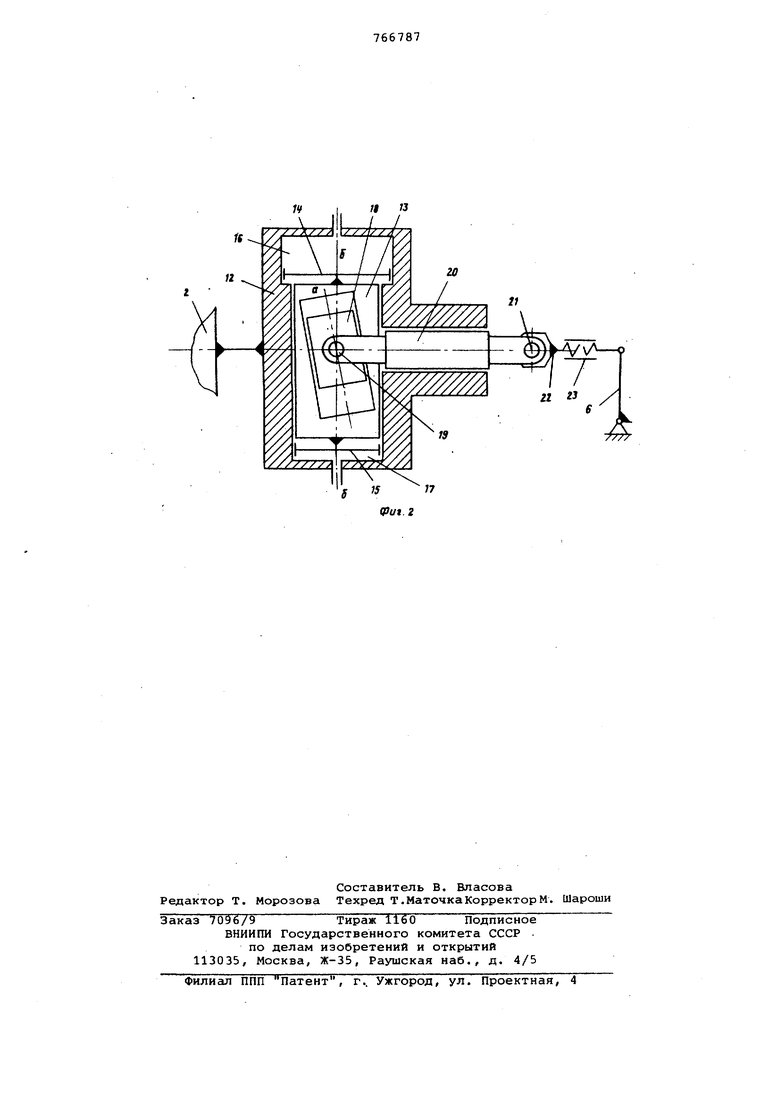
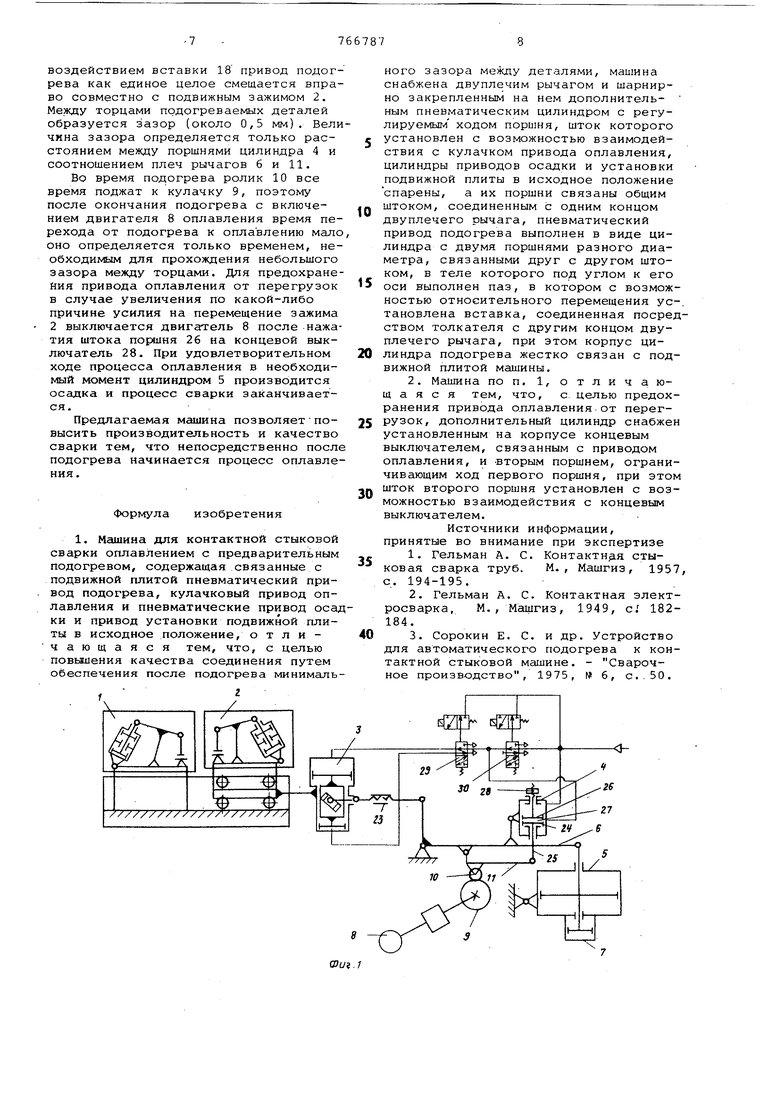
тоянии в процессе отдельного импульса подогрева. Недостатком этого устройства является то, что оно работает по принципу постоянства припуска на подогрев при котором число подогревательных импульсов существенно зависит от напряжения сети. Известна также машина для контактной стыковой сварки оплавлением, содержащая связанные с подвижной плитой пневматический привод подогрева, кулачковый привод оплавления и пневматические .привод осадки и привод установки подвижной,плиты в исходное положение З . В этой машине предварительный подогрев осуществляется автоматически по жесткой временной программе пневматическими цилиндрами. Эти цилиндры расположены на подшипниках машины, а поршни цилиндров связаны с направляющими, на которых установлен подвижной зажим. Подогрев осуществляется за счет возвратно-поступательных перемещений подвижного зажима подачей сжато го воздуха в одну или другую полость цилиндров подогрева. Для уменьшения интервала времени между подогревом и началом оплавления устройство выполнено так, что .предлагается включать двигатель оплавления с упреждением, ранее, чем закончится время на подогрев, для чего предусмотрены два реле времени. Таким образом, выдержки времени на включение двигателя оплавлени выбирается такой, чтобы по окончании подогрева двигатель выбрал бы образовавшийся при подогреве зазор между торцами деталей. При этом время перехода от подогрева к оплавлению получается минимальным. Однако это устройство обеспечивает малое время между подогревом и началом оплавления только при постоянстве укорочения деталей при подогреве. В действительности же в силу различной формы торцовых поверхностей деталей (наличие скосов разной величины), колебания напряжения питгирщей сети приводит к тому, что фактическое укорочение деталей при подогреве может быть разйьам. Например, при увеличении укорочения деталей при подогреве, к окон 1анию времени подогрева двигатель успевает выбрать только часть зазора и время перехода сильно затягивается При уменьшении укорочения деталей двигатель оплавления вь1бирает зазор до,,окончания установленного времени на подогрев и зa влкaeт детали в режим сопротивления, что приводит к нарушению процесса сварки. В виду того, что поршни цилиндров привода предварительного подогрева связаны с направляющими, длина цилинд ров должна быть не менее суммы припус ков на подогрев, оплавление и осадку .По этой причине уменьшается скорость наполнения цилиндров воздухом и нельзя получить повышенной частоты возвратно-поступательных перемещений, подвижного зажима при подогреве. Целью изобретения является повышение качества соединения путем обеспечения после подогрева минимального заз-ора между деталями, а также предохранение привода оплавления от перегрузок . Указанная цель достигается тем, что машина снабжена двуплечим рычагом и шарнирно закрепленным на нем дополнительным пневматическим цилиндром с регулируемым ходом поршня, шток которого установлен с возможностью взаимодействия с кулачком привода оплавления, цилиндры приводов осгщки и установки подвижной плиты в исходное положение спарены, а их поршни связаны общим штоком, соединенным с одним концом двуплечего рычага, пневматический привод подогрева выполнен в виде цилиндра с двумя поршнями разного диаметра, связанньнли друг с другом