Изобретение относится к двигателям внутреннего сгорания, а более конкретно к впускным и выпускным клапанам камеры сгорания и способам их изготовления.
Известен клапан двигателя, содержащий стержень и тарелку с посадочной конической поверхностью. Недостатком такого клапана является невозможность обеспечения высокой герметичности .камеры сгорания. Это связано с тем, что посадочные поверхности клапана и его седла неизбежно имеют отклонения формы, в результате происходит неполное соприкосновение поверхностей.
Способ изготовления клапана включает механическую обработку конической поверхности шлифованием с последующей доводкой.
Известен клапан, включающий вставку из сверхупругого материала, контактирующую с посадочной поверхностью тарелки. Наличие упругой вставки позволяет повысить герметичность клапана. Однако данный клапан не исключает попадания посторонних частиц между контактирующи ми поверхностями. Вследствие этого имеет место износ контактных поверхностей и потеря герметичности. Усложнена конструкция клапана, вследствие этого высока трудоемкость и себестоимость его изготовления.
Известен клапан двигателя внутреннего сгорания, содержащий стержень и тарелку с профилированной посадочной поверхностью в виде кругового выступа. При работе клапана имеют место недостатки, указанные выше.
Способ изготовления клапана включает механическую обработку профилированной посадочной поверхности. Обработка выполняется специально профилированным шлифовальнымкругом.Процесс профилирования шлифовального круга является трудоемкой операцией. Круг интенсивно разрушается на угловых (стыковых) участках профиля, что в едет к необходимости увеличения числа его правок. Указанные обстоятельства усложняют и удорожают процесс изготовления клапана.
Целью изобретения является повышение герметичности и износостойкости клапана, а также упрощение процесса его изготовления.
Поставленная цель достигается тем, что у клапана, содержащего стержень и тарелку с профилированной посадочной поверхностью, последняя снабжена плавно переходящими друг в друга двумя выступами и расположенной между ними канавкой.
-
10
15
20
25
30
45
50
55
Способ изготовления клапана включает механическую обработку профилированной посадочной поверхности с канавкой и выступами, причем последние выполняются пластическим деформированием поверхности при помощи сферического алмазного инструмента.
На фиг.1 представлен клапан; на фиг.2 - схема контакта клапана с седлом.
Клапан содержит тарелку 1 и стержень 2, Профилированная посадочная поверхность клапана включает плавно переходящие друг в друга два выступа 3 и 4 и размещенную между ними канавку 5.
В процессе работы клапана выступы 3 и 4 обеспечивают полную герметизацию камеры сгорания за счет их упругой деформации и прилегания к поверхности, имеющей отклонения формы.
При вхождении в контакт клапана с седлом в каизвку 5 удаляются посторонние частицы. Этому способствует движение выступов в процессе их упругой деформации (фиг.2).
Обработка посадочной поверхности клапана пластическим деформированием выполняется при вращении клапана вокруг его оси за 5-10 оборотов. Алмазный сферический инструмент упруго поджимают к поверхности клапана с определенной силой, при этом одновременно формируется канавка и выступы в виде наплывов вытесненного металла. При радиусе сферы инструмента 0,5 мм, твердости посадочной поверхности клапана HRC 64, силе поджима инструмента 480 Н формируется канавка глубиной 0,1 мм с наплывами высотой 0,03 мм.
Использование изобретения позволяет улучшить герметизацию камеры сгорания двигателя, повысить ресурс и упростить изготовление клапана. Это ведет к повышению коэффициента полезного действия двигателя, снижению количества запасных частей и уменьшению себестоимости клапана.
Формула изобретения
1.Клапан двигателя внутреннего сгорания, содержащий стержень и тарелку с профилированной посадочной поверхностью, отличающийся тем, что, с целью повышения герметичности и износостойкости, профилированная посадочная поверхность снабжена плавно переходящими друг в друга двумя выступами и расположенной между ними канавкой.
