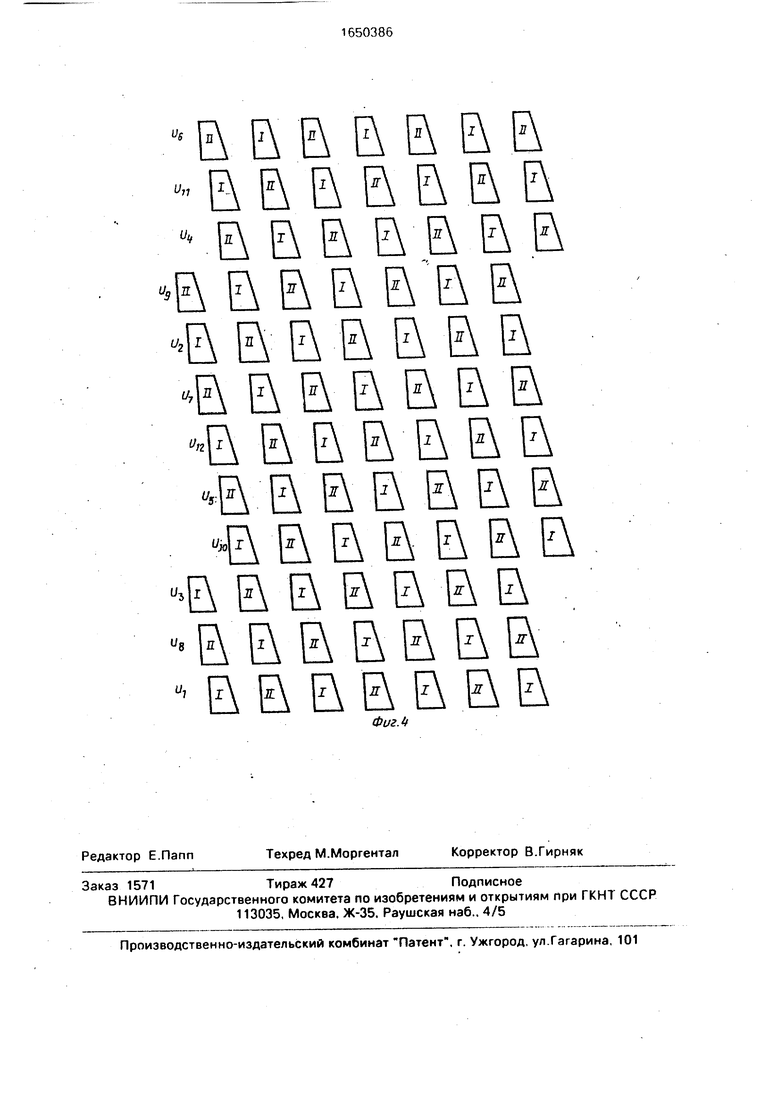
На фиг. 1 дана схема установки в технологическом корпусе режущих элементов фрезы: на фиг. 2 - развертка установки ре- 10 жущих элементов в технологическом корпусе; на фиг. 3 - схема установки режущих элементов в корпусе фрезы; на фиг. 4 - развертка установки режущих элементов в корпусе фрезы; на фиг. 5 - различные шпы 15 профиля зубьев.
В пазах технологического корпуса 1 устанавливают и нумеруют заготовки режущих элементов ( зубчатых реек) 2. После этого на одном заходе последовательно об- 20 разуют зубья только типа профиля 3, а на другом - типа профиля 4. Затем рейкм переносят в корпус 5 фрезы и закрепляют уже в иной последовательности: Ui, Ue, Us, Uio. Us, Ut2, Uy, 1)2, Ug, Ik Un, Ue, где индексы 25 от 1 до 12 указывают порядковый номер рейки в технологическом корпусе. Такая последовательность закрепления реек в корпусе фрезы обеспечивает чередование по витку зубьев профилей 3 и 4 (фиг.,4).30
Возможность закрепления зубчатых реек в пазах корпуса фрезы в порядке, отличном от порядка их расположения в технологическом корпусе, основывается на том, что у двухзаходной червячной фрезы с 35 четным числом реек имеются зубья, принадлежащие разным заходам и отстоящие друг от друга на 180° с одинаковыми расстояниями от базовых торцов фрезы. Поэтому можно поменять местами любые две зубчатые /jg рейки с номерами, отличающимися на Zo/2, где Zo - число зубчатых реек фрезы. Таким образом, сохранив порядок закрепления реек, например, с нечетными номерами та- ким же, каким он был в технологическом корпусе 45 и. изменив его для реек с четными номерами, получают фрезу, смежные по витку зубья которой принадлежали разным заходам при установке реек в технологическом корпусе.