штоком, в теле которого под углом к его оси выполнен паз, в котором с возможностью относительного перемещения установлена вставка, соединенная посредством толкателя с другим концом двуплечего рычага, при этом корпус цилиндра подогрева жестко связан с подвижной плитой Мс1ШЙНЫ. Дополнительный цилиндр снабжен установленным на корпусе концевым выключателем, связанным с приводом оплавления и вторым поршнем, ограничивающим ход первого поршня, при этом шток второго поршня установлен с возможностью взаимодействия с концевым выключ ателем. На фиг. 1 представлена кинематическая схема машины с расположением механизмов в исходном положении перед сваркойJ на фиг. 2 показан привод предварительного подогрева. Машина состоит из неподвижного зажима 1, подвижного зажима 2, привода 3 подогрева, дополнительного цилиндра 4, пневматического привода 5 осадки с двуплечим рычагом 6, цилиндра 7 возврата подвижной плиты в исходное положение двигателя -8 оплавления, кулачка 9 оплавления с копирным роликом 10 и дополнительным рычагом 11. Цилиндр подогрева состоит из корпуса 12, жестко скрепленного с подвижным зажимом 2. В гнезде корпуса 12 находится шток 13, на концах которого имеются поршни 14 и 15 разного диаметра, расположенные в камерах 16 и 17. В штоке 13 имеется паз, ось а-а которого расположена под углом к оси б-б штока. В пазу помещена вставка 18, которая с помощью оси 19 соединена с одним из концов толкателя 20, размещенного в соответствующем гнезде-подшипнике корпуса 12. Вставка 18 совместно с пазом штока 13 образует самотормозящуюся клиновую пару. Второй конец штока 20 через ось 21 соединен с тягой.22, которая через талреп 23 соединена с концом двуплечего рычага 6. Дополнительный цилиндр 4, шарнирно закрепленный на рычаге 6, состоит из поршня 24 со штоком 25 и второго поршня 26, ограничивающего ход первого поршня со штоком, а также рабочей камеры 27. Причем на верхней крьгике цилиндра 4 расположен концевой выклю чатель 28. Для установки необкодимогс расстояния между зажимами 1 и 2 предусмотрен талреп 23. Клапанами 29 и 30 осуществляется управление силовыми цилиндрами. Машина работает следуквдим образом В исходном перед св.аркой положении в рабочей камере 27 цилиндра 4 находится сжатый воздух. Под действием сжатого воздуха камеры 27 нижний пор;шень 24 упирается в упор нижней крынки цилиндра. В верхнюю камеру цилиндра 7 исходного положения подан сжатый воздух, под действием которого поршень цилиндра 7, воздействуя на конец двуплечего рычага 6 осадки через дополнительный цилиндр 4 и дополнительный рычаг 11 прижимает копирный ролик 10 к кулачку 9.Причем сила, с которой поршень цилиндра 7 возд(ействует иа цилиндр 4 меньше, чем сила, развиваемая поршнями цилиндра 4. Поэтому между поршнями сохраняется заранее заданный зазор. Таким образом с помощью цилиндра 7, привода 9 оплав ления и ролика 10 определяется исходное положение двуплечего рычага 6 осадки перед сваркой. С помощью талрепа 23, связанного с приводом подогрева 3 и рычагом 6 осадки, регулирует ся положение подвижного зажима по отношению к рычагу осадки и, в конечном итоге, исходное расстояние между токоведущими губками подвижного 2 и неподвижного 1 эгикимов. Сила поджатия цилиндром 7 копирного ролика 10 к кулачку 9 превьшает силу привода подогрева, приведенную к кулачку 9. Поэтому во время подогрева положение рычага 6 осадки остается неизменным, остается