Изобретение относится к оборудованию швейного производства.
Цель изобретения - повышение производительности за счет повышения надежности.
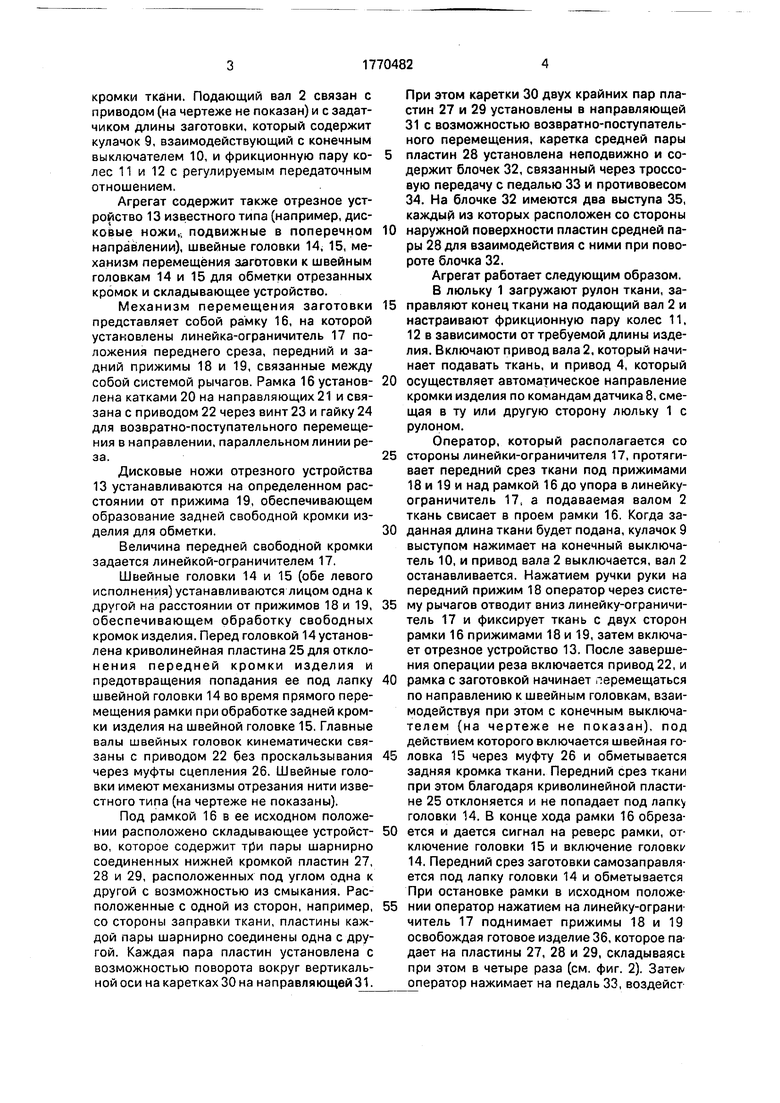
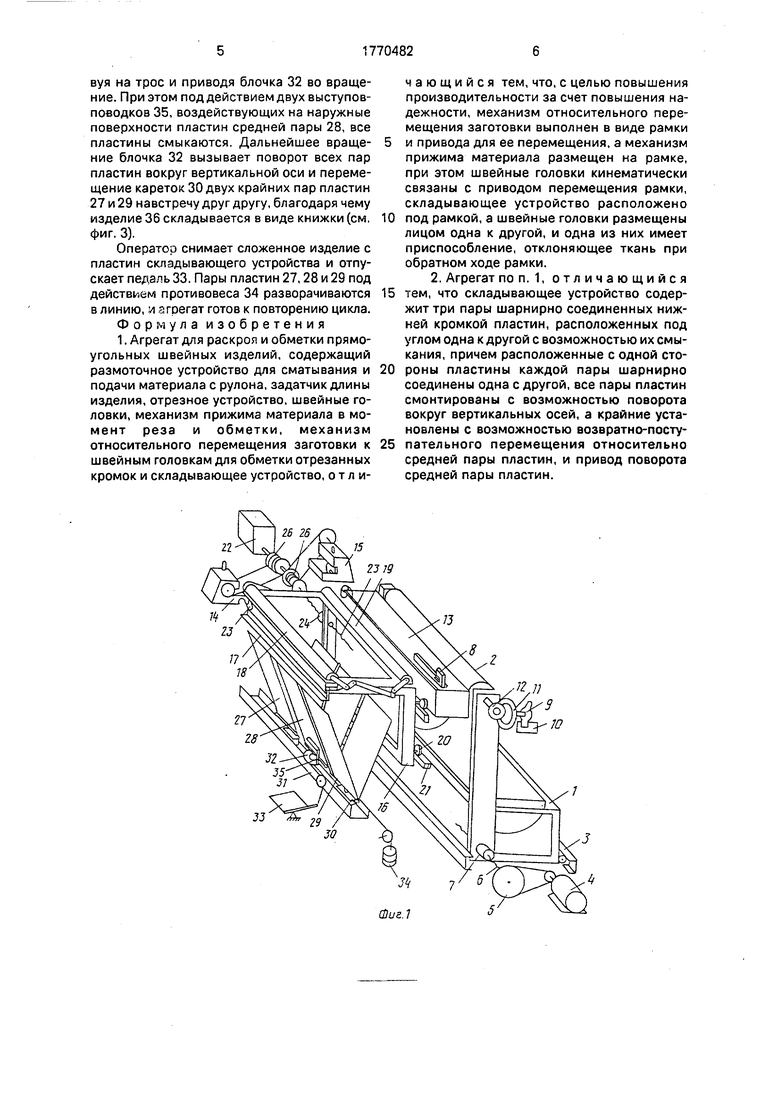
На фиг. 1 показан аппарат для раскроя и обметки прямоугольных изделий в аксонометрии; на фиг. 2 - складывающее устройство; на фиг. 3 - сложенное изделие.