У трехзаходной червячной фрезы с чис- gg лом реек, кратным трем, можно поменять местами любые три рейки с номерами, отличающимися на Z0/3 и 2 Zo/З. При изготовлении такой фрезы с тремя типами профилей на каждом заходе последователь- ее но {в порядке требуемого чередования зубьев с различными типами профилей по витку фрезы) образуют зубья только одного типа профиля, а порядок закрепления реек в рабочем корпусе при Zo 12 будет определятьNP NT +
( NT - с к -1).
ся последовательностью Ui, Ue, Un, IM, Ug. Us, U. Ui2, Us, Uio, U3. Us, где индексы от 1 до 12 указывают порядковый номер рейки в технологическом корпусе
В общем случае порядок закрепления реек в рабочем корпусе фрезы должен подчиняться зависимости
Zo
Zio
где Np - порядковый номер режущего элемента в рабочем корпусе;
NT - порядковый номер режущего элемента в технологическом корпусе;
Zo - число режущих элементов фрезы;
Zio - число заходов фрезы;
К - число типов профилей;
С -количество, равное целой части отношения (NT - 1)/К, в случае Np Z0 полученное значение следует уменьшить на величину Z0.
Способ может быть осуществлен при выполнении следующих условий: Z0 Ei Zio: Zio E2 К: Z0 Ез (Zio + К), где Ei, E2 и Ез - целые числа
При использовании предлагаемого способа может быть достаточно просто реализовано чередование различных типов профилей, например, с зубьями стандартного профиля и зубьев, увеличенных по высоте и уменьшенных по толщине, или с зубьями, имеющими стружкоразделительные фаски. В этих случаях устраняется стесненность процесса резания, что благоприятно сказывается на работоспособности инструмента.
Для получения стружкоразделительных фасок целесообразно сначала сформировать на всех рейках комплекта зубья стандартного профиля и последовательно выполнить фаски, на каждом заходе. После этого рейки вынимают из технологического корпуса и закрепляют в рабочем корпусе фрезы Порядок закрепления реек в рабочем корпусе должен осуществляться в соответствии с приведенной выше зависимостью
Упрощение изготовления многоза- ходной фрезы обеспечивается за счет устранения потребности в нескольких технологических корпусах, а повышение точности - за счет формообразования задних боковых поверхностей зубьев фрезы в одном технологическом корпусе с использование единых технологических баз
Формула изобретения
Способ изготовления сборных червяч ных фрез с зубьями различных профилей. при котором заготовки режущих элементов устанавливают в технологический корпус образуют на них по винтовой поперхности
цилиндрического червяка зубья, нумеруют режущие элементы, а затем переносят их в рабочий корпус и закрепляют в определенном порядке, отличающийся тем, что. с целью упрощения и повышения точности изготовления многозаходных червячных фрез, на каждом заходе последовательно образуют зубья одного профиля, а закрепление режущих элементов в рабочем корпусе осуществляют в порядке, определяемом по зависимости
.
NP . (мт-с к-1).
