Изобретение относится к стыковой сварке преимущественно малогабаритных деталей и может быть использовано в машиностроительной, приборостроительной и других отраслях промышленности.
Известны устройства 1, содержащие подвижный и неподвижный токоподводящие зажимы, в которых с определенным зазором между торцами закреплены свариваемые детали. Нагрев и оплавление торцов свариваемых деталей осуществляется посредством электрической дуги, горящей в зазоре между торцами свариваемых деталей. Осадка после оплавления производится перемещением подвижного зажима при помощи привода осадки. Для обеспечения, закрытия зазора с
максимально возможной скоростью привод осадки выполняется электромагнитно-пружинным 2, состоящим из электромагнита, якорь которого через пружину соединен со штоком, толкающим подвижный зажим.
Однако быстрее перемещение подвижного зажима привод к возникновению в момент соединения оплавленных торцов ударных нагрузок, следствием которых является образование сварочных дефектов (расслоения и трещины в зоне соединения), а также увеличенная пластическая деформация (грат).
Этот недостаток устраняется применением в стыкосварочной машине гидравлического привода осадки 3 который снабжен
2 ся
4 О
автоматическим тормозом, позволяющим производить осадку в два этапа: закрытие зазора между торцами свариваемых деталей с максимально возможной скоростью и завершение осадки с пониженной скоро- стью, начиная с момента касания оплавленных торцов. Для этого автоматический тормоз выполнен в виде цилиндра с двумя полостями, снабженными симметрично расположенными входными и выходными каналами, сообщающимися через калиброванное отверстие, внутри цилиндра размещен с возможностью регулирования рабочего хода плунжер с тормозной калиброванной насадкой переменного сечения, связанный с удер- живающей регулируемой пружиной.
Однако при сварке малогабаритных деталей, когда усилие сжатия не превышает 10-20 кг, данное техническое решение становится экономически не целесообразным, так как введение в стыкосварочную машину гидропривода существенно усложняет ее конструкцию за счет необходимости введения дополнительных узлов, таких, как насосная станция, клапаны управления, соединительная арматура и т.д.
Целью изобретения является упрощение конструкции механизма осадки стыкосвароч- ной машины, обеспечивающего осадку в два этапа: закрытие зазора между торцами с мак- симально возможной скоростью и завершение осадки, начиная с момента касания оплавленных торцов с пониженной скоростью.
Поставленная цель достигается тем, что в механизме оплавления и осадки стыкосва- рочной машины, содержащем неподвижное основание с направляющими в которых установлены первый соединенный приводом осадки зажим и второй зажим, причем второй зажим установлен с возможностью пе- ремещения в направлении хода привода осадки и снабжен упорами, а также подпружинен в направлении перемещения с одной стороны относительно первого зажима, а с другой - относительно неподвижного осно- вания, при этом жесткость пружин определяется из выражения
Zi V2
1,
где Z2 - жесткость пружины, установленной межДу вторым зажимом и неподвижным основанием, кг/мм;
Zi - жесткость пружины, установлен- ной между первым и вторым зажимами, кг/мм;
Vi - скорость перемещения первого зажима, м/с;
0 5
0 5
0
5 0 5
0
5
Va - скорость перемещения второго зажима, м/с.
