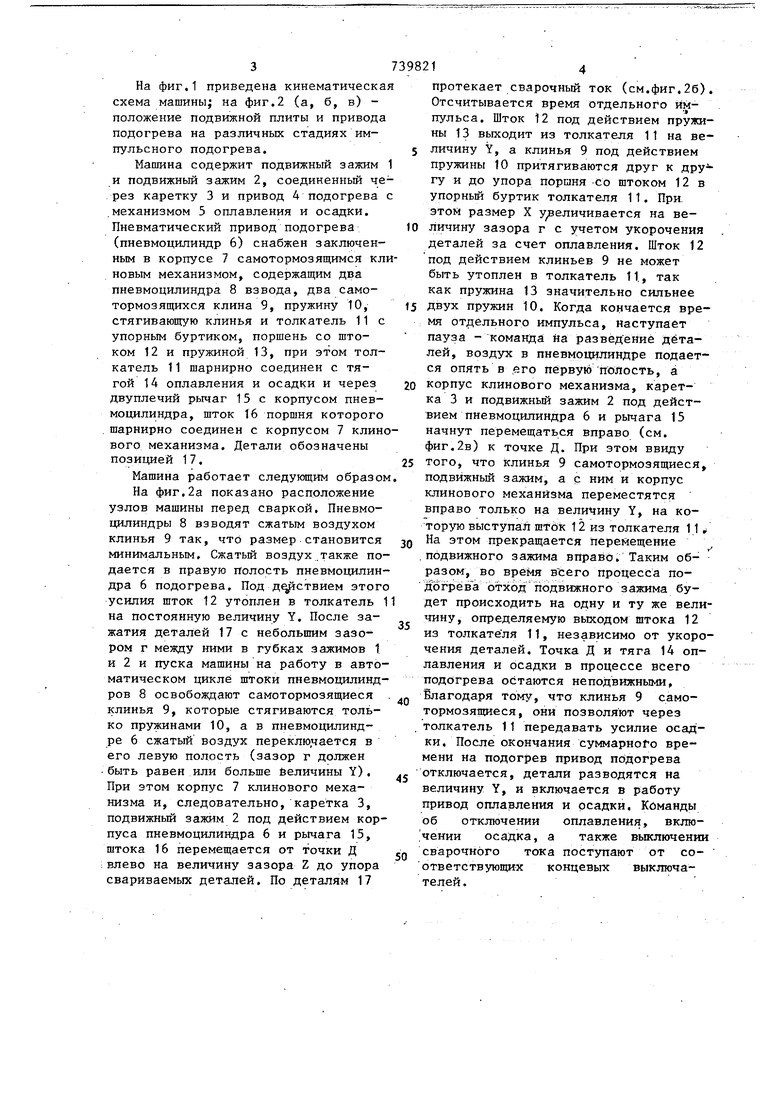
j; ; I Изобретение относится R-контактным стыковым машинам для сварки оплавлением с предварительным подогревом за счет возвратно-поступательных перемещений подвижного зажима. Изобретение может быть использовано в контактных стыковых машинах, работаю щих, например, с жестким управлением процессом подогрева по временной про грамме. Известна машина МСМ-150 с рычажным ручнь1м приводом подогрева и электромеханическим приводом оплавления и осадки. Привод подогрева выполнен в виде Г-образного рычага, связанного через тягу с подвижной частью машины. Оператор, воздействуя на большое плечо рычага, приводит к воз вратно-по с тупательньм перемещениям подвижную часть машины. Недостатком этой машины является невозможность обеспечения onepiaToром постоянного зазора между деталями при минимальном времени как при подогреве, так и при переходе от подогрева к оплавлению. Известна также модернизированная машина МСМУ-150 для сварки оплавлением с предварительным импульсным подогревом. В этой машине подогрев осуществляется пневматическими цилиндрами, расположенными на подшипниках машины, а поршни цилиндров связаны с направляющими мапшны, TIoдогрёВведется автоматически по жест кой временной программе от пневмоцилиндров машины. В машине предусмотрены два реле времени: первое дпя отсчета времени только подогрева второе - для включения двигателя оплавления. Второе реле включает двига тель оплавления ранее, чем закончится время подогрева. Однако эта машина не обеспечивает постоянного минимального отхода деталей при минимальном времени как при подогреве, так и при переходе от подогрева к оплавлению из-за колебания напряжения питающей сети.. При увеличении напряжения питающей сети повьштается укорочение деталей как за отдельный импульс подогрева, так и за весь цикл подогрева и поэтому переход к оплавлению несколько затягивается, т.е. увеличивается время между последним замыканием и началом оплавления от кулака. При снижении напряжения питающей се1ти уменьшается укорочение деталей при подогреве, что может привести к нарушению процесса сварки, так как кулак оплавления переведет детали в короткое замыкание в режиме сопротивления. Ввиду того, что в машине подогрев осуществляется от пневматических цилиндров, практически трудно получить постоянную малую скорость сближения деталей при подогреве. Повышенная скорость сближения деталей на средней стадии подогрева, и особенно в конечной его части, когда зазор между деталями увеличивается, приводит к нежелательному удару при встрече деталей. Удар влечет за собой смятие торцов, увеличение площади соприкосновения и нежелательное снижение переходного сопротивления деталь-деталь, что снижает эффективность нагрева деталей. Постоянный минимальный отход подвижного зажима в процессе подогрева необходим для предовтращения чрезмерного остывания свариваемых деталей в моменты их разведения; для уменьшения динамических нагрузок подвижной части машины в процессе подогрева, осуществляемого на частоте 3-8 Гц; для поддержания на достаточно высоком уровне величиныконтактного сопротивления в стыке