где Np - порядковый номер режущего элемента в рабочем корпусе:
NT - порядковый номер режущего элемента в технологическом корпусе:
7.0 - число режущих элементов фрезы,
Zio - число заходов фрезы,
К - число типов профилей,
С - количество, равное целой части отношения (NT - 1}/К. в случае Np Z0 полученное значение Np следует уменьшить на величину Z0, при этом обеспечиваются соотношения Z0 Ei Zio: Zio E2 К; Z0 E3 (Zio + K). где Ei, Ј2 и Ез - целые числа
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сборных червячных фрез | 1983 |
|
SU1225721A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ изготовления цилиндрической червячной фрезы | 1990 |
|
SU1787715A1 |
| Способ изготовления чистовой червячной фрезы | 1989 |
|
SU1768360A1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| Способ обработки шлицевых отверстий | 1987 |
|
SU1657293A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
Изобретение относится к области технологии инструментального производства и может быть использовано для изготовления многозаходных сборных червячных фрез. Цель изобретения - упрощение и повышение точности изготовления многозаходных червячных фрез. В пазах технологического корпуса устанавливают и нумеруют заготовки режущих элементов. После этого на одном заходе последовательно образуют зубья только типа профиля 3, а на другом - типа профиля 4. Закрепление режущих элементов в корпусе осуществляют в порядке, определяемом по зависимости: Np Z0 NT + Zio - ( NT - С К - 1 ) . где Np -порядковый номер режущего элемента в рабочем корпусе; NT - порядковый номер режущего элемента в технологическом корпусе; 20 число режущих элементовфре- зы; ZIQ-число заходов фрезы; К- количество типов профилей; С - число, равное целой части отношения (NT - 1)/К. 5 ил. Ю С io ел о :оо 00 о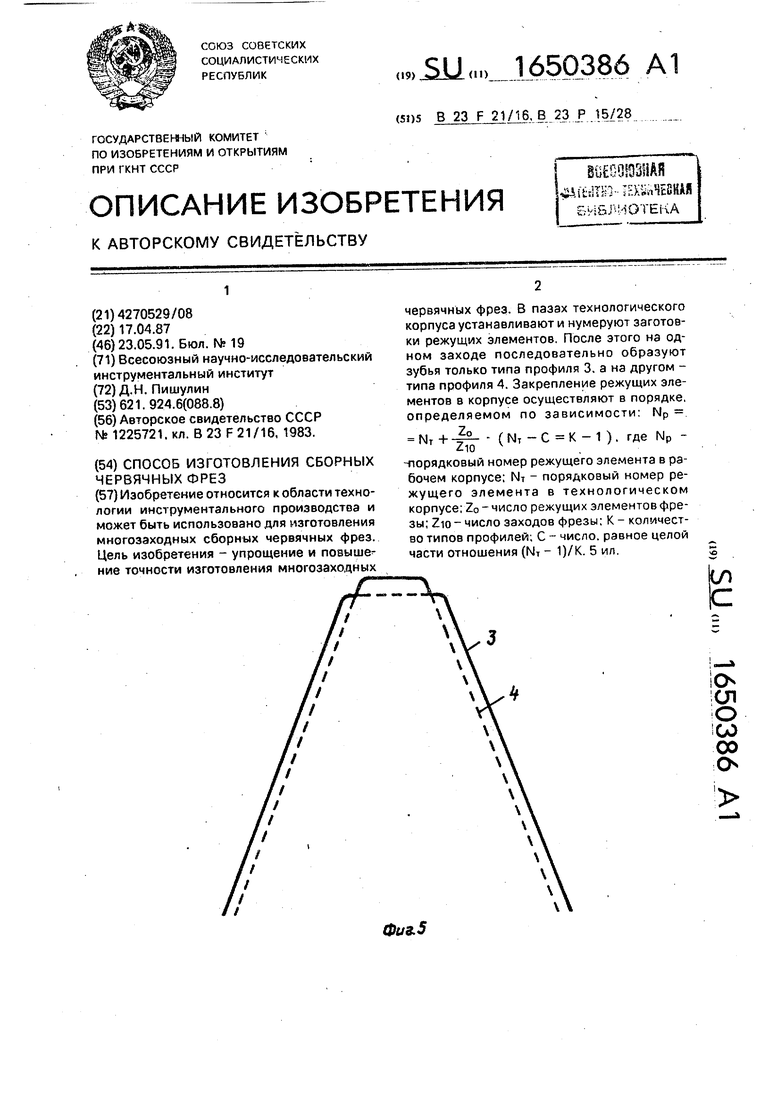
Фиг.1
ftBBB
f, ж
JB В ЈШ u
-в и и и в и и
И Е 5 И
- -И В В Q ВИВ
4/ЛЖ1
,вии
В в в в в в в
В В В В В Q
г
Н
S
E E E E E E E E E E E E
l Iя
o
д li U l J I
0
i U
E E
(A
E E
E E E E E E -C E E В E E E
«ЛЛ 1Л U U l 1Л
lr U j
|Я
E E
I |I |J |ff U
Е
Д IA U U
IЛ I. i IJ
r ff
E E E E
Редактор Е.Папп
Техред М.Моргентал
Заказ 1571Тираж 427Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва. Ж-35. Раушская наб.. 4/5
i U
r ff
Z UT |J
Корректор В.Гирняк
| Способ изготовления сборных червячных фрез | 1983 |
|
SU1225721A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