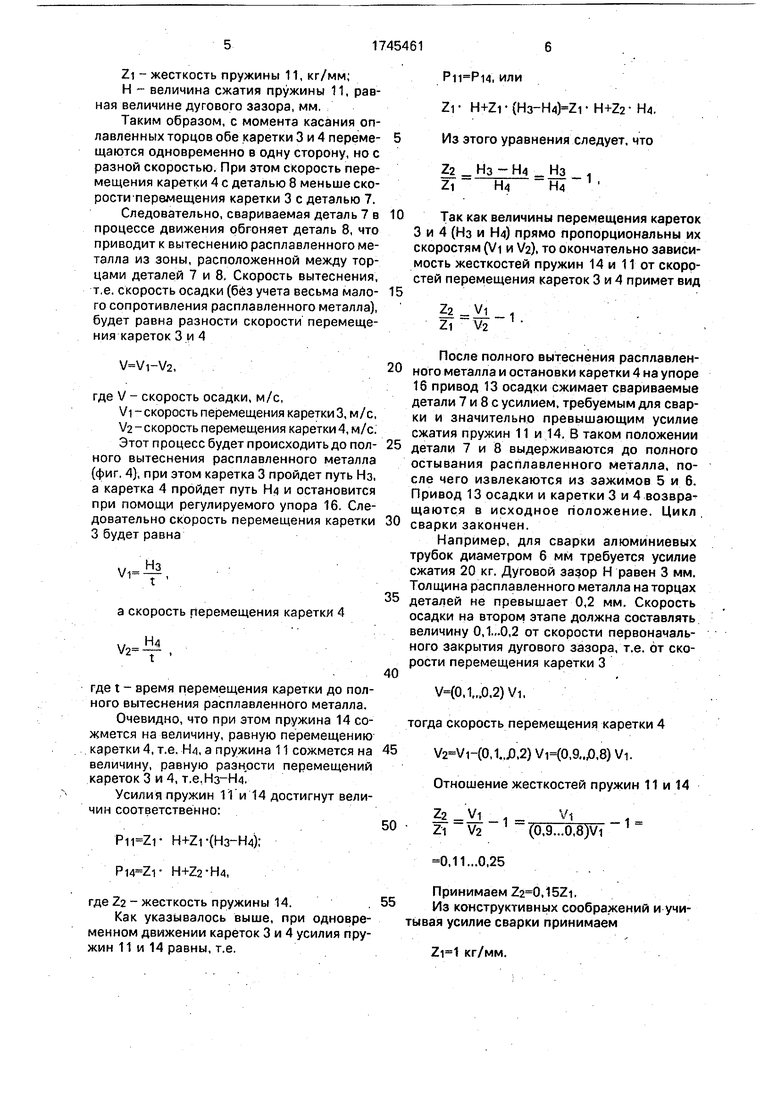
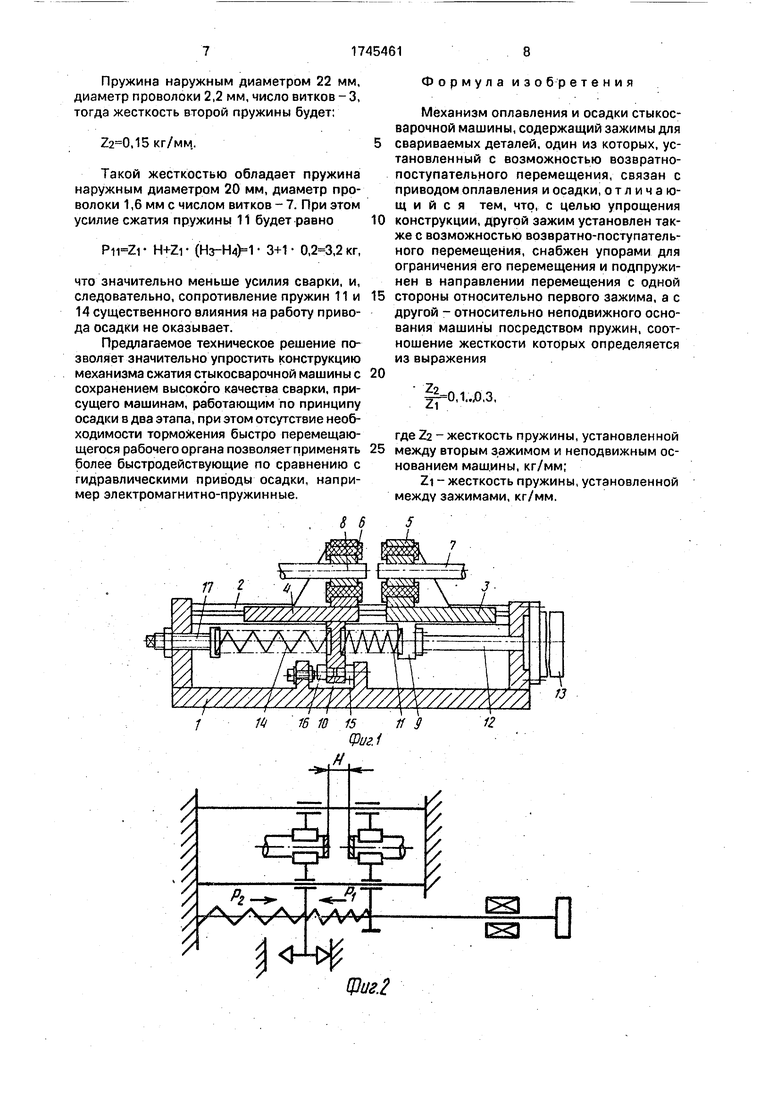
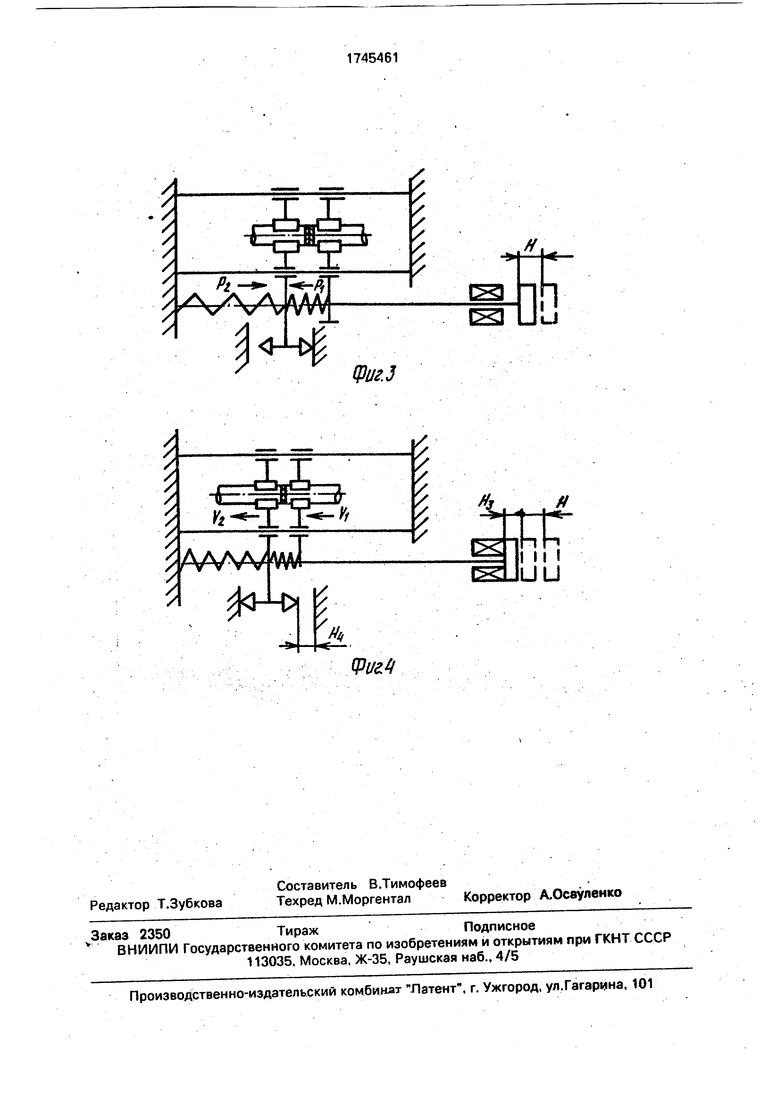
На фиг. 1 схематично изображен предлагаемый механизм, разрез; на фиг. 2 - его кинематическая схема в исходном положении; на фиг. 3 - то же, в момент соприкосновения оплавленных торцов; на фиг. 4 - то же, в конечном положении.
Предлагаемый механизм состоит из неподвижного основания 1, на котором закреплены направляющие 2 прямолинейного движения с каретками 3 и 4. На каретках 3 и 4 закреплены токоподводящие зажимы 5 и 6, в которых расположены свариваемые детали 7, 8, В нижней части кареток 3 и 4 закреплены кронштейны 9 и 10, между которыми расположена пружина 11. При этом кронштейн 9 соединен со штоком 12 привода 13 осадки (электромагнитопружин- ный), а кронштейн 10 соединен с пружиной 14 и снабжен упорами 15 и 16. Второй конец пружины 14 опирается через регулировочный винт 17 на неподвижное основание 1.