Агрегат согласно изобретению содержит размоточное устройство, выполненное в виде люльки 1 для размещения рулона ткани и приводного подающего вала 2. Для придания разматываемой ткани необходимой ориентации люлька 1 подвижно установлена на направляющих 3 и связана с приводом 4 через передачу 5, винт 6 и гайку 7. Работа привода 4 (включение и выключение) регулируется датчиком 8 положения
кромки ткани. Подающий вал 2 связан с приводом (на чертеже не показан) и с задат- чиком длины заготовки, который содержит кулачок 9, взаимодействующий с конечным выключателем 10, и фрикционную пару колес 11 и 12 с регулируемым передаточным отношением.
Агрегат содержит также отрезное устройство 13 известного типа (например, дисковые ножи,, подвижные в поперечном направлении), швейные головки 14, 15, механизм перемещения ааготовки к швейным головкам 14 и 15 для обметки отрезанных кромок и складывающее устройство.
Механизм перемещения заготовки представляет собой рамку 16, на которой установлены линейка-ограничитель 17 положения переднего среза, передний и задний прижимы 18 и 19, связанные между собой системой рычагов. Рамка 16 установлена катками 20 на направляющих 21 и связана с приводом 22 через винт 23 и гайку 24 для возвратно-поступательного перемещения в направлении, параллельном линии реза.
Дисковые ножи отрезного устройства 13 устанавливаются на определенном расстоянии от прижима 19, обеспечивающем образование задней свободной кромки изделия для обметки.
Величина передней свободной кромки задается линейкой-ограничителем 17.
Швейные головки 14 и 15 (обе левого исполнения) устанавливаются лицом одна к другой на расстоянии от прижимов 18 и 19, обеспечивающем обработку свободных кромок изделия. Перед головкой 14 установлена криволинейная пластина 25 для откло- нения передней кромки изделия и предотвращения попадания ее под лапку швейной головки 14 во время прямого перемещения рамки при обработке задней кромки изделия на швейной головке 15, Главные валы швейных головок кинематически связаны с приводом 22 без проскальзывания через муфты сцепления 26. Швейные головки имеют механизмы отрезания нити известного типа (на чертеже не показаны).
Под рамкой 16 в ее исходном положении расположено складывающее устройство, которое содержит три пары шарнирно соединенных нижней кромкой пластин 27, 28 и 29, расположенных под углом одна к другой с возможностью из смыкания. Расположенные с одной из сторон, например, со стороны заправки ткани, пластины каждой пары шарнирно соединены одна с другой. Каждая пара пластин установлена с возможностью поворота вокруг вертикальной оси на каретках 30 на направляющей 31.
При этом каретки 30 двух крайних пар пластин 27 и 29 установлены в направляющей 31 с возможностью возвратно-поступательного перемещения, каретка средней пары
5 пластин 28 установлена неподвижно и содержит блочек 32, связанный через троссо- вую передачу с педалью 33 и противовесом 34. На блочке 32 имеются два выступа 35, каждый из которых расположен со стороны
0 наружной поверхности пластин средней пары 28 для взаимодействия с ними при повороте блочка 32.
Агрегат работает следующим образом. В люльку 1 загружают рулон ткани, за5 правляют конец ткани на подающий вал 2 и настраивают фрикционную пару колес 11, 12 в зависимости от требуемой длины изделия. Включают привод вала 2, который начинает подавать ткань, и привод 4, который
0 осуществляет автоматическое направление кромки изделия по командам датчика 8, смещая в ту или другую сторону люльку 1 с рулоном.
