Изобретение относится к обработке металлов давлением, в частности к устройствам автоматизации процессов ОМД, и может быть использовано для подачи проката в рабочую зону обрабатывающей машины.
Известно устройство для подачи длинномерного материала в зону обработки, содержащее корпус, в котором смонтированы подающие валки с обгонными муфтами. На нижнем валке закреплен рычаг, являющийся кривошипом и связанный с другим рычагом, приводимым в движение от привода, Валки подпружиненны друг к другу, верхний из них снабжен механизмом подъема, имеющим стержень, рычаг, тягу и электромагнит. Между корпусом и ножами, расположенными в зоне обработки, смонтированы направляющие, по которым
перемещается каретка, несущая захват в виде подпружиненной защелки. Каретка имеет привод в виде ходового электрометрического винта, червячного колеса и червяка, соединенного через муфту с электродвигателем. В зоне обработки установлен датчик наличия материала.
Известно устройст ю для подачи длинномерного проката, принятое нами за прототип 1.
Устройство содержит механизм подачи, выполненный в виде опорных и прижимных захватных органов (кареток) и прижимных силовых цилиндров с подпоршневой и поршневой полостями, связанными с прижимными захватными органами. Впускной клапан соединен с системой подачи рабочей среды и с поршневыми полостями прижимных силовых цилиндров, шток впускного
ч4
VI о о
клапана имеет возможность взаимодействия с приводным кулачком.
Поскольку захватные органы устройства кинематически связаны с кривошипным приводом пресса, являющимся механизмом периодического действия, а само оно снабжено механизмом выстоя, поэтому зажим (разжим) подаваемого материала и его подача осуществляются в конечных положениях кривошипного привода, что отрицательно сказывается на быстроходности устройства и, следовательно, на его производительности.
Наличие кинематических связей с кривошипным механизмом приводит к увеличению числа передающих звеньев и не способствует повышению надежности этого устройства;
Целью изобретения является повышение надежности и быстроходности.
Поставленная цель достигается тем, что устройство для подачи длинномерного проката, содержащее механизм подачи, имеющий опорные и прижимные захватные органы, и прижимные силовые цилиндры с подпоршневыми полостям и поршневыми полостями, связанными с прижимными захватными органами, впускной клапан со штоком, соединенный с системой подачи рабочей среды и поршневыми полостями прижимных силовых цилиндров, приводной кулачок, установленный с возможностью взаимодействия со штоком впускного клапана, оно снабжено упором, установленным за механизмом подачи по ходу подачи проката, и дросселями постоянного сечения, соединенными с поршневыми полостями прижимных силовых цилиндров, причем, опорные и прижимные захватные органы выполнены в виде приводных подающих валков.
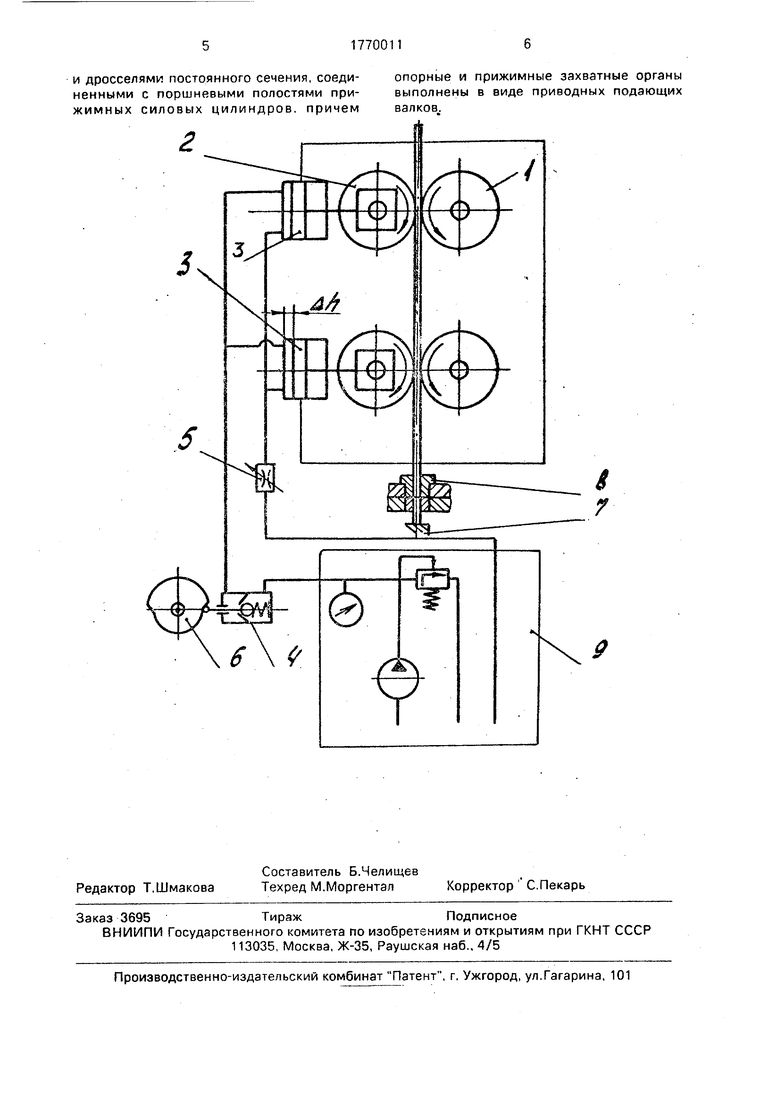
На чертеже показана гидрокинематическая схема устройства.
