Изобретение относится к области производства тонколистовых изделий, например, отрезных и прорезных фрез, и пил по дереву, в частности к механизации их правки и охлаждения при термообработке.
Целью изобретения является упрощение конструкции путем исключения аппаратуры управления.
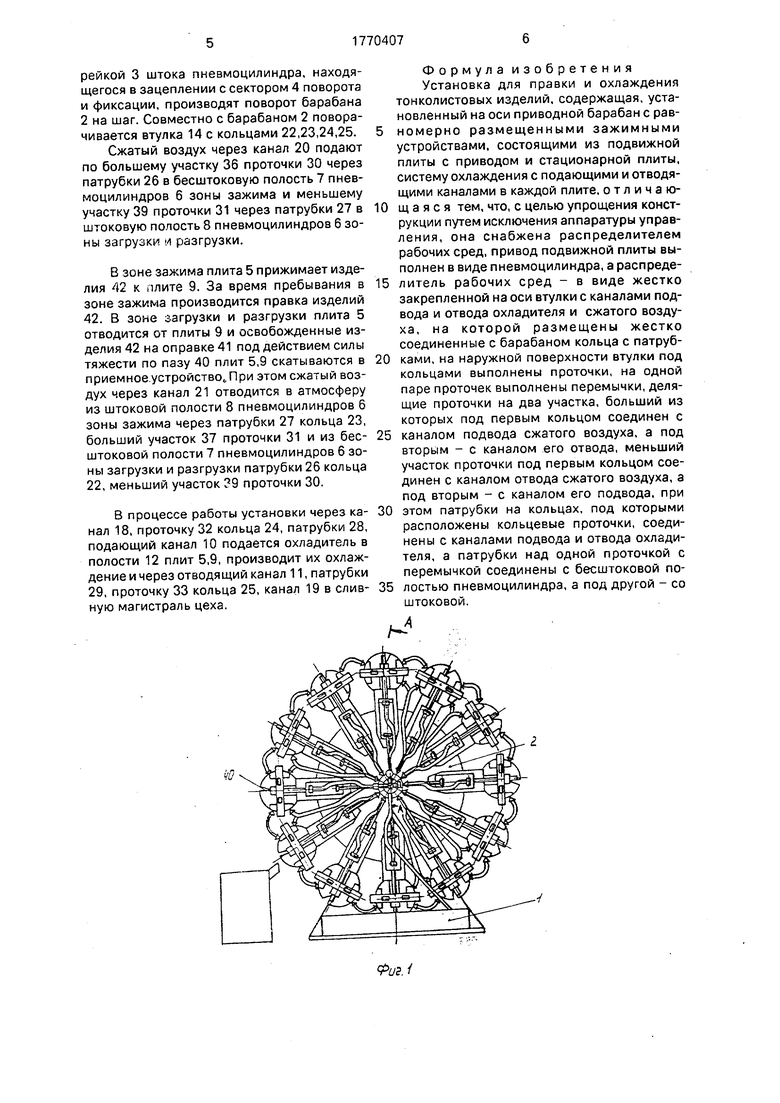
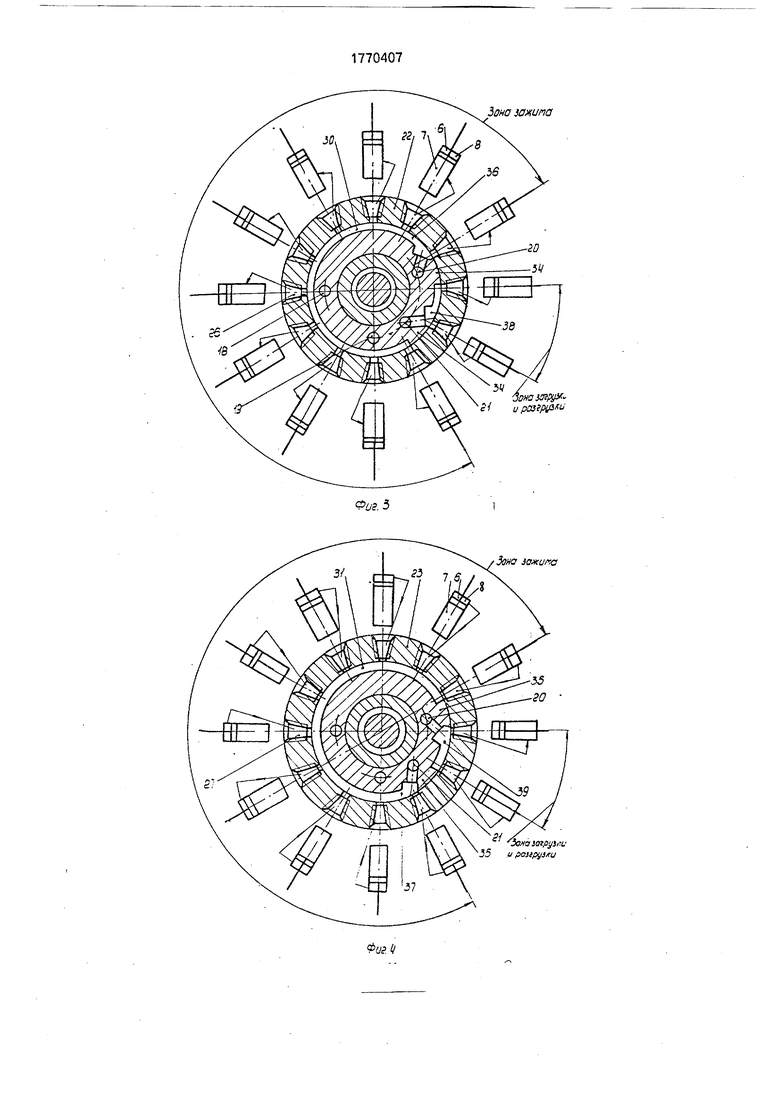
На фиг. 1 изображена установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3,4 - схема работы пневмоцилиндров; на фиг. 5,6 - схема подвода и отвода охладителя.