2,Способ изготовления клапана двигателя внутреннего сгорания, включающий
механическую обработку профилированной
посадочной поверхности с канавкой и выступами, отличающийся тем, что, с целью упрощения, канавка и выступы выполняются пластическим деформированием поверхности при помощи сферического алмазного инструмента.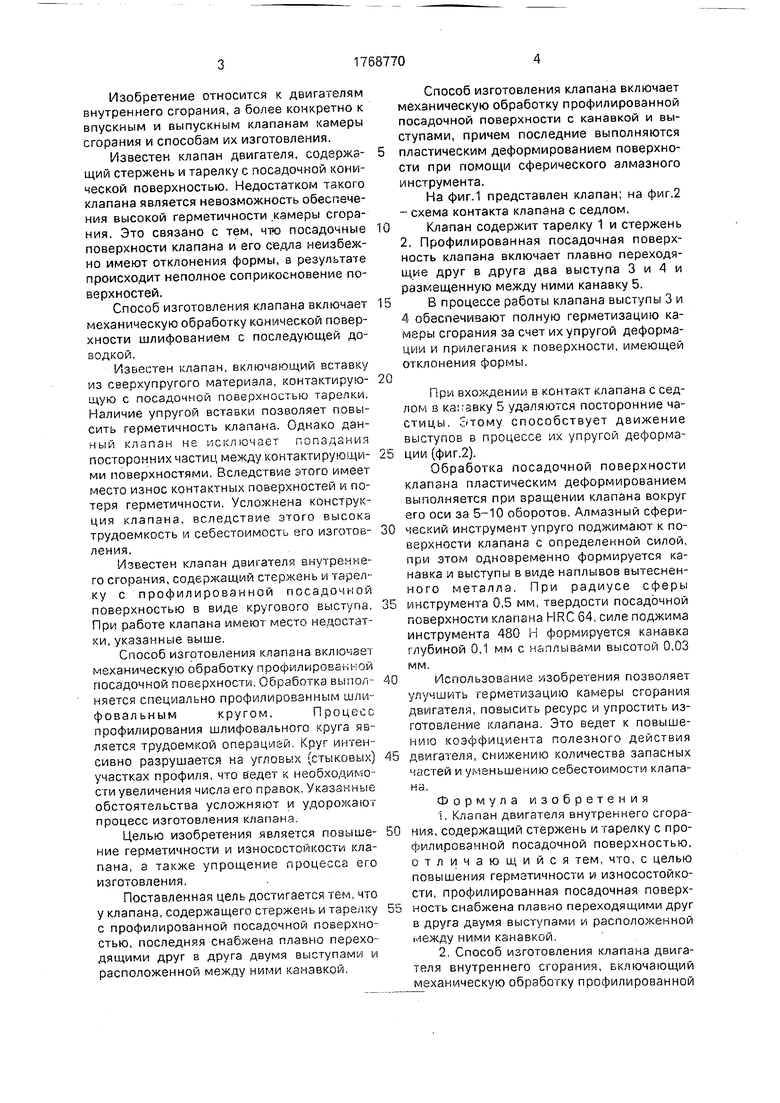
| название | год | авторы | номер документа |
|---|---|---|---|
| Выпускной клапан | 1990 |
|
SU1758249A1 |
| Способ обработки сферы поверхностным пластическим деформированием | 1990 |
|
SU1726218A1 |
| КЛАПАН | 1973 |
|
SU383851A1 |
| Способ обработки деталей | 1985 |
|
SU1339007A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2019 |
|
RU2715952C1 |
| ОБРАТНЫЙ КЛАПАН | 2006 |
|
RU2324097C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРЫ СКОЛЬЖЕНИЯ | 2004 |
|
RU2274777C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078218C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА | 2002 |
|
RU2252131C2 |
| Способ обработки поверхности трения | 1987 |
|
SU1521569A1 |
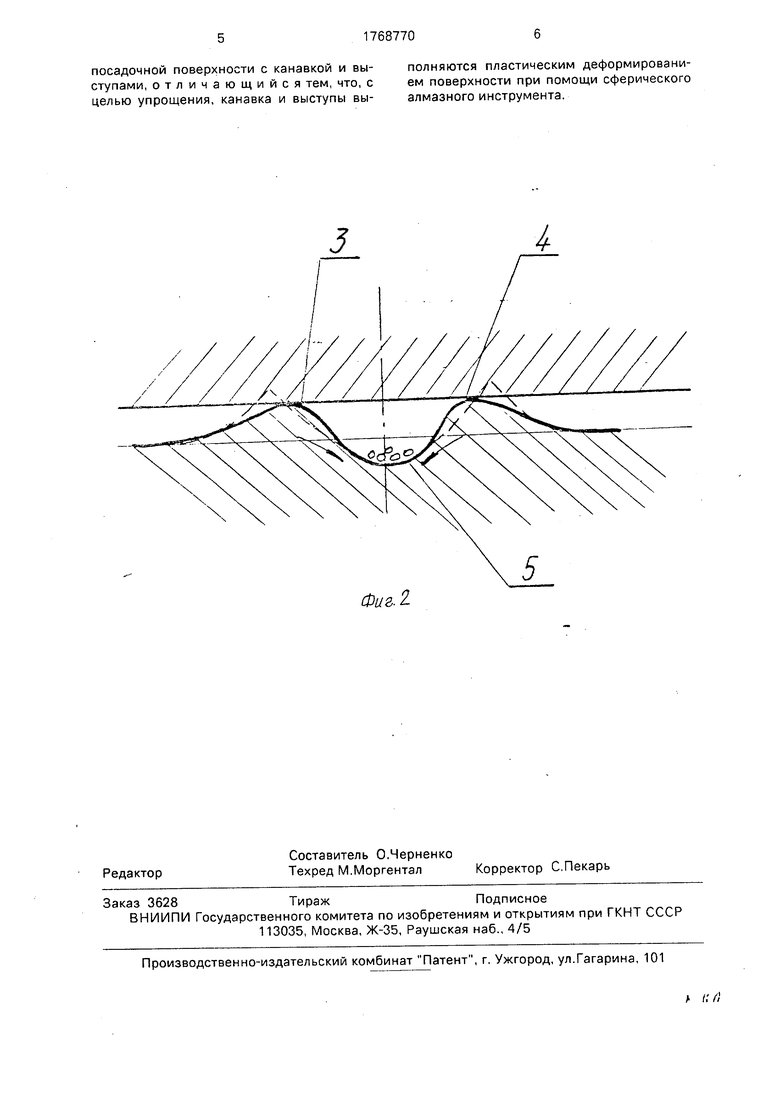
Сущность изобретения: с целью повышения герметичности и износостойкости посадочная поверхность клапана обрабатывается сферическим алмазным инструментом с образованием выступов 3, 4 и канавки 5. 2 с.п.ф-лы, 2 ил. фиг1
Фиг. 2
| Алексеев В.П., Воронин В.Ф | |||
| и др.; под общей редакцией Орлина А.С., Круглова М.Г | |||
| Двигатели внутреннего сгорания | |||
| Устройство и работа поршневых и комбинированных двигателей | |||
| Учебник для студентов вузов по специальности Двигатели внутреннего сгорания | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| и доп | |||
| М.: Машиностроение, 1990 | |||
| Ивашинников ВТ, Прогрессивное шлифование Под ред | |||
| Переверзева П.В | |||
| Челябинск, Южно-Уральское кн | |||
| Изд-во, 1976 | |||
| Заявка ФРГ № 3639147, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Демьянов Л.А | |||
| Пути повышения надежности и долговечности двигателей | |||
| М.: Машиностроение, 1967 | |||
| Малышев В.И | |||
| и др Прогрессивные методы правки абразивных кругов, под общ | |||
| ред | |||
| Пилинского В.И | |||
| К.: Техника, 1985. | |||
