I
Изобретение относится к литейному производству, в частности к литью но выплавляемым моделям, литью под давлением, и может быть использовано в нронзводстве пластмассовых изделий и деталей из керамики.
Известиа иресс-форма для изготовления пластмассовых изделий, содержащая пуансон и матрипу с расположенной в ней пневматической выталкнвающей системой с подвижным клапаном, который выполнен в виде штока поршня пневмоцнлиндра, закрепленного на матрице и снабженного воздухопроводом с распределительным краном для нодвода воздуха в штоковую и бесштоковую полости пневмоцилиндра 1.
Недостатками такой пресс-формы являются ненадежность в работе и вероятность получения изделий с дефектами.
При выталкивании возможные перекосы изделия приводят к его заклиниванию в формообразующей полости, а сжатый воздух в силу упругих свойств не может преодолеть возникающие сопротивления и вытолкнуть изделие из пресс-формы. В зазоры между подвижным клапаном и посадочным отверстием при наличии неплотностей в распреде лительном крапе проникает сжатый воздух, в результате чего при запрессовке в формообразующую полость расплавленного материала избыточный воздух собирается в воздушные пузырьки (поры) и поверхностные раковины, приводящие к браку изде.тий.
Известна пресс-форма для литья под давлением, содержащая подвижную и неподвижную полуформы, нлнту выталкивания с толкателями и коптртолкателями 2J.
При раскрывании пресс-формы плита выталкивателей останавливается упорами машины, в то время как полуформа продолжает
двигаться и пропсходит выталкивание отливки. Установка выталкивателей в рабочее положеппе осуществляется контртолкателями. Данная пресс-форма является наиболее
близкой к изобретению по технической сущности и достигаемому результату.
Однако указанная пресс-фор.ма не надежна в работе при изготовлении сложных по форме изделий из легкоплавких материалов, когда количество выступающих частей модели над разъемом в неподвижной и подвижной полуформах примерно одинаково. Плита вы талкивания в пресс-форме размещена в подвижной полуформе, поэтому при случайных
зависаниях изделия в неподвижной полуформе его приходится извлекать из пресс-формы вручную. При изготовлении в пресс-форме легконлавких моделей с наличием тонкостенных ребер и местных выступов возмол на их
частичная поломка (отрыв от модели) в той
полуформе, где плита выталкивания отсутствует.
Целые изобретения является повышение иаделсности извлечения выплавляемых моделей из пресс-формы.
Это достигается тем, что плита выталкивания выиолнена в виде поршня пневмоцилиндра.
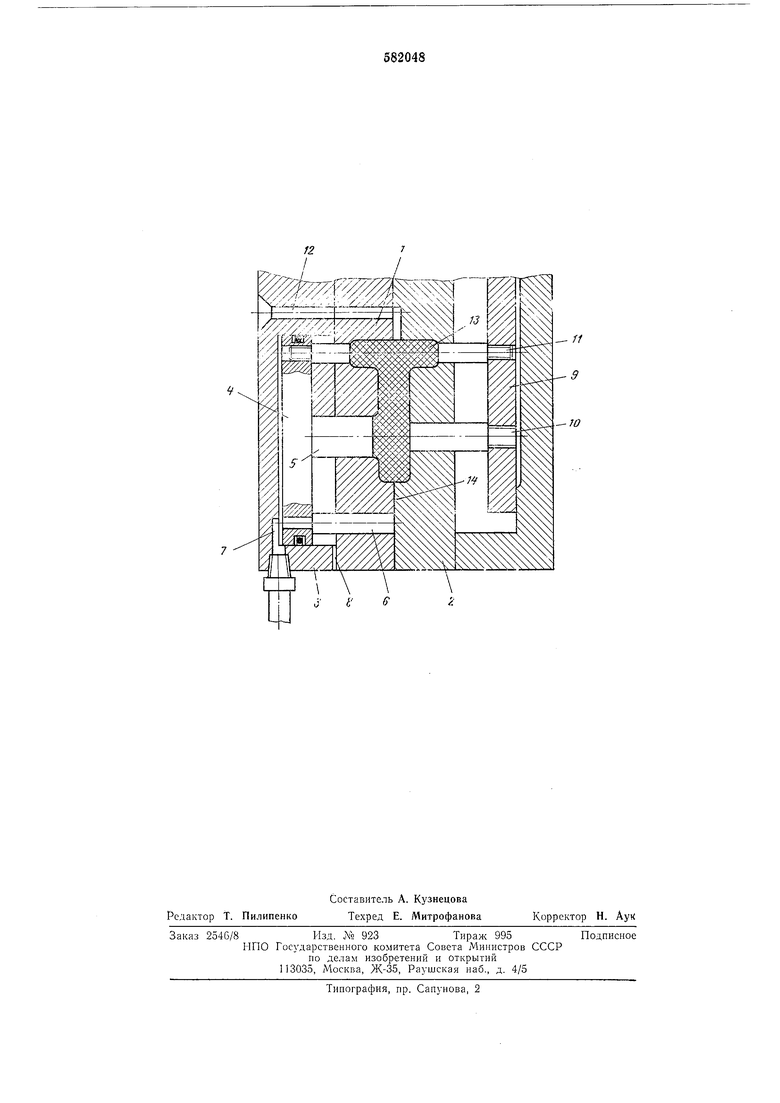
На чертеже изображена предлагаемая пресс-форма, разрез.