Установка для правки и охлаждения тонколистовых изделий, преимущественно прорезных и отрезных фрез и пил по дереву, содержит основание 1, установленный на нем барабан 2 с приводом вращения, выполненном в виде пневмоцилиндра стормо- жением (на чертеже не показан), конец штока которого имеет рейку 3, находящуюся в зацеплении с сектором 4 поворота и фиксации, и с равномерно размещенными зажимными устройствами, каждое из которых состоит из подвижной плиты 5 с приводом в виде пневмоцилиндра 6 с бесштоковой 7 и штоковой 8 полостями и неподвижной плиты 9, систему охлаждения с подающими 10 и отводящими 11 каналами и полостями 12 в плитах 5,9, распределитель рабочих сред в виде закрепленной на оси 13 и на втулке 14 с фланцами 15,16 неподвижной втулки 17 с каналами 18,19 подвода и отвода охладителя плит 5,9 и с каналами 20,21 подвода и отвода сжатого воздуха пневмоцилиндров 6. На втулке 17 размещены кольца 22,23,24,25 с патрубками 26,27,28,29, жестко связанные между собой и с фланцем 15 втулки 14, фланец 16 которой жестко соединен с барабаном 2.
На наружной поверхности втулки 17 под кольцами 22,23,24,25 выполнены проточки 30,31.32,33.
На проточках 30,31 выполнены перемычки 34,35, делящие каждую из них на два участка - больший 36,37 и меньший 38,39. Больший участок 36 проточки 30 под кольцом 22 соединен с каналом 20 подвода сжатого воздуха, а больший участок 37 проточки
31 под кольцом 32 - с каналом 21 его отвода.
Меньший участок 38 проточки 30 под
кольцом 22 соединен с каналом 21 отвода
сжатого воздуха, а меньший участок 39 проточки 31 под кольцом 23 - с каналом 20 его подвода.
Проточки 32,33 под кольцами 24,25 выполнены кольцевыми. Проточка 32 соединена с каналом 18 для подвода охладителя, а
проточка 33 - с каналом 19 для отвода охладителя.
Патрубки 26 на кольце 22 соединены с бесштоковой полостью 7 пневмоцилиндрое 6, а патрубки 27 на кольце 23 - со штоковой
полостью 8 пневмоцилиндров 6. Патрубку 28 на кольце 24 соединены с подающими каналами 10, патрубки 29 на кольце 25 - с отводящими каналами 11.
Плиты 5,9 имеют наклонный паз 40 по;:
установку стержневой оправки 41 с издели ями 42.
Установка работает следующим обра зом.
Перед началом работы установки в за
жимных устройствах в зоне загрузки и раз грузки плита 5 отведена от плиты 9, в зоне зажима - подведена.
В зоне загрузки набор изделий 42 н стержневой справке 41 после нагрева в со
ляной ванне (на чертеже не показана) наве шивают на паз 40 плит 5,9. После чеп
рейкой 3 штока пневмоцилиндра, находящегося в зацеплении с сектором 4 поворота и фиксации, производят поворот барабана 2 на шаг. Совместно с барабаном 2 поворачивается втулка 14 с кольцами 22,23,24,25. Сжатый воздух через канал 20 подают по большему участку 36 проточки 30 через патрубки 26 в бесштоковую полость 7 пнев- моцилиндров 6 зоны зажима и меньшему участку 39 проточки 31 через патрубки 27 в штоковую полость 8 пневмоцилиндров 6 зоны загрузки л разгрузки.
