Изобретение относится к производству строительных материалов и может быть использовано для формования строительных изделий из пластичных масс, например, асбестоцемента и аналогичных ему материалов.
Цель изобретения - повышение надежности и производительности.
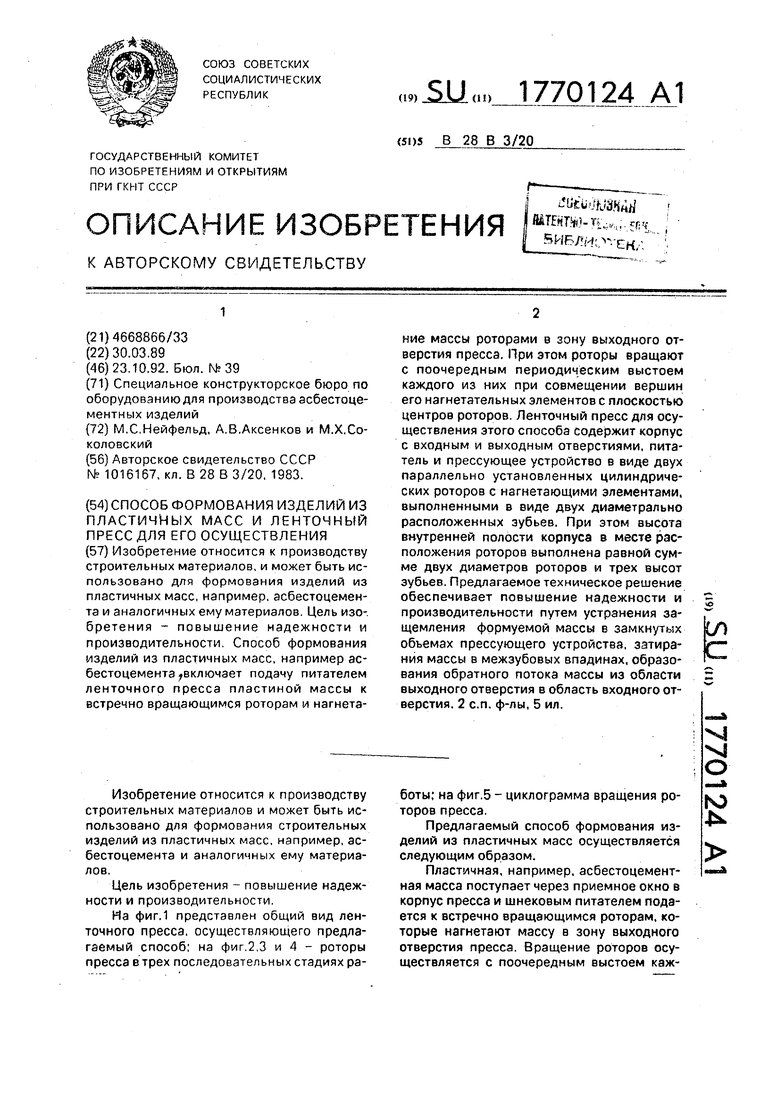