неизменным также положение соч лененных с концом рычага 6 т шрепа 23 с тягой 22 и толкателя 20 со встав кой 18. В исходном положении под действием сжатого воздуха, подаваемого . в цилиндр 12, шток 13 находится в крайнем нижнем положении. Детёши, подлежащие сварке, устана ливсцотся в зажимах с небольшим (около 1 мм) зазором. С включением сварочно го трансформатора на токоведущие губ ки зажимов подается напряжение. Процесс подогрева начинается с включени клапана 29. и подачи сжатого воздуха в нижнюю камеру 17 цилиндра 12 (каме ра 16 соединена при этом с атмосферо .и находившийся в ней ранее сжатый во дух выпущен в атмосферу). Поршень 15 толкает шток 13 вверх. Благодаря тому, что в пазу штока 13 находится неподвижная вставка 18, шток 13, пере чещаясь вверх, смещается вставкой 18 влево и, упираясь левой плоскостью в корпус 12 привода подогрева, перемещает влево корпус 12 и подвижный зажим 2. При этом корпус 12 смещается относительно неподвижного толкателя 20. Подвижный зажим 2, перемещаясь влево, сжимает торцовые поверхности свариваемых деталей, замыкая вторичную цепь сварочного трансформатора. После окончания заданной выдержки времени сжатия свариваемых деталей (времени отдельного замыкания) камера 17 цилиндра 12 соединяется с атмосферой, а в камеру 16 подается сжатый воздух. При этом шток 13 перемещается вниз, а корпус 12 с подвижным зг1жимом 2 вправо; свариваек&1е детали разжимаются, а вторичная цепь размыкается; затем повторяется очередной цикл предварительного подогрева. Во время каждого цикла предварительного подогрева происходит расплавление и выбрасывание из стыка соприкасающихся участков свариваелих деталей, в результате чего увеличиваются амплитуды в озвратнопоступательных перемещений подвижного зажима 2 и штока 13. Амплитуда возвратно-поступательных перемещений к . концу подогрева при подогреве каждой пары свариваемых деташей определяется суммарным выплавлением концов деталей (укорочением их длины) и бывает неодинакова (от 5 до 10 лм), она зависит от перпендикулярности обрезки торцовых поверхностей деталей, от вторичного напряжения сварочного трансформатора и других причин. Переход от подогрева к оплавлению осуществляется следующим путем. По окончании последнего цикла сжатия подогреваеьых деталей, сжатый возух из камеры 17 цилиндра 12, выпускается в атмосферу, причем в камеру 16 цилиндра 12 сжатый воздух не подается. Поэтому шток 13 и подвижный заим 2 остаются в положении сжатия деталей. Одновременно с этим выпускается в атмосферу воздух из камеры 27 цилиндра 4. .Под действием усилия цииндра 7 двуплечий рычаг 6 осадки поворачивается по часовой стрелке до тех пор, пока поршень 26 цилиндра 4 не приходит в соприкосновение с поршнем 24 цилиндра 4. В результате поворота рьгчага осадки толкатель 20 со вставкой 18 смещаются вправо, а вставка 18 прижимается к правой поверхности паза штока 13. При этом, благодаря тому, что клиновая пара (вставка 18 - паз штока 13) выполнена самоторозящейся, несмотря на отсутствие сжатого воздуха в цилиндре 12 шток 3 удерживается трения в своей направляющей корпуса 12. Поэтому под воздействием вставки 18 привод подог рева как единое целое смещается впра во совместно с подвижным зажимом 2. Между торцами подогреваемых деталей образуется зазор (около 0,5 мм). Вели чина зазора определяется только расстоянием между поршнями цилиндра 4 и соотношением