Изобретение относится к области сварки, а именно к контактным стыковым машинам для сварки оплавлением с предварительным подогревом за счет возвратно-поступательных перемещений подвижного зажима, и может быть использовано в машинах, работающих с управлением процессом подогрева по жесткой временной программе.
Известна машина для контактной стыковой сварки оплавлением с предварительным подогревом (а.с. СССР № 766787 от 06.06.80 г.), в которой имеется пневматический привод подогрева, обеспечивающий с помощью дополнительного пневматического цилиндра, установленного на двупле- :чем рычаге, минимальный зазор между свариваемыми деталями только в конце подогрева. В ходе же всего процесса предва- рительного подогрева зазор между деталями при отходе подвижного зажима увеличивается по мере укорочения деталей за счет оплавления при их разведении. При сведении и разведении подвижного зажима пневматическим приводом клинового механизма сварочная машина, особенно при большом расстоянии между свариваемыми
х|
XI о
-л
о
Сл)
деталями, испытывает значительные динамические нагрузки.
Известна также машина для контктной стыковой сварки оплавлением с импульсным подогревом (а.с. СССР № 739821 от 14.02.80 г.), принятая за прототип, в которой во время подогрева подвижный зажим отходит на постоянную величину благодаря применению двух клиньев, стянутых пружиной, пневмоцилиндра подогрева, двух пневматических цилиндров взвода клиньев, а также подпружиненного упорного буртика с выступом, определяющим отход подвижного зажима при подогреве независимо от диаметров свариваемых деталей.
Недостатком этой машины с пневматическим приводом предварительного подогрева с постоянным отходом при подогреве является то, что при сварке деталей различных диаметров (например, 20 или 60 мм) необходим различный отход подвижного зажима при подогреве, а также сложность конструкции привода предварительного подогрева из-за наличия большого количества деталей, что приводит к повышению трудоемкости изготовления, Причем при сварке стержней диаметром 20 мм подвижный зажим при подогреве должен отходить на меньшую величину, чем при сварке стержней диаметром 60 мм. При изготовлении сварочной машины по прототипу вынуждены привод предварительного подогрева собирать таким образом, чтобы обеспечивался отход подвижного зажима (разрыв вторичной цепи сварочной машины) в течение всего процесса предварительного подогрева применительно к сварке стержней диаметром 60 мм. Как показали эксперименты, величина отхода подвижного зажима при предварительном подогреве стержней диаметром 60 и 20 мм составила соответственно 2,0 и 0,5 мм.
Целью изобретения является снижение трудоемкости изготовления и увеличение производительности за счет обеспечения минимального зазора между деталями при подогреве.
Поставленная цель достигается тем, что известная машина для контактной стыковой сварки оплавлением с предварительным подогревом, содержащая подвижный и неподвижный зажимы, привод оплавления и осадки и пневматический привод подогрева с пневмоцилиндром взвода, корпус которого жестко связан с подвижным зажимом, согласно изобретению снабжена самотормозящимся эксцентриком, ось вращения которого жестко связана с подвижным зажимом, регулировочным устройством, выполненным в виде подпружиненного
толкателя с регулировочной гайкой ограничителя хода, связанной с приводом оплавления и осадки, со стороны минимального радиуса эксцентрик подпружинен относи5 тельно подвижного зажима, а со стороны большого радиуса связан со штоком пневмоцилиндра взвода.
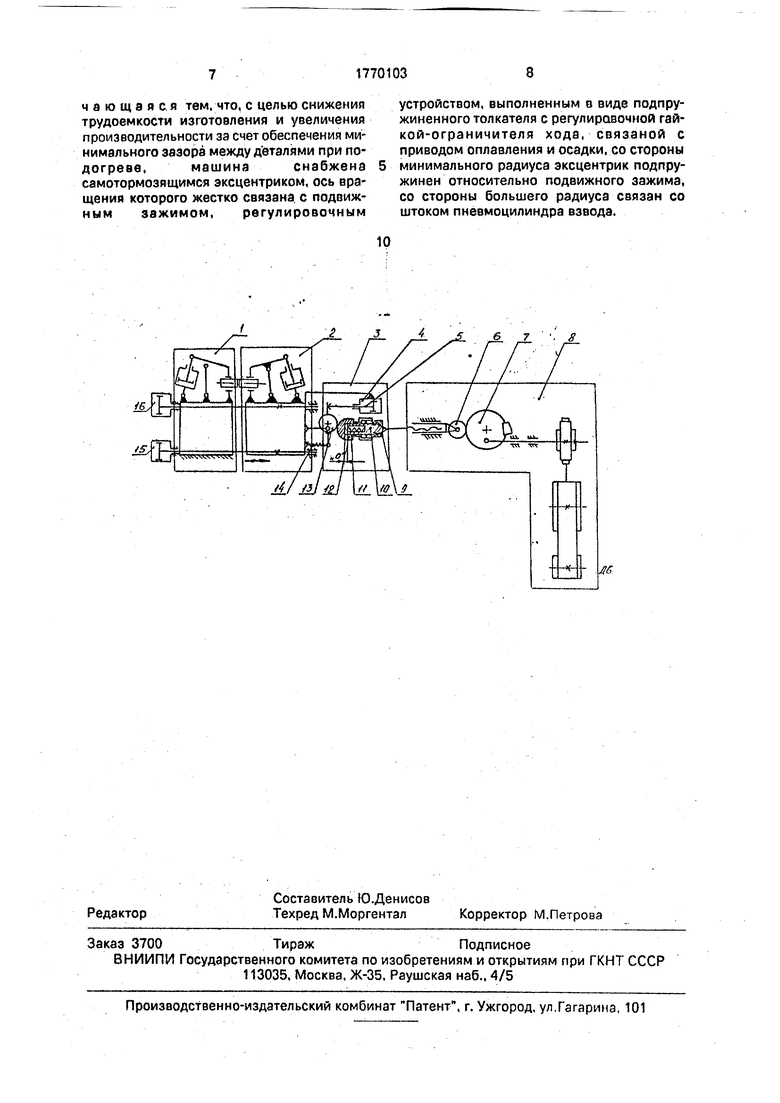
На чертеже приведена кинематическая схема машины.