В зоне зажима плита 5 прижимает изделия 42 к плите 9. За время пребывания в зоне зажима производится правка изделий 42. В зоне загрузки и разгрузки плита 5 отводится от плиты 9 и освобожденные изделия 42 на оправке 41 под действием силы тяжести по пазу 40 плит 5,9 скатываются в приемное.устройство„При этом сжатый воздух через канал 21 отводится в атмосферу из штоковой полости 8 пневмоцилиндров 6 зоны зажима через патрубки 27 кольца 23, больший участок 37 проточки 31 и из бес- штоковой полости 7 пневмоцилиндров 6 зоны загрузки и разгрузки патрубки 26 кольца 22, меньший участок 9 проточки 30.
В процессе работы установки через канал 18, проточку 32 кольца 24, патрубки 28, подающий канал 10 подается охладитель в полости 12 плит 5,9, производит их охлаждение и через отводящий канал 11, патрубки 29, проточку 33 кольца 25, канал 19 в сливную магистраль цеха.
Формула изобретения Установка для правки и охлаждения тонколистовых изделий, содержащая, установленный на оси приводной барабан с равномерно размещенными зажимными устройствами, состоящими из подвижной плиты с приводом и стационарной плиты, систему охлаждения с подающими и отводящими каналами в каждой плите, отличающ а я с я тем, что, с целью упрощения конструкции путем исключения аппаратуры управления, она снабжена распределителем рабочих сред, привод подвижной плиты выполнен в виде пневмоцилиндра, а распределитель рабочих сред - в виде жестко закрепленной на оси втулки с каналами подвода и отвода охладителя и сжатого воздуха, на которой размещены жестко соединенные с барабаном кольца с патрубками, на наружной поверхности втулки под кольцами выполнены проточки, на одной паре проточек выполнены перемычки, делящие проточки на два участка, больший из которых под первым кольцом соединен с
