фиеЛ
Изобретение относится к станкостроению и может быть использовано в шпиндельных узлах металлорежущих станков.
Целью изобретения является повышение надежности и упрощение конструкции шпиндельного узла.
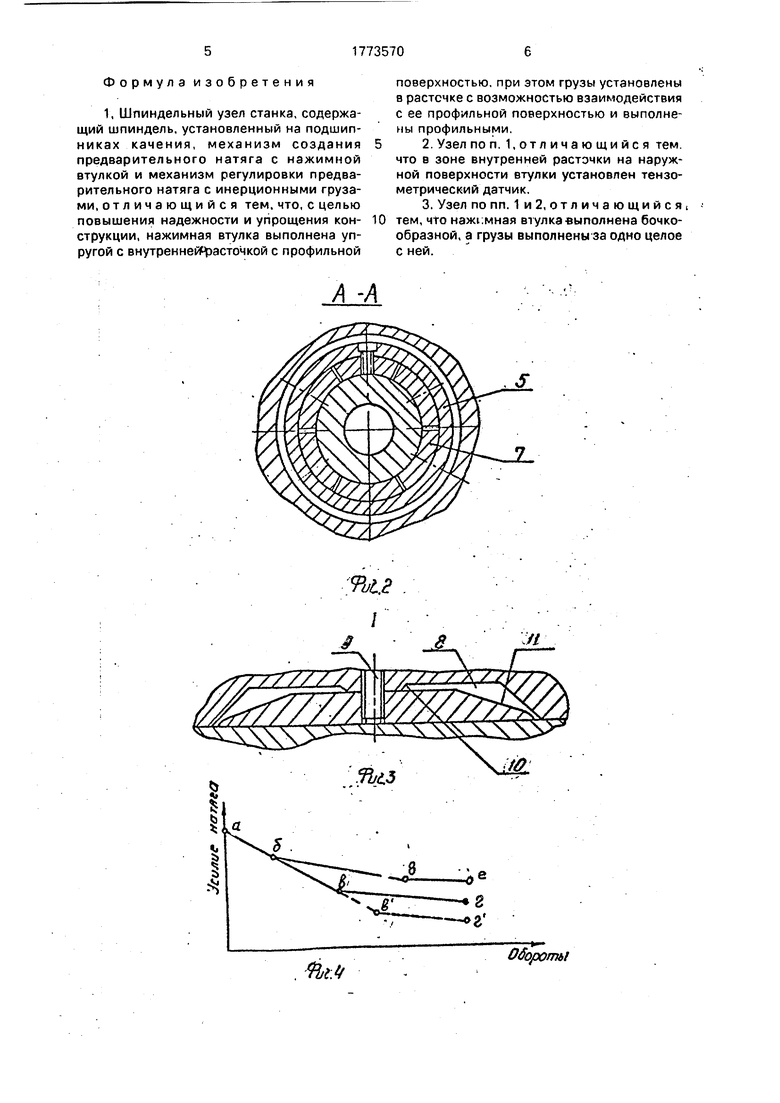
На фиг. 1 показан предлагаемый шпиндельный узел; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - диаграмма изменения усилия натяга под- шипников; на фиг. 5 - нажимная втулка бочкообразной формы; на фиг. 6 - диаграмма изменения натяга подшипников устройства с нажимной втулкой бочкообразной формы.
Предлагаемое устройство включает шпиндель 1, установленный на подшипниках 2 посредством дистанционных колес 3 в корпус 4; механизм создания предварительного натяга, включающий упругую нажимную втулку 5 из пружинной стали и гайку 6 и механизм регулировки натяга, включающий грузы 7, размещенные в расточке 8, аксиально шпинделю и закрепленные к втулке винтами 9.
Расточка 8 и грузы 7 выполнены проф- ильными, например, содержат выступ 10, скосы 11. Целесообразность выполнения элементов профиля расточки и грузов определяется в каждом конкретном случае в зависимости от требуемого закона регули- ровки натяга подшипников шпинделя.
На наружную поверхность нажимной втулки 5 в зоне расточки 8 наклеен тензо- метрический датчик 12.