0 Машина состоит из неподвижного зажима 1, подвижного зажима 2, пневматического привода подогрева 3, пневмоцилиндра взвода 4 со штоком 5, ролика 6, кулачка оплавления и осадки 7, при5 вода оплавления и осадки 8, регулировочного ограничителя хода 9, упора 10, толкателя 11, пружины .самотормозящегося эксцентрика 13, пружины поворота 14 и двух пневмоцилиндров 15 и
0 16.
Машина работает следующим образом.
В исходном положении при подаче на
машину сжатого воздуха в пневмоцилиндры
15 и 16 подвижный зажим занимает правое
5 исходное положение из-за разницы площадей в штоковой и поршневой полостях этих пневмоцилиндров. Одновременно с подачей сжатого воздуха на машину сжатый воздух поступает в поршневую полость
0 пневмоцилиндра 4, а шток которого, перемещаясь, повернет самотормозящийся эксцентрик 13, так что он относительно толкателя 11 займет положение с минимальным диаметром. При вращении эксцентрика
5 13 от пневмоцилиндра 4 растянется пружина 14. Подвижный зажим, перемещаясь вправо от пневмоцилиндров 15 и 16, через самотормозящийся эксценрик 13 будет воздействовать на толкатель 11, которы, сжи0 мая пружину 12, преодолеет зазор а, дойдет до соприкосновения с упором 10 и далее через ролик 6 -до кулачка оплавления и осадки 7. После зажатия свариваемых деталей в зажимах 1 и 2 и включения машины
5 в автоматическую работу в режиме с предварительным подогревом сжатый воздух в пневмоцилиндре 4 переключается в его штоковую полость, поршень убирается до упора в крышку цилиндра 4 и остается там
0 вплоть до раскрытия зажимов. После подачи команды сжатый воздух из поршневых полостей пневмоцилиндров 15 и 16 соединяется с атмосферой и под действием сжатого воздуха в штоковых полостях пневмоцилин5 дров 15 и 16 свариваемые детали сближаются, выбирая первоначальный зазор между ними. При этом эксцентрик 13 перемещается вместе с кареткой подвижнго зажима, пружина 12 досылает толкатель 11 вперед
до упора в эксцентрик до тех пор, пока путь
пройденный подвижным зажимом, не будет больше расстояния а, после чего толкатель 11 упрется под действием пружины 12 своим выступом в регулировочную гайку 9 ограничителя хода, а эксцентрик 13 под дей- ствием пружины 14 повернется по часовой стрелке, выбирая зазор до упора в толкатель 11. При этом усилие пружины 14 много меньше усилия пружины 12. После окончания выдержки времени деталей в сведен- ном состоянии, определяемой электрической схемой, полости пневмоци- линдров 15 и 16 соединяются с атмосферой и сжатый воздух поступает в их поршневые полости, происходит разведение деталей. Каретка перемещается вправо вместе с самотормозящимся эксцентриком 13, толкателем 11 вплоть до упора 10, выбирая зазор а, сжимая пружину 12. При этом благодаря тому, что эксцентрик 13 самотормозящийся, перемещение подвижного зажима при разведении деталей под действием усилия от пневмоцилиндров 15 и 16 произойдет только на величину а. В момент разрыва сварочной цепи машины (начало разведения деталей) происходит кратковременное оплавление торцов деталей и укорочение их вылетов. После окончания выдержки времени в разведенном состоянии подается команда на сведение деталей. Для этого необходимо поршневые полости пневмоцилиндров 15 и 16 соединить с атмосферой и подать сжатый воздух в штоковые полости этих пневмоцилиндров. Предварительный подогрев будет осуществляться до тех пор, пока не закончится установленное заранее количество возвратно-поступательных перемещений, определяемое электрической схемой машины. После окончания предварительного подогрева сжатый воздух посту- пает в поршневые полости пневмоцилиндров 15 и 16, а их штоковые полости соединяются с атмосферой, подвижный зажим отойдет на расстояние а, образуя зазор между свариваемыми деталя- ми, включаются в работы привод оплавления и осадки 8. Происходит оплавление, вставкой на кулачке 7 через самотормозящийся эксцентрик 13 производится осадка и в момент начала отсчета осадки подтоком. Поршневые полости пневмоцилиндров 15 и 16 соединяются с атмосферой вплоть до прихода кулачка 7 в исходное положение. Подвижной зажим остается в положении после осадки. В момент раскрытия зажимов сжатый воздух в пневмоцилиндре 4 переключается в его поршневую полость и происходит взвод эксцентрика 13. Кулачок 7, остановившись от концевого выключателя, дает команду на подачу сжатого воздуха в
обе камеры пневмоцилиндров 15 и 16 и подвижный зажим 2 плавно возвращается в исходное положение. Цикл сварки заканчивается.