Устройство содержит механизм подачи проката, выполненный в виде опорных и прижимных захватных органов, представляющих собой валки 1 и 2, и прижимных силовых цилиндров 3. штоки которых связаны с осями опоры валка 2, а рабочий объем Лп поршневых полостей выбран минимальным для того, чтобы объемная упругость рабочей среды была минимальна. Поршневые полости силовых цилиндров 3 через впускной клапан 4 связаны с системой подачи рабочей среды, а дросселями 5 постоянного сечения постоянно связаны со сливом системы подачи рабочей среды. Шток впускного клапана имеет возможность взаимодействия с приводным кулачком 6. Упор 7 жестко установлен на станине устройства, механизм реза 8 выполнен в виде режущих втулок, они размещены за механизмом подачи по ходу подачи проката. Система подачи рабочей среды представляет
собой гидростанцию 9 (включает в себя насос, клапан давления, гидроаппаратуру, не обозначенные позициями на чертеже).
Устройство работает следующим образом.
Вращение валков 1.2 при работе осуществляется непрерывно. В начальный момент подачи проката кулачок 6. насаженный на приводной вал механизма реза 8, открывает впускной клапан 4, через который рабочая
среда под давлением поступает в поршне- вые полости прижимных силовых цилиндров 3. Скачкообразный подъем давления в поршневых полостях силовых цилиндров 3 не вызывает механического перемещения
прижимных валков 2, а изменяет силу трения между валками 1 и 2 и силу прижатия между ними и подаваемым до упора 7 материалом, при этом величина давления зависит от соотношения проходных сечений нз
входе и выходе и давления, создаваемого гидростанцией 9.
Время нарастания и спада давления определяется только временем сжатия объема жидкости A h в прижимных цилиндрах 3 и
упругостью трубопровода и измеряется тысячными долями секунды.
При закрытом впускном клапане 4 поршневые полости гидроцилиндров 3 Остаются соединенными через дроссель 5 с
постоянным отверстием со сливом средства подачи рабочей среды, при этом давление в силовых цилиндрах 3 падает до нуля, прижимные валки 2 скользят по подаваемому материалу свободно, прокат не подается.
0 Экспериментальная проверка устройства показала его надежность и быстроходность.
5
0
5
Формула изобретения Устройство для подачи длинномерного проката, содержащее механизм подачи, имеющий опорные и прижимные захватный органы, и прижимные силовые цилиндры с подпоршневыми полостями и поршневыми полостями, связанные с прижимными за- хватными органами, впускной клапан со штоком, соединенный с системой подачи рабочей среды и поршневыми полостями прижимных силовых цилиндров, приводной кулачок, установленный с возможностью взаимодействия со штоком впускного клапана, отличающееся тем, что, с целью повышения надежности и быстроходности, оно снабжено упором, установленным за механизмом подачи походу подачи проката,
и дросселями постоянного сечения, соединенными с поршневыми полостями прижимных силовых цилиндров причем
опорные и прижимные захватные органы выполнены в виде приводных подающих валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи длинномерного материала к прессу | 1986 |
|
SU1366267A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1986 |
|
SU1342568A1 |
| Устройство для зачистки проката | 1981 |
|
SU1090462A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Устройство для обработки длинномерного материала | 1988 |
|
SU1637910A1 |
| Способ добычи высоковязкой нефти на малых глубинах и устройство для его осуществления | 2020 |
|
RU2754247C1 |
| Устройство для резки канатов | 1980 |
|
SU996010A1 |
| Свободнопоршневой двигатель-насос | 1991 |
|
SU1794198A3 |
| Устройство для подачи материала в рабочую зону пресса | 1983 |
|
SU1154024A2 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам автоматизации процессов ОМД, и может быть использовано для подачи прокага в рабочую зону обрабатывающей машины. Устройство содержит непрерывно вращающиеся опорные и прижимные валки, прижимные силовые цилиндры, штоки которых связаны с приводным валом валков, а поршневые полости постоянно соединены с системой подачи рабочей среды в виде гидростанции через дроссели постоянного сечения. Периодически эти полости соединяются с впускным клапаном со штоком, связанным с возможностью взаимодействия с приводным кулачком, управляющим циклом подачи проката. При подаче давления в поршневые полости силовых цилиндров прижимные валки прижимаются к подаваемому прокату, осуществляется подача материала до упора. Отрезка заготовок производится посредством режущих втулок. 1 ил.
| Устройство для шаговой подачи полосового и ленточного материала | 1975 |
|
SU640863A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