Оператор, который располагается со
5 стороны линейки-ограничителя 17, протягивает передний срез ткани под прижимами 18 и 19 и над рамкой 16 до упора в линейку- ограничитель 17. а подаваемая валом 2 ткань свисает в проем рамки 16. Когда за0 данная длина ткани будет подана, кулачок 9 выступом нажимает на конечный выключатель 10, и привод вала 2 выключается, вал 2 останавливается. Нажатием ручки руки на передний прижим 18 оператор через систе5 му рычагов отводит вниз линейку-ограничитель 17 и фиксирует ткань с двух сторон рамки 16 прижимами 18 и 19, затем включает отрезное устройство 13. После завершения операции реза включается привод 22, и
0 рамка с заготовкой начинает перемещаться по направлению к швейным головкам, взаимодействуя при этом с конечным выключателем (на чертеже не показан), под действием которого включается швейная го5 ловка 15 через муфту 26 и обметывается задняя кромка ткани. Передний срез ткани при этом благодаря криволинейной пластине 25 отклоняется и не попадает под лапк головки 14. В конце хода рамки 16 обреза0 ется и дается сигнал на реверс рамки, отключение головки 15 и включение ГОЛОВКУ 14. Передний срез заготовки самозаправляется под лапку головки 14 и обметывается При остановке рамки в исходном положе5 нии оператор нажатием на линейку-ограничитель 17 поднимает прижимы 18 и 19 освобождая готовое изделие 36, которое падает на пластины 27, 28 и 29, складываясь при этом в четыре раза (см. фиг. 2). Зате
оператор нажимает на педаль 33, воздейст
вуя на трос и приводя блочка 32 во вращение. При этом под действием двух выступов- поводков 35, воздействующих на наружные поверхности пластин средней пары 28, все пластины смыкаются. Дальнейшее враще- ние блочка 32 вызывает поворот всех пар пластин вокруг вертикальной оси и перемещение кареток 30 двух крайних пар пластин 27 и 29 навстречу друг другу, благодаря чему изделие 36 складывается в виде книжки (см, фиг. 3).
Оператор снимает сложенное изделие с пластин складывающего устройства и отпускает педаль 33. Пары пластин 27,28 и 29 под действием противовеса 34 разворачиваются в линию, и агрегат готов к повторению цикла. Формула изобретения 1. Агрегат для раскроя и обметки прямоугольных швейных изделий, содержащий размоточное устройство для сматывания и подачи материала с рулона, задатчик длины изделия, отрезное устройство, швейные головки, механизм прижима материала в момент реза и обметки, механизм относительного перемещения заготовки к швейным головкам для обметки отрезанных кромок и складывающее устройство, отличающийся тем, что, с целью повышения производительности за счет повышения надежности, механизм относительного перемещения заготовки выполнен в виде рамки и привода для ее перемещения, а механизм прижима материала размещен на рамке, при этом швейные головки кинематически связаны с приводом перемещения рамки, складывающее устройство расположено под рамкой, а швейные головки размещены лицом одна к другой, и одна из них имеет приспособление, отклоняющее ткань при обратном ходе рамки.