По мере проведения предварительного подогрева происходит укорочение вылетов свариваемых деталей, но подвижный зажим будет все время при разведении отходить на постоянный зазор а, что обеспечивает работу машины без значительных динамических нагрузок от пневмоцилиндров 15 и 16. При смене диаметров свариваемых деталей имеется возможность менять величину отхода а. Для этого предусмотрена регулировочная гайка 9.
Предлагаемая машина по сравнению с прототипом позволяет существенно снизить количество деталей, входящих в привод предварительного подогрева, что приводит к меньшей трудоемкости изготовления сварочной машины. Кроме того, благодаря наличию регулировки отхода подвижного зажима при подогреве имеется возможность уменьшить промежутки времени между окончанием предварительного подогрева и началом оплавления, что также положительно сказывается на качестве сварных соединений и увеличении производительности. Причем чем меньше время между подогревом и оплавлением, тем более благоприятны условия дл-я завязывания процесса оплавления. Обычно при сварке деталей компактного сечения после предварительного подогрева начальная скоростьсоставляетО,3-0,5мм/си для того, чтобы подвижному зажиму преодолеть расстояние 1,5-2 мм, обеспечиваемое машиной по прототипу после предварительного подогрева, затрачивается время от 3 до 5 с. В предлагаемой машине с регулировкой величины отхода подвижного зажима при предварительном подогреве переход от подогрева к оплавлению происходит быстрее и не превышает 1 с.
Обеспечение минимального отхода деталей при подогреве, быстрый переход от подогрева к оглавлению, создание более широкой зоны нагрева приторцовых участков при подогреве позволяют выполнить процесс оплавления на повышенных скоростях, что также увеличивает производительность машины.
Формула изобретения
Машина для контакной стыковой сварки оплавлением с предварительным подогревом, содержащая подвижный и неподвижный зажимы, привод оплавления и осадки и пневматический привод подогрева с пнев- моцилиндром взвода, корпус которого жестко связан с подвижным зажимом, о т л ичающаяся тем, что, с целью снижения трудоемкости изготовления и увеличения производительности за счет обеспечения минимального зазора между деталями при по- догреве,машинаснабжена
самотормозящимся эксцентриком, ось вращения которого жестко связана с подвижным зажимом, регулировочным
устройством, выполненным в виде подпружиненного толкателя с регулировочной гай- кой-ограничителя хода, связаной с приводом оплавления и осадки, со стороны минимального радиуса эксцентрик подпружинен относительно подвижного зажима, со стороны большего радиуса связан со штоком пневмоцилиндра взвода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1982 |
|
SU1191223A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| Машина для контактной стыковой сварки оплавлением | 1984 |
|
SU1234109A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| Машина для контактной стыковой сварки | 1978 |
|
SU730509A1 |
| Механизм оплавления и осадки стыкосварочной машины | 1990 |
|
SU1745461A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| Способ контактной стыковой сварки оплавлением | 1991 |
|
SU1825692A1 |
Изобретение относится к сварке, а именно к контактным стыковым машинам для сварки оплавлением с предварительным подогревом за счет возвратно-поступательных перемещений подвижного зажима, и может быть использовано в машинах, работающих с управлением процессом подогрева по жесткой временной программе, Цель изобретения - снижение трудоемкости изготовления машины и увеличение производительности за счет обеспечения минимального зазора между деталями при подо- греве. Машина для контактной стыковой сварки оплавлением с предварительным подогревом содержит подвижный и неподвижный зажимы, привод оплавления и осадки и пневматический привод подогрева с пнев- моцилиндром взвода. Корпус пневмоцилин- дра жестко связан с подвижным зажимом. Машина снабжена самотормозящимся эксцентриком, ось вращения которого жестко связана с подвижным зажимом, а также регулировочным устройством. Регулировочное устройство выполнено в виде подпружиненного толкателя с регулировочной гайкой ограничителя хода, связанной с приводом оплавления и осадки. Со стороны минимального радиуса эксцентрик подпружинен относительно подвижного зажима, а со стороны большого радиуса связан со штоком пневмоцилиндра взвода, 1 ил. сл с
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