Механизм работает следующим образом.
В начале процесса сварки детали 7 и 8 закрепляются в зажимах 5 и 6 с зазором Н, обеспечивающим оптимальный режим горения оплавляющей дуги.
При этом привод 13 осадки находится в крайнем правом (на фиг. 2) положении. На торцах свариваемых деталей возбуждается оплавляющая их дуга. По окончании процесса оплавления включается привод 13 осадки, который, воздействуя через шток 12 и кронштейн 9 на каретку 3, быстро перемещает ее вместе со свариваемой деталью 7 влево. При этом пружина 11 сжимается, а каретка 4 с деталью 8 в зажиме 6 остается на месте, определяемом упором 15, так как усилие предварительного сжатия пружины 14 превышает усилие сжатия 11 пружины,
В момент касания (или несколько ранее) торцов свариваемых деталей 7 и 8 ( фиг. 3) усилие сжатия пружины 11 становится равным усилию предварительного сжатия пружины 14, и каретка 4 вместе с зажимом 6 начинает двигаться влево. Совпадение момента касания оплавленных торцов и начала движения каретки 4 регулируется при помощи винта 17, изменяющего усилие предварительного сжатия пружины 14.
Pl1 Pl4{n)ZrH,
где Pii - усилие пружины 11, кг;
Pi4(n) - усилие предварительного сжатия пружины 14, кг;
Zi - жесткость пружины 11, кг/мм;
Н - величина сжатия пружины 11, равная величине дугового зазора, мм.
Таким образом, с момента касания оплавленных торцов обе каретки 3 и 4 переме- щаются одновременно в одну сторону, но с разной скоростью. При этом скорость перемещения каретки 4 с деталью 8 меньше скорости-перемещения каретки 3 с деталью 7.
Следовательно, свариваемая деталь 7 в процессе движения обгоняет деталь 8, что приводит к вытеснению расплавленного металла из зоны, расположенной между торцами деталей 7 и 8. Скорость вытеснения, т.е. скорость осадки (без учета весьма мало- го сопротивления расплавленного металла), будет равна разности скорости перемещения кареток 3 и 4
, ИЛИ
Zi H+Zi (H3-H4)Zi H+Z2 H4. Из этого уравнения следует, что
Z2 Нз - И Нз 1 ZiН4Н4
Так как величины перемещения кареток 3 и 4 (Нз и Н4) прямо пропорциональны их скоростям (Vi и V2), то окончательно зависимость жесткостей пружин 14 и 11 от скоростей перемещения кареток 3 и 4 примет вид
2 -У1-1
Zi V2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |
| Способ стыковой сварки оплавлением | 1990 |
|
SU1706804A1 |
| Способ сварки дугой, вращающейся в магнитном поле | 1982 |
|
SU1050829A1 |
| Способ контактной стыковой сварки деталей и устройство для его осуществления | 1989 |
|
SU1660897A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| Профильный кулачок | 1983 |
|
SU1110579A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ И ИЗМЕРЕНИЕМ ТЕМПЕРАТУРЫ ОБРАЗЦОВ ИЗДЕЛИЙ РАЗЛИЧНОГО СЕЧЕНИЯ | 2012 |
|
RU2504462C1 |
Использование: для стыковой сварки преимущественно малогабаритных деталей в машиностроительной, приборостроительной и других отраслях промышленности. Сущность изобретения: каретки 3 и 4 с зажимами 5 и 6 установлены подвижно на направляющих 2. Каретка 3 соединена с приводом 13 осадки. Вторая каретка 4 подпружинена относительно первой пружиной 11 и относительно неподвижного основания пружиной 14, а также снабжена упорами 15 и 16. Соотношение жесткости пружин задается. Устройство позволяет осуществлять осадку в два этапа: быстрое перемещение каретки 3 до касания оплавленных торцов деталей 7, 8 и плавная осадка, при которой каретка 4 перемещается со скоростью меньшей, чем скорость каретки 3. Скорость осадки определяется разностью скоростей перемещения кареток 3 и 4. 4 ил.