каналом подвода сжатого воздуха, а под вторым - с каналом его отвода, меньший участок проточки под первым кольцом соединен с каналом отвода сжатого воздуха, а под вторым - с каналом его подвода, при
этом патрубки на кольцах, под которыми расположены кольцевые проточки, соединены с каналами подвода и отвода охладителя, а патрубки над одной проточкой с перемычкой соединены с бесштоковой полостью пневмоцилиндра, а под другой - со штоковой.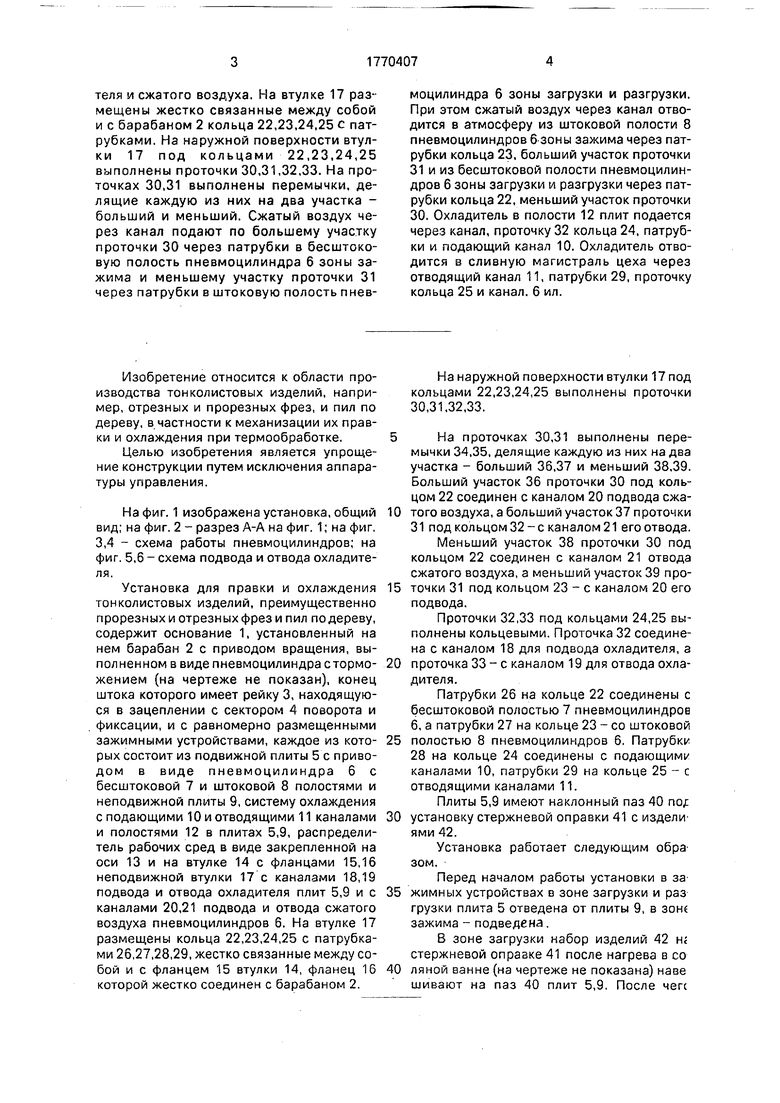
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ МОДУЛЬ ДЛЯ ПРИВОДА ОТКРЫВАНИЯ ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2249662C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Механизм шагового перемещения по направляющей | 1990 |
|
SU1801853A1 |
| ЭЛЕКТРОПНЕВМОПРИВОД ОТКРЫВАНИЯ ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2261977C1 |
| Газопоршневой двигатель электроагрегата | 2023 |
|
RU2802562C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2330756C1 |
| Вращающийся пневмоцилиндр | 1990 |
|
SU1797523A3 |
| Блок пневматических устройств | 1979 |
|
SU939854A1 |
| Водоохлаждаемый поддон кристаллизатора | 1976 |
|
SU662596A1 |
| Манипулятор | 1979 |
|
SU837857A1 |
Сущность изобретения: установка содержит приводной барабан 2 с зажимными устройствами, систему охлаждения, распределитель рабочих сред. Каждое зажимное устройство содержит подвижную плиту 5 с приводом в виде пневмоцилиндра б и неподвижную плиту 9. Система охлаждения содержит подающие и отводящие каналы 10,11, соединенные с полостями 12 в плитах 5,9. Распределитель рабочих сред содержит закрепленную на оси 13 неподвижную втулку 17 с каналами подвода и отвода охлади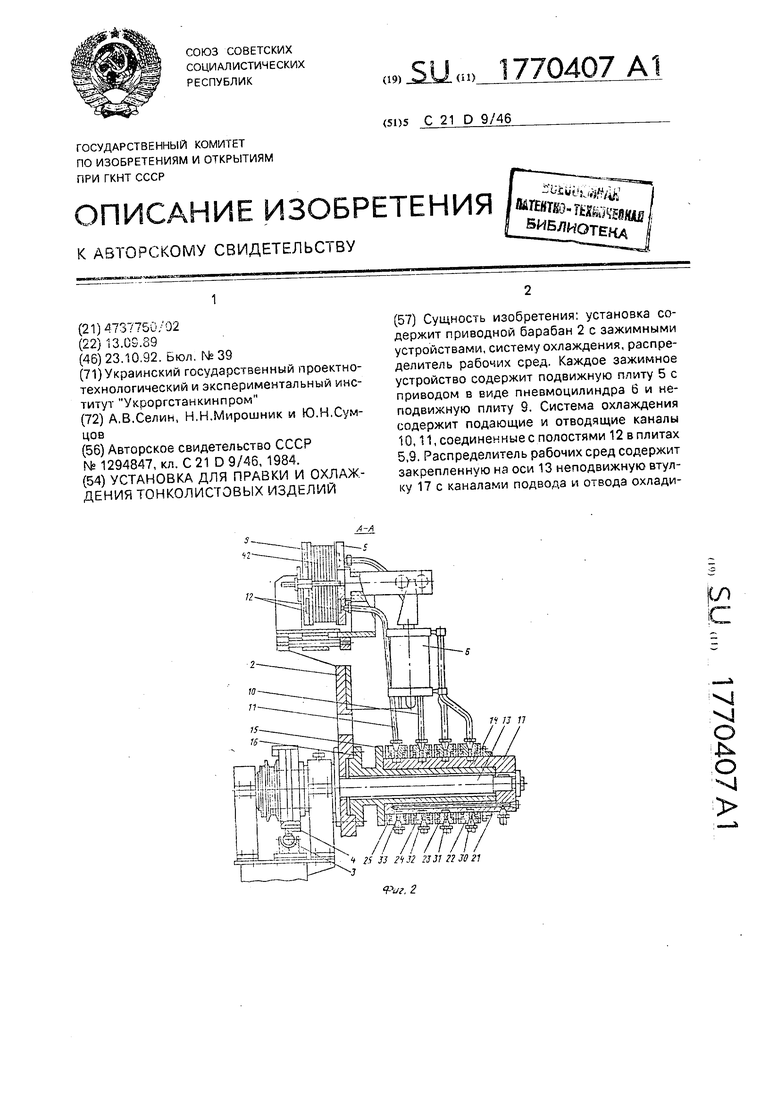
Зона зажила
Xх
3V /
Зона хярух с up&fplflM
Зона захипа
5онэ latpyiw
35 и ftoapyjxu
.Ъ
,58 3V/11 и
Q
rt p. 5
//
| Агрегат для правки и закалки деталей | 1984 |
|
SU1294847A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
