Изобретение относится к оборудованию для укладывания в тару и может быть использовано, например, на предприятиях кондитерской промышленности.
.Наиболее близкой к заявленной линии является линия укладывания конфет Ассорти в коробки, на которую конфеты поступают в так называемых фальшформах-пластмассо- вых пластинах с расположением ячеек, являющимся зеркальным по отношению к ячейкам шоколадоотливочных машин.
Линия содержит конвейеры для подачи изделий и коробок, шаговый операционный конвейер, укладчик с групповым вакуум-захватом, коробкоскладывающие механизмы, механизмы для вкладывания прокладок и обандероливающий механизм.
Недостатком линии является весьма напряженный ритм работы укладчика, что снижает надежность работы линии в целом. Поскольку из одной фальшформы конфеты перекладываются в коробки дважды (из каждой половинки фальшформы), средняя скорость шагового операционного конвейера вдвое больше средней скорости конвейера подачи изделий, при этом часть конфет из-за высокой скорости перемещения укладчика не удерживается вакуумными захватами и отрывается от последних при переносе.
Целью изобретения является повышение надежности работы линии.
Поставленная цель достигается тем, что линия, содержащая конвейеры для подачи изделий и коробок, шаговый операционный
« «
ел
01
конвейер, укладчик с групповым вакуум-захватом, коробкоскладывающие механизмы, механизм для вкладывания прокладок и обандероливающий механизм, снабжена по крайней мере одним дополнительным укладчиком, при этом укладчики расположены вдоль шагового операционного конвейера на расстоянии один от другого, равном четному числу шагов перемещения операционного кон 1е й ёр а%гГ один еЛэ кинематический цикл, а кинематические циклы укладчиков смещены по фазе на величину кинематического цикла шаговбг о опёрационного конвейера.
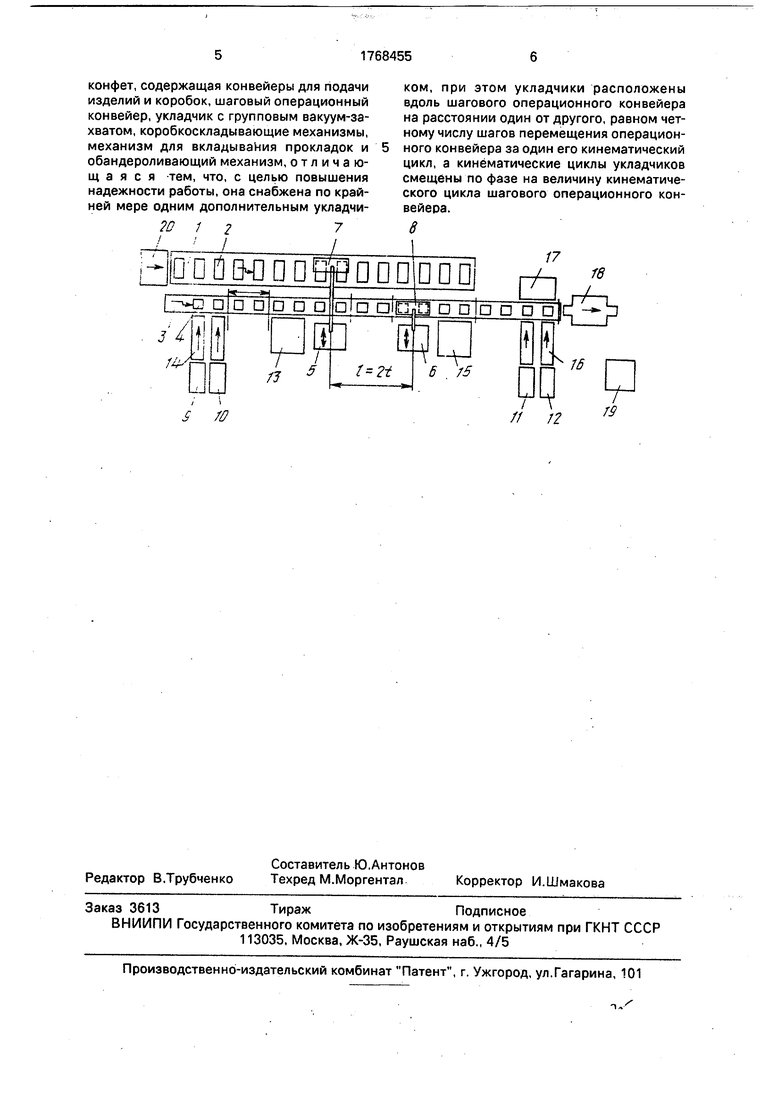
На чертеже изображена схема линии.
Линия содержит конвейер 1 для подачи изделий, перемещающий фальшформы 2, шаговый операционный конвейер 3, перемещающий донышки коробок 4, укладчики 5,6 с групповыми вакуум-захватами 7,8, коробкоскладывающие механизмы 9,10 для донышек коробок, коробкоскладывающие механизмы 11,12 для крышек коробок, механизм 13 для вкладывания коррекса в донышко коробки, конвейер 14 для транспортирования донышек коробок, механизм 15 для вкладывания в коробку салфетки, конвейер 16 для транспортирования крышек, механизм 17 для одевания крышек на донышко коробки, обандероливающий механизм 18, вакуумную систему 19. Изделия на линию для укладывания поступают, например, с линии 20 для изготовления конфет Ассорти. Шаг перемещения операционного конвейера 3 обозначен на чертеже буквой t.
В приведенном примере исполнения линии каждая группа изделий набирается из двух одновременно обрабатываемых фальшформ.
Работает линия следующим образом.