Пресс-форма содержит подвижную 1 и неподвижную 2 иолуформы. В подвижной полуформе установлены пневмоцилиндр 3 с поршнем 4, к которому прикреплены толкатели 5 и контртолкателп 6. Бесштоковая полость пневмоцилиндра 3 соединена с каналом 7 для подвода и отвода сжатого воздуха, а штоковая иолость - с каналом 8, имеюш,им выход в атмосферу. В иеподвижпой иолуформе 2 установлена плита 9 с толкателями 10 и И. Модельиая масса подается в ирессформу через мазепровод 12.
После затвердевания модели 12 одповременио через распределитель сжатый воздух подается в ппевмоцилиндр, перемещающий подвижную полуформу 1, и через канал 7 - в бесштоковую полость пиевмопилиндра 3. Поршень 4, а вместе с ним толкатели 5 остаются неподвижиыми относительно движущейся иолуформы 1 благодаря тому, что контртолкатели 6 одним концом упираются в плоскость 14 разъема неподвижной иолуформы 2. Все это обесиечивает плавиый выход модели 13 из полуформы 1.
Воздух, находящийся в штоковой полости пневмоцилиндра, удаляется через канал 8, облегчая движеиие иоршня 4 до упора.
После развода полуформ на определенное расстояние модель 13 извлекается из неподвижной полуформы толкателями 10 и И благодаря тому, что двил ;ущиеся толкательные щпильки автомата модельных звеньев упираются в плиту 9. Освобожденная модель падает в водяной конвейер.
При смыкании иолуформ контртолкатели, упираясь в иолость 14 разъема иолуформы 2, возвращают поршеиь 4 и жестко связанные с иим выталкиватели 5 в исходиое положение.
Воздух из бесштоковой полости удаляется через кранал 7 на сброс.
При случайном попадании в штоковую полость сжатого воздуха он удаляется через канал 8, где предохраняет формообразующую иолость от избыточного давления в момепт запрессовки модельного состава.
Испытания показали высокую наделсность в работе пресс-формы при изготовлении весьма сложных моделей на автоматах карусельного тина конструкции НИИТАавтопрома, производительность повысилась на 12,5%.
Формула изобретения
Пресс-форма для изготовления выплавляемых моделей, содержащая неподвил ную и подвил ную полуформы, выталкивающую плиту с толкателями и контртолкателями, отличающаяся тем, что, с целью повышения надел ности извлечеиия выплавляемых моделей из пресс-формы, выталкивающая илита выполнена в виде иоршия нневмоцилиндра.
РГсточники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР XQ 318479, кл. В 29С 7/00, 1968.
2.Литье иод давлением. Инженерная монография иод ред. Л. И. Винберга. М., «Мингиз, 1962, с. 177-180, фиг. 94.
-//
Э
-ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1281336A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| Прессформа для изготовления выплавляемых моделей | 1974 |
|
SU526437A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU654347A1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU740399A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1683862A1 |
| Пресс-форма | 1978 |
|
SU770643A1 |