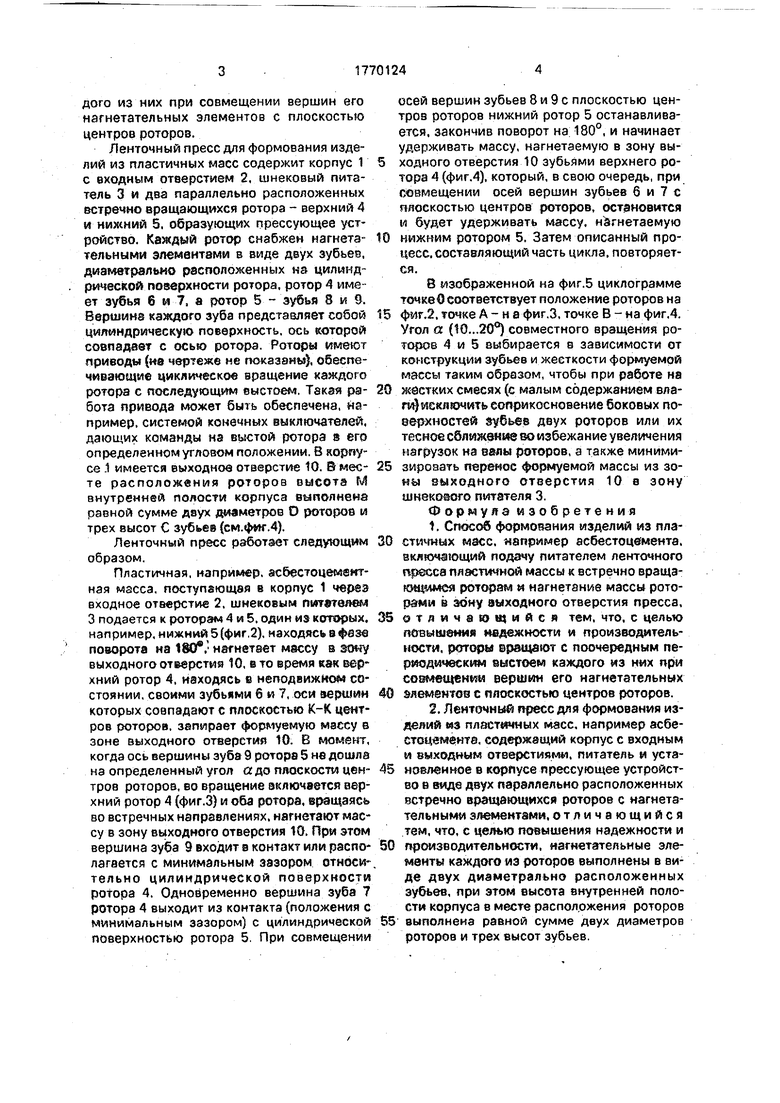
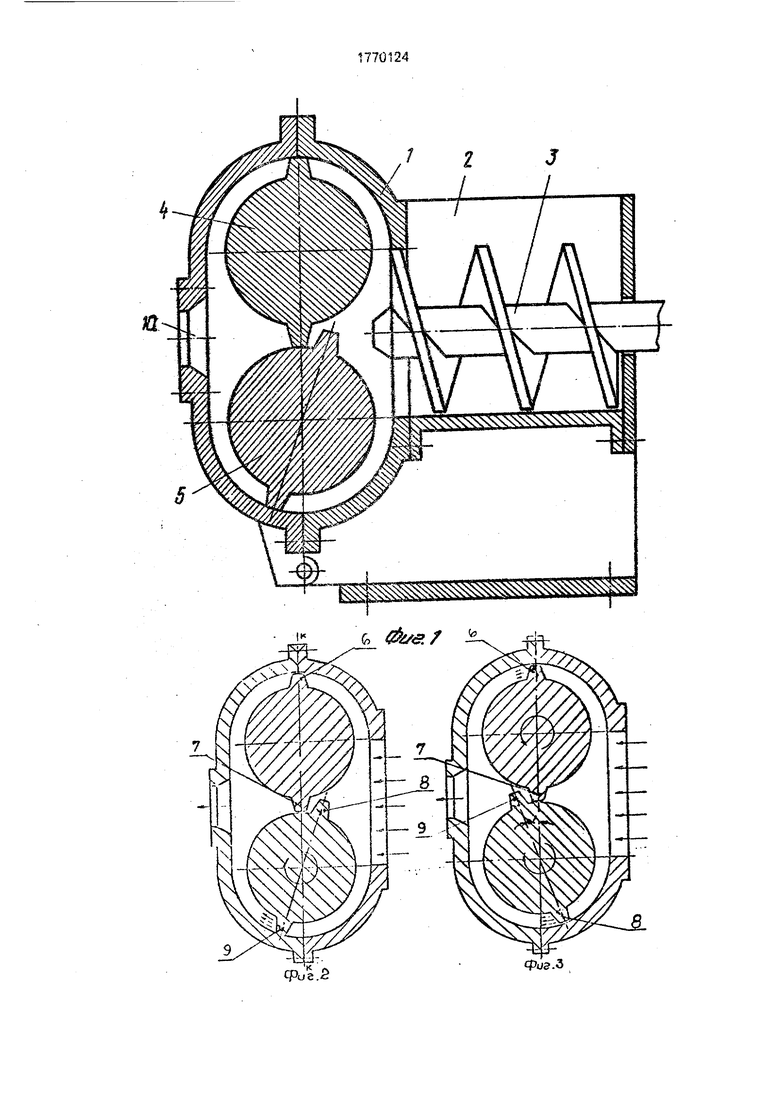
На фиг.1 представлен общий вид ленточного пресса, осуществляющего предлагаемый способ; на фиг.2,3 и 4 - роторы пресса в трех последовательных стадиях работы; на фиг.5 - циклограмма вращения роторов пресса.