свариваемьк деталей, а следовательно, и для более эффективного нагрева пристыковых (околостыковых) участков деталей. Известна также машина для контактной стыковой сварки оплавлением с импульсным подогревом, содержащая подвижньй и неподвижный зажимы для свариваемых деталей и пневматический привод подогрева, связанный тягой с приводом оплавления и осадки. Недостатком известной машины является то, что отход подвижной плиты от неподвижной на заданное расстояние осуществляется только в конце подогрева перед оплавлением. Это приводит к нежелательным ударам деталей в процессе импульсного подогрева и к преждевременному выходу из строя отдельных узлов машины, Цель изобретения -, повьш1ение наежности и увеличение срока службы онструкции, путем обеспечения постоянного отхода подвижной плиты от неподвижной в процессе импульсного одогрева. На фиг,1 приведена кинематическа схема машины; на фиг.2 (а, б, в) положение подвижной плиты и привода подогрева на различных стадиях импульсного подогрева. Машина содержит подвижный зажим и подвижный зажим 2, соединенный че рез каретку 3 и привод 4 подогрева механизмом 5 оплавления и осадки. Пневматический привод подогрева (пневмоцилиндр 6) снабжен заключенным в корпусе 7 самотормозящимся кл новым механизмом, содержащим два пневмоцилиндра 8 взвода, два самотормозящихся клина 9, пружину 10, стягивающую клинья и толкатель 11 с упорным буртиком, поршень со штоком 12 и пружиной 13, при этом толкатель 11 шарнирно соединен с тягой 14 оплавления и осадки и через двуплечий рычаг 15 с корпусом пневмоцилиндра, шток 16 поршня которого . шарнирно соединен с корпусом 7 клин вого механизма. Детали обозначены позицией 17, Машина работает следующим образо На фиг.2а показано расположение узлов машины перед сваркой. Пневмоцилиндры 8 взводят сжатым воздухом клинья 9 так, что размер становится минимальным. Сжатьй воздух .также по дается в правую полость пневмоцилин дра 6 подогрева. Под д ствием этог усилия шток 12 утоплен в толкатель на постоянную величину Y. После зажатия деталей 17 с небольшим зазором г между ними в губках зажимов 1 и 2 и пуска машины на работу в авто матическом цикле штоки пневмоцилинд ров 8 освобождают самотормозящиеся клинья 9, которые стягиваются только пружинами 10, а в пневмоцилиндре 6 сжатый воздух переклю,чается в его левую полость (зазор г должен быть равен или больше величины Y). При этом корпус 7 клинового механизма и, следовательно, каретка 3, подвижный зажим 2 под действием кор пуса пневмоцилиндра 6 и рычага 15, штока 16 перемещается от точки Д ; влево на величину зазора Z до упора свариваемых деталей. По деталям 17 протекает сварочный ток (см.