V Vi-V2,
где V - скорость осадки, м/с,
Vi -скорость перемещения каретки3, м/с, V2- скорость перемещения каретки 4, м/с. Этот процесс будет происходить до полного вытеснения расплавленного металла (фиг. 4), при этом каретка 3 пройдет путь Нз, а каретка 4 пройдет путь и остановится при помощи регулируемого упора 16. Следовательно скорость перемещения каретки 3 будет равна
V,.
а скорость перемещения каретки 4 V2 .
где t - время перемещения каретки до полного вытеснения расплавленного металла.
Очевидно, что при этом пружина 14 сожмется на величину, равную перемещению каретки 4, т.е. Щ, а пружина 11 сожмется на величину, равную разности перемещений кареток 3 и 4, т.е.Нз-Н
Усилия пружин 11 и 14 достигнут величин соответственно:
H+Zr(H3-H4): Pi4-Zr H+Z2-H4,
где 2z - жесткость пружины 14..55
Как указывалось выше, при одновременном движении кареток 3 и 4 усилия пружин 11 и 14 равны, т.е.
После полного вытеснения расплавленного металла и остановки каретки 4 на упоре 16 привод 13 осадки сжимает свариваемые детали 7 и 8 с усилием, требуемым для сварки и значительно превышающим усилие сжатия пружин 11 и 14. В таком положении
детали 7 и 8 выдерживаются до полного остывания расплавленного металла, после чего извлекаются из зажимов 5 и 6. Привод 13 осадки и каретки 3 и 4 возвращаются в исходное положение. Цикл .
сварки закончен.
Например, для сварки алюминиевых трубок диаметром 6 мм требуется усилие сжатия 20 кг. Дуговой зазор Н равен 3 мм. Толщина расплавленного металла на торцах
деталей не превышает 0,2 мм. Скорость осадки на втором этапе должна составлять величину 0,1.,.0,2 от скорости первоначального закрытия дугового зазора, т.е. от скорости перемещения каретки 3
V(0,1,..0.2)Vi,
тогда скорость перемещения каретки 4 (0,1.J).2) Vi(0,9..A8) VL
Отношение жесткостей пружин 11 и 14 V1
, 1
-0,11. ..0,25
Zi V2 (0,9...0,8)Vi
1
Принимаем ,15Zi. Из конструктивных соображений и учитывая усилие сварки принимаем
кг/мм.
Пружина наружным диаметром 22 мм, диаметр проволоки 2,2 мм, число витков - 3, тогда жесткость второй пружины будет:
,15 кг/мм..
Такой жесткостью обладает пружина наружным диаметром 20 мм, диаметр проволоки 1,6 мм с числом витков - 7. При этом усилие сжатия пружины 11 будет равно
H+Zi (Нз-Н4)1 3+1 0,,2 кг,
что значительно меньше усилия сварки, и, следовательно, сопротивление пружин 11 и 14 существенного влияния на работу привода осадки не оказывает.
Предлагаемое техническое решение позволяет значительно упростить конструкцию механизма сжатия стыкосварочной машины с сохранением высокого качества сварки, присущего машинам, работающим по принципу осадки в два этапа, при этом отсутствие необходимости торможения быстро перемещающегося рабочего органа позволяет применять более быстродействующие по сравнению с гидравлическими приводы осадки, например электромагнитно-пружинные.
8 6
Формула изобретения
Механизм оплавления и осадки стыкосварочной машины, содержащий зажимы для свариваемых деталей, один из которых, установленный с возможностью возвратно- поступательного перемещения, связан с приводом оплавления и осадки, отличающийся тем, что, с целью упрощения конструкции, другой зажим установлен также с возможностью возвратно-поступательного перемещения, снабжен упорами для ограничения его перемещения и подпружинен в направлении перемещения с одной стороны относительно первого зажима, а с другой - относительно неподвижного основания машины посредством пружин, соотношение жесткости которых определяется из выражения
Z2
:Т
,1..АЗ,
где 7.2 - жесткость пружины, установленной между вторым зажимом и неподвижным основанием машины, кг/мм;
Zi - жесткость пружины, установленной между зажимами, кг/мм.
Фиг.З
Фиг4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварочное производство, № 2, 1977, с | |||
| Насос | 1917 |
|
SU13A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