Предлагаемый способ формования изделий из пластичных масс осуществляется следующим образом.
Пластичная, например, асбестоцемент- ная масса поступает через приемное окно в корпус пресса и шнековым питателем подается к встречно вращающимся роторам, которые нагнетают массу в зону выходного отверстия пресса. Вращение роторов осуществляется с поочередным выстоем кажXJ XI
О
ю
4
дого из них при совмещении вершин его нагнетательных элементов с плоскостью центров роторов.
Ленточный пресс для формования изделий из пластичных масс содержит корпус 1 с входным отверстием 2, шнековый питатель 3 и два параллельно расположенных встречно вращающихся ротора - верхний 4 и нижний 5. образующих прессующее устройство. Каждый ротор снабжен нагнетательными элементами в виде двух зубьев, диаметрально расположенных на цилиндрической поверхности ротора, ротор 4 имеет зубья 6 и 7, а ротор 5 - зубья 8 и 9. Вершина каждого зуба представляет собой цилиндрическую поверхность, ось которой совпадает с осью ротора. Роторы имеют приводы (ив чертеже не показаны), обеспечивающие циклическое вращение каждого ротора с последующим еыетоем, Такая работа привода может быть обеспечена, например, системой конечных выключателей, дающих команды на выстой ротора в его определен ном угловом положении. В корпусе .1 имеется выходное отверстие 10. В месте расположения роторов высота М внутренней полости корпуса выполнена равной сумме двух диаметров О роторов и трех высот С зубьев (см.фмг.4).
Ленточный пресс работает следующим образом.
Пластичная, например, асбестоцемент- ная масса, поступающая в корпус 1 через входное отверстие 2, шнековым пмтвтеяем 3 подается к роторам 4 и 5. один из которых, например, нижний 5 (фиг,2), находясь в фазе поворота на 180е/ нагнетает массу в зону выходного отверстия 10, в то время как верхний ротор 4, находясь в неподвижном состоянии, своими зубьями 6 и 7, оси зершии которых совпадают с плоскостью К-К цент- ров роторов, запирает формуемую массу в зоне выходного отверстия 10. В момент, когда ось вершины зуба 9 ротора 5 не дошла на определенный угол ct до плоскости центров роторов, во вращение включается верхний ротор 4 (фиг.З) и оба ротора, вращаясь во встречных направлениях, нагнетают массу в зону выходного отверстия 10. При этом вершина зуба 9 входит в контакт или располагается с минимальным зазором относительно цилиндрической поверхности ротора 4. Одновременно вершина зуба 7 ротора 4 выходит из контакта (положения с минимальным зазором) с цилиндрической поверхностью ротора 5. При совмещении
осей вершин зубьев 8 и 9 с плоскостью центров роторов нижний ротор 5 останавливается, закончив поворот на 180°, и начинает удерживать массу, нагнетаемую в зону выходного отверстия 10 зубьями верхнего ротора 4 (фиг.4), который, в свою очередь, при совмещении осей вершин зубьев б и 7 с плоскостью центров роторов, остановится и будет удерживать массу, нагнетаемую
нижним ротором 5. Затем описанный процесс, составляющий часть цикла, повторяется.