фиг.2б). Отсчитывается время отдельного импульса. Шток 12 под действием пружины 13 выходит из толкателя 11 на величину Y, а клинья 9 под действием пружины 10 притягиваются друг к ДРУ ГУ и до упора пориня со штоком 12 в упорньй буртик толкателя 11. При. этом размер X увеличивается на величину зазора г с учетом укорочения деталей за Счет оплавления. Шток 12 под действием клиньев 9 не может быть утоплен в толкатель 11., так как пружина 13 значительно сильнее двух пружин 10. Когда кончается время отдельного импульса, наступа;ет пауза - команда на разведениё деталей, воздух в пневмоцилиндре подается опять в ,его первую полость, а корпус клинового механизма, каретка 3 и подвижный зажим 2 под действием пневмоцилиндра 6 и рычага 15 начнут перемещаться вправо (см. фиг.2в) к точке Д. При этом ввиду того, что клинья 9 самотормозящиеся, подвижный зажим, а с ним и корпус клинового механизма переместятся вправо только на величину Y, на которую выступал шТбк 12 из толкателя 11 На этом прекращается перемещение подвижного зажима вправо. Таким образом, во время всего процесса подбгрёва отход подвижного зажима будет происходить на одну и ту же величину, определяемую выходом штока 12 из толкателя 11, независимо от укорочения деталей. Точка Д и тяга 14 оплавления и осадки в процессе всего подогрева остаются неподвижными, Благодаря тому, что клинья 9 самотормозящиеся, они позволяют через толкатель 11 передавать усилие осадки. После окончания суммарного времени на подогрев привод подогрева отключается, детали разводятся на величину Y, и включается в работу привод оплавления и осадки. Команды об отключении оплавления, включении осадка, а также выключении сварочного тока поступают от соответствующих концевых выключателей.
J3 -.
1
/5
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1982 |
|
SU1191223A1 |
| Машина для контактной стыковой сварки оплавлением | 1984 |
|
SU1234109A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU872110A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |

МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОБОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ИМПУЛЬСНЫМ ПОДОГРЕВОМ, содержащая подвижньй и неподвижный зажимы для-свариваемых деталей и пневматический при вод подогрева, связанный тягой с приводом оплавления и осадки, отличающаяся тем, что, с целью повьшения надежности и увелич ний срока службы конструкции путем обеспечения постоянного отхода подвижной плиты от неподвижной в процессе импульсного подогрева,привод подогрева снабжен корпусом с самотормозящимся клиновым механизмом,выполненным в виде стянутых пружиной двух клиньев и взаимодействующего с ними посредством штока с подпружиненным- поршнем толкателя, и двуплечим рычагом, шарнирно связывающим корпус привода подогрева с толкателем и корпусом клинового механизма, при этом толкатель снабжен взаимодействующим с подпружиненным поршнем упорным буртиком, высота которого равна ходу подвижного зажима при разведении свариваемьпс деталей в процессе импульсного подогрева, толкатель соединен тягой с приводом оплавления и осадки, а шток привода подогрева шарнирно связан с корпусом клинового механизма, жестко соединенного с подвижной плитой машины.
| Гельман А.С | |||
| и др | |||
| Контактная стыковая сварка труб | |||
| Способ предохранения аэростатов и дирижаблей от атмосферных разрядов | 1925 |
|
SU1957A1 |
| Сорокин Е.С | |||
| и др | |||
| Устройство для автоматического подогрева к кон тактной стыковой машине | |||
| - Сварочное производство, 1975, № 6,с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