плеч рычагов 6 и 11. Во время подогрева ролик 10 все время поджат к кулачку 9, поэтому после окончания подогрева с включением двигателя 8 оплавления время перехода от подогрева к оплавлению мало оно определяется только временем, необходимым для прохождения небольшого зазора между торцами. Для предохране ния привода оплавления от перегрузок в случае увеличения по какой-либо причине усилия на перемещение зажима 2 выключается двигатель 8 после нажа тия штока поршня 26 на концевой выключатель 28. При удовлетворительном ходе процесса оплавления в необходимый момент цилиндром 5 производится осадка и процесс сварки заканчивается. Предлагаемая машина позволяетповысить производительность и качество сварки тем, что непосредственно посл подогрева начинается процесс оплавле ния . Формула изобретения 1. Машина для контактной стыковой сварки оплавлением с предварительным подогревом, содержащая связанные с подвижной плитой пневматический привод подогрева, кулачковый привод оплавления и пневматические привод осад ки и привод установки подвижной плиты в исходное положение, отличающаяся тем, что, с целью повышения качества соединения путем обеспечения после подогрева минималь « 2 ного зазора между деталями, машина снабжена двуплечим рычагом и шарнирно закрепленным на нем дополнительным пневматическим цилиндром с регулируемыги ходом поршня, шток которого установлен с возможностью взаимодействия с кулачком привода оплавления, цилиндры приводов осадки и установки подвижной плиты в исходное положение спарены, а их поршни связаны общим штоком, соединенным с одним концом двуплечего рычага, пневматический привод подогрева выполнен в виде цилиндра с двумя поршнями разного диаметра, связанными друг с другом штоком, в теле которого под углом к его оси выполнен паз, в котором с возможностью относительного перемещения ус-, тановлена вставка, соединенная посредством толкателя с другим концом двуплечего рычага, при зтом корпус цилиндра подогрева жестко связан с подвижной плитой машины. 2. Машина по п. 1, отлича ющ а я с я тем, что, с целью предохранения привода оллавления от перегрузок, дополнительный цилиндр снабжен установленным на корпусе концевым выключателем, связанным с приводом оплавления, и -вторым поршнем, ограничивающим ход первого поршня, при этом шток второго поршня установлен с возможностью взаимодействия с концевым выключателем. Источники информации, принятые во внимание при экспертизе 1.Гельман А. С. Контактная стыковая сварка труб. М. , Машгиз, 1957, с. 194-195. 2.Гельман А. С. Контактная электросварка, М., Машгиз, 1949, с; 182184. 3.Сорокин Е. С. и др. Устройство для автоматического подогрева к контактной стыковой машине. - Сварочное производство, 1975, № б, с..50.
if
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| Машина для контактной стыковой сварки оплавлением | 1984 |
|
SU1234109A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1982 |
|
SU1191223A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ЭЛЕКТРИЧЕСКОЙ КОНТАКТНОЙ СВАРКИ ЦВЕТНЫХ И ЧЕРНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1967 |
|
SU199298A1 |
| Привод подачи к машинам для стыковой сварки | 1954 |
|
SU101357A1 |
| Устройство для контактной стыковой сварки | 1990 |
|
SU1824272A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1138275A1 |
| Машина для контактной стыковой сварки | 1978 |
|
SU727372A1 |