На конвейер 1 для подачи изделий поступают фальшформы 2 с конфетами от линии 20 изготовления- конфет Ассорти. Конвейер 1 движется циклически с остановками (выстоями). В общем случае количество его циклов равно наибольшему количеству фальшформ, выходящих из линии 20, деленному на число фальшформ в группе, одновременно обрабатываемых укладчиком. Операционный конвейер 3 принимает от коробкоскладывающих механизмов 9,10 донышки коробок и периодически перемещает их в общем случае с числом рабочих циклов в минуту вдвое большим, чем число кинематических циклов конвейера 1. Укладчик 5 при выстоеконвейера 1 своим групповым вакуум-захватом 7, соединенным с вакуумной системой 19, захватывает конфеты с фальшформ 2,
расположенных под ним на конвейере 1. Укладчик б при том же выстое конвейера 1 и совпадающем с ним частично выстое конвейера 3 опускает ранее захваченные груп- 5 повым вакуум-захватом 8 конфеты в находящиеся под ним донышки коробок на конвейере З.На чертежепоказано, что групповой вакуум-захват 8 из каждой половины фзльшформы 2 перенес конфеты в одну ко10 робку (но под ним может быть две или три коробки, расположенных так, чтобы была полностью занята площадь, равная площади фальшформы). Затем при движении конвейера 3 укладчики 5,6 также совершают
15 перемещение. При следующем выстое конвейера 3 укладчик 5 будет уже укладывать конфеты в донышки коробок на конвейере 3, а укладчик б - захватывать конфеты с фальшформы на конвейере 1. Таким обра0 зом, укладчики 5,6 работают в противофазе со сдвигом по фазе на один цикл операционного конвейера 3 или на половину кинематического цикла укладчиков. Соответственно число кинематических цик5 лов укладчиков в минуту равно числу циклов конвейера 1 подачи изделий, а число циклов операционного конвейера 3 вдвое больше числа циклов конвейера 1. Для того, чтобы донышки коробок с конфетами, уложенны0 ми укладчиком 5, не попали под групповой вакуум-захват 8 укладчика 6 в период укладки, расстояние L между укладчиками должно быть таким, чтобы между их осями размещалось четное число шагов операци5 онного конвейера при его перемещении на один цикл(1 2$
Таким образом цикл работы укладчиков следующий: после укладки конфет групповым вакуум-захватом 8 в коробки, операци0 онный конвейер 3 совершает перемещение на шаг t и на место коробок с конфетами, уложенными захватом 8, приходят две коробки, заполненные ранее захватом 7, одновременно за этот период движения
5 операционного конвейера 3 захваты 7,8 совершают переход к другим конвейерам; при следующем выстое уже захват 7 укладывает конфеты в коробки, а между укладчиками на конвейере 3 находятся пустые
0 коробки; при следующем движении конвейера 3 весь цикл повторяется.
Механизмы 13,15,17,18, конвейеры 14,16 работают в своем цикле синхронно с операционным конвейером 3, а вакуумная
5 система 19 обеспечивает подвод вакуума к групповым вакуум-захватам 7,8 в соответствующие моменты цикла.
Формула изобретения Линия для укладывания в коробки наборов штучных изделий, преимущественно
конфет, содержащая конвейеры для подачи изделий и коробок, шаговый операционный конвейер, укладчик с групповым вакуум-захватом, коробкоскладывающие механизмы, механизм для вкладывания прокладок и обандероливающий механизм, отличающаяся тем, что, с целью повышения надежности работы, она снабжена по крайней мере одним дополнительным укладчи20 1 27
ком, при этом укладчики расположены вдоль шагового операционного конвейера на расстоянии один от другого, равном четному числу шагов перемещения операционного конвейера за один его кинематический цикл, а кинематические циклы укладчиков смещены по фазе на величину кинематического цикла шагового операционного конвейера.
в
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия непрерывного производстваОТлиВНыХ КОНфЕТ | 1978 |
|
SU847974A1 |
| Машина для укладки штучных изделийВ КОРОбКи | 1979 |
|
SU846406A2 |
| Способ закрывания крышками коробок и устройство для его осуществления | 1982 |
|
SU1147639A1 |
| Устройство для укладки шоколадных изделий в коррекс | 1983 |
|
SU1163825A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КАРТОННЫХ КОРОБОК | 1973 |
|
SU370069A1 |
| Автоматическая линия для упаковывания ампул | 1987 |
|
SU1521663A1 |
| Машина для укладки штучных изделий в коробки | 1972 |
|
SU445597A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ НАБОРА КОНФЕТ В КОРОБКИасесоюзнАЯ | 1973 |
|
SU368130A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНФЕТ ТИПА "АССОРТИ" | 2003 |
|
RU2241341C1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
Изобретение относится к оборудованию для укладывания изделий в тару и может быть использовано на предприятиях кондитерской промышленности. Сущность изобретения: линия содержит конвейер 1 для подачи конфет, конвейеры 14 и 16 для подачи донышек и крышек коробок соответственно, шаговый операционный конвейер 3 (ШОК), укладчик (У) 5 с групповым вакуум- захватом 7, коробкоскладывающие механизмы 9,10,11,12, механизм 13 для вкладывания коррекса в коробки, механизм 15 для вкладывания прокладок, механизм 17 для надевания крышек и обандероливающий механизм 18. Для повышения надежности линия снабжена по крайней мере одним дополнительным У бГпри этом У 5 и 6 расположены вдоль ШОК на расстоянии один от другого, равном четному числу шагов перемещения ШОК за один его кинематический цикл. Кинематические циклы У 5,6 сдвинуты по фазе на величину кинематического цикла ШОК. 1 ил. СО с
| Цейтлин Г.Е., Хархота А.Г | |||
| Применение роботов в пищевой промышленности | |||
| Урожай, г | |||
| Киев, 1988, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