2. Агрегат по п. 1, отличающийся тем, что складывающее устройство содержит три пары шарнирно соединенных нижней кромкой пластин, расположенных под углом одна к другой с возможностью их смыкания, причем расположенные с одной стороны пластины каждой пары шарнирно соединены одна с другой, все пары пластин смонтированы с возможностью поворота вокруг вертикальных осей, а крайние установлены с возможностью возвратно-поступательного перемещения относительно средней пары пластин, и привод поворота средней пары пластин.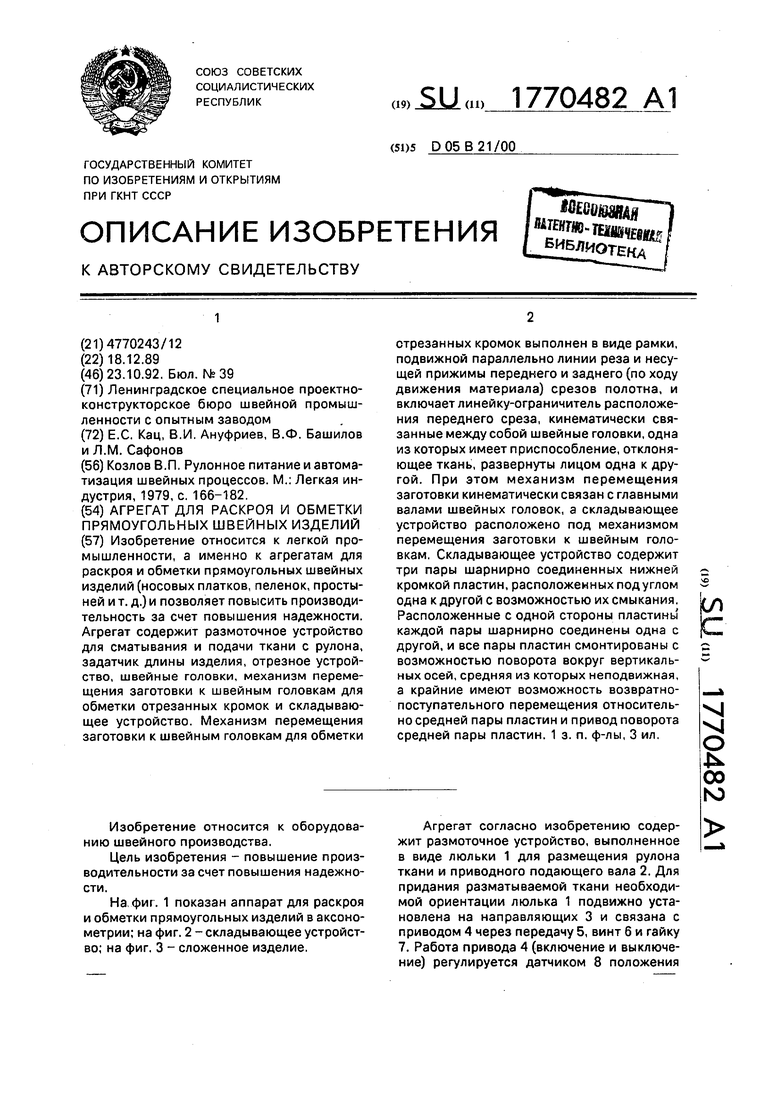
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стеганных деталей мебельной облицовки | 1986 |
|
SU1359369A1 |
| Машина для настилания полотен ткани на раскройный стол | 1974 |
|
SU667475A1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ КРУГЛОПИЛЬНОГО ОТРЕЗНОГО СТАНКА ДЛЯ РЕЗАНИЯ ПОД УГЛОМ И КРУГЛОПИЛЬНЫЙ ОТРЕЗНОЙ СТАНОК ДЛЯ РЕЗАНИЯ ПОД УГЛОМ | 2009 |
|
RU2484948C2 |
| Браковочно-мерильная машина | 1987 |
|
SU1532627A1 |
| ОТРЕЗНОЙ СТАНОК СО СТОЛОМ | 2009 |
|
RU2404029C1 |
| МЕХАНИЗМ ПРОРУБКИ ПЕТЛИ ПЕТЕЛЬНОГО ПОЛУАВТОМАТА | 2004 |
|
RU2247181C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187619A1 |
| ДВУХИГОЛЬНАЯ ШВЕЙНАЯ МАШИНА ДЛЯ СТАЧИВАНИЯ | 1971 |
|
SU293893A1 |
| Машина для изготовления розеток | 1988 |
|
SU1639978A1 |
| Швейный полуавтомат для выполнения коротких строчек | 1976 |
|
SU616351A1 |
Изобретение относится к легкой промышленности, а именно к агрегатам для раскроя и обметки прямоугольных швейных изделий (носовых платков, пеленок, простыней и т. д.) и позволяет повысить производительность за счет повышения надежности. Агрегат содержит размоточное устройство для сматывания и подачи ткани с рулона, задатчик длины изделия, отрезное устройство, швейные головки, механизм перемещения заготовки к швейным головкам для обметки отрезанных кромок и складывающее устройство. Механизм перемещения заготовки к швейным головкам для обметки отрезанных кромок выполнен в виде рамки, подвижной параллельно линии реза и несущей прижимы переднего и заднего (по ходу движения материала) срезов полотна, и включает линейку-ограничитель расположения переднего среза, кинематически связанные между собой швейные головки, одна из которых имеет приспособление, отклоняющее ткань, развернуты лицом одна к другой. При этом механизм перемещения заготовки кинематически связан с главными валами швейных головок, а складывающее устройство расположено под механизмом перемещения заготовки к швейным головкам. Складывающее устройство содержит три пары шарнирно соединенных нижней кромкой пластин, расположенных под углом одна к другой с возможностью их смыкания. Расположенные с одной стороны пластины каждой пары шарнирно соединены одна с другой, и все пары пластин смонтированы с возможностью поворота вокруг вертикальных осей, средняя из которых неподвижная, а крайние имеют возможность возвратно- поступательного перемещения относительно средней пары пластин и привод поворота средней пары пластин. 1 з. п. ф-лы, 3 ил. XI VJ О Јь 00 ю
JJ
/5
-К ,11
Ю
Pue. S
r1/. 3
г9
36
| Козлов В.П | |||
| Рулонное питание и автоматизация швейных процессов | |||
| М.: Легкая индустрия, 1979, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