8 изображенной на фиг.5 циклограмме точке0 соответствует положение роторов на
фиг.2, точке А - н а фиг.З, точке В - на фиг.4. Угол а (10...20°) совместного вращения роторов 4 и 5 выбирается в зависимости от конструкции зубьев и жесткости формуемой массы таким образом, чтобы при работе на
жестких смесях (с малым содержанием влаги-} исключить соприкосновение боковых поверхностей зубьев двух роторов или их тесное сближение во избежание увеличения нагрузок на валы роторов, а также минимизироаать перенос формуемой массы из зоны выходного отверстия 10 в зону шнек&аого питателя 3.
Формула изобретения
1.Способ формования изделий из пла- стичных масс, «апример асбестоцемента.
включающий подачу питателем ленточного пресса пластичной массы к встречно враща- юи$4мся роторам и нагнетание массы роторами в зону выходного отверстия пресса,
отличающийся тем, что, с целью повышений надежности и производительности, роторы вращают с поочередным периодическим выстоем каждого из них при совмещении вершин его нагнетательных
элементов с плоскостью центров роторов.
2.Ленточный пресс для формования изделий из пластичных масс, например асбестоцементе, содержащий корпус с входным и выходным отверстиями, питатель и устаноеленное в корпусе прессующее устройство в виде двух параллельно расположенных встречно вращающихся роторов с нагнетательными элементами, отличающийся тем, что, с целью повышения надежности и
производительности, нагнетательные элементы каждого из роторов выполнены в виде двух диаметрально расположенных зубьев, при этом высота внутренней полости корпуса в месте расположения роторов
выполнена равной сумме двух диаметров роторов и трех высот зубьев.
е впф
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Ленточный пресс для формования изделий из пластичных масс | 1987 |
|
SU1470517A1 |
| ШНЕКОВЫЙ ПРЕСС | 2021 |
|
RU2772394C1 |
| Ленточный пресс для формования пластичных масс | 1982 |
|
SU1080970A1 |
| Ленточный пресс | 1982 |
|
SU1031731A1 |
| Пресс для ленточного формования строительных изделий | 1953 |
|
SU130386A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЖГУТОВ ИЗ КОНФЕТНЫХ МАСС С КРУПНОДИСПЕРСНЫМИ КОМПОНЕНТАМИ | 1992 |
|
RU2048116C1 |
| Пресс роторный ленточный | 1990 |
|
SU1760977A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262232C2 |
| Ленточный пресс формования керамических изделий | 1979 |
|
SU867652A1 |

Изобретение относится к производству строительных материалов, и может быть использовано для формования изделий из пластичных масс, например, асбестоцемента и аналогичных ему материалов. Цель изобретения - повышение надежности и производительности. Способ формования изделий из пластичных масс, например асбестоцемента включает подачу питателем ленточного пресса пластиной массы к встречно вращающимся роторам и нагнетание массы роторами в зону выходного отверстия пресса. При этом роторы вращают с поочередным периодическим выстоем каждого из них при совмещении вершин его нагнетательных элементов с плоскостью центров роторов. Ленточный пресс для осуществления этого способа содержит корпус с входным и выходным отверстиями, питатель и прессующее устройство в виде двух параллельно установленных цилиндрических роторов с нагнетающими элементами, выполненными в виде двух диаметрально расположенных зубьев. При этом высота внутренней полости корпуса в месте расположения роторов выполнена равной сумме двух диаметров роторов и трех высот зубьев. Предлагаемое техническое решение обеспечивает повышение надежности и производительности путем устранения защемления формуемой массы в замкнутых объемах прессующего устройства, затирания массы в межзубовых впадинах, образования обратного потока массы из области выходного отверстия в область входного отверстия, 2 с.п. ф-лы, 5 ил. LO
fc-еюш
Ј
ФУГ. 4
Porapbt 6«jf f4Uto
fiutyHw
.5
Циклы
| Вакуум-пресс | 1980 |
|
SU1016167A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