Устройство может содержать бочкооб- разную втулку 13 с переменной по длине толщиной стенки, максимальной в центральной ее части. В такой втулке могут быть выполнены продольные пазы 14 и (либо) прорезы 15.
Устройство работает следующим образом.
Предварительно подгоняют размеры h и hi дистанционных колец 3, Наличие внутренней профильной расточки 8 вызывает бочкообразную упругую деформацию втулки 5, а деформация датчика 12 - пропорциональное изменение электрического сигнала, что позволяет контролировать усилие предварительного натяга подшипников.
Упругость втулки позволяет самоустановиться подшипникам 2, что улучшает условия их работы.
При работе шпинделя на повышенных скоростях вращения центробежные силы от массы грузов 7 дополнительно деформируют втулку 5, увеличивая еебочкообразность, и создают в продольном направлении напряжения растяжения, направленные от торцев втулки к плоскости крепления грузов, уменьшая напряжения сжатия, созданные гайкой 6.
Увеличение оборотов вызывает пропорциональное уменьшение натяга подшипников до момента касания скосов грузов поверхности расточки, при достижении деформации втулки по величине-высоте уступа 10, при этом зона приложения центробежных сил от грузов к втулке расширяется от плоскости крепления грузов к торцам втулки, а ее деформируемость снижается. Снижению деформируемости втулки способствует также упругость грузов, которые после касания скосов расточки начинают работать на изгиб. Таким образом, после достижения определенной деформации втулки с ростом шпинделя, ее дальнейшая деформируемость резко снижается (блокируется), что необходимо для сохранения оп- ределенного минимального натяга в подшипниках. Диапазон регулировки натяга составляет 1...4 мкм (см. например, В. А. Прокопенко, Многоцелевые станки), Ленинград, Машиностроения, 1989 г., стр. 14).
На фиг. 4 диаграмма а, б, в соответствует изменению натяга подшипников устройства (см. фиг. 1) Точка в-момент касания внешней поверхности грузов 7 поверхности расточки 8, увеличение уступа 10 реализует диаграмму а, б, г.
Введение скосов 11 и уменьшение уступа 10 - (диаграмму а б д е). Точка б - момент касания скосов расточки. Точка 5 - момент касания внешней поверхности грузов поверхности расточки.
Выполнение втулки 13 бочкообразной формы, а грузов заодно с ней целесообразно для высокооборотных шпинделей (20000...40000 об/мин) с упрощенным законом регулировки натяга подшипников и может использовано в раскройных станках. Уменьшение натяга с ростом оборотов происходит за счет увеличенной центробежной силы, действующей на центральную часть втулки, по сравнению с центробежной силой, действующей на торцевые ее части, поскольку центральная часть имеет большую линейную массу, которая расположена на большем радиусе вращения.
Увеличение влияния центробежной силы на деформируемость втулки может быть обеспечено выполнением продольных пазов 14 и прорезей 15, что целесообразно для шпинделей с пониженным числом оборотов.
На фиг, 6 диаграмма ж, з соответствует изменению натяга подшипников при использовании бочкообразной втулки 13, диаграмма ж. и - при выполнении на втулке 13 пазов 14, диаграмма ж, к при выполнении на втулке 13 прорезей 15.
Формула изобретения
1, Шпиндельный узел станка, содержащий шпиндель, установленный на подшипниках качения, механизм создания предварительного натяга с нажимной втулкой и механизм регулировки предварительного натяга с инерционными грузами, отличающийся тем, что, с целью повышения надежности и упрощения конструкции, нажимная втулка выполнена упругой с внутреннейН асточкой с профильной
0
поверхностью, при этом грузы установлены в растсчке с возможностью взаимодействия с ее профильной поверхностью и выполнены профильными.
2.Узел по п. 1,отличающийся тем что в зоне внутренней расточки на наружной поверхности втулки установлен тензо- метрический датчик.
3.Узел по пп. 1и 2, отличающийся, тем, что нажимная втулка-выполнена бочкообразной, а грузы выполнены за одно целое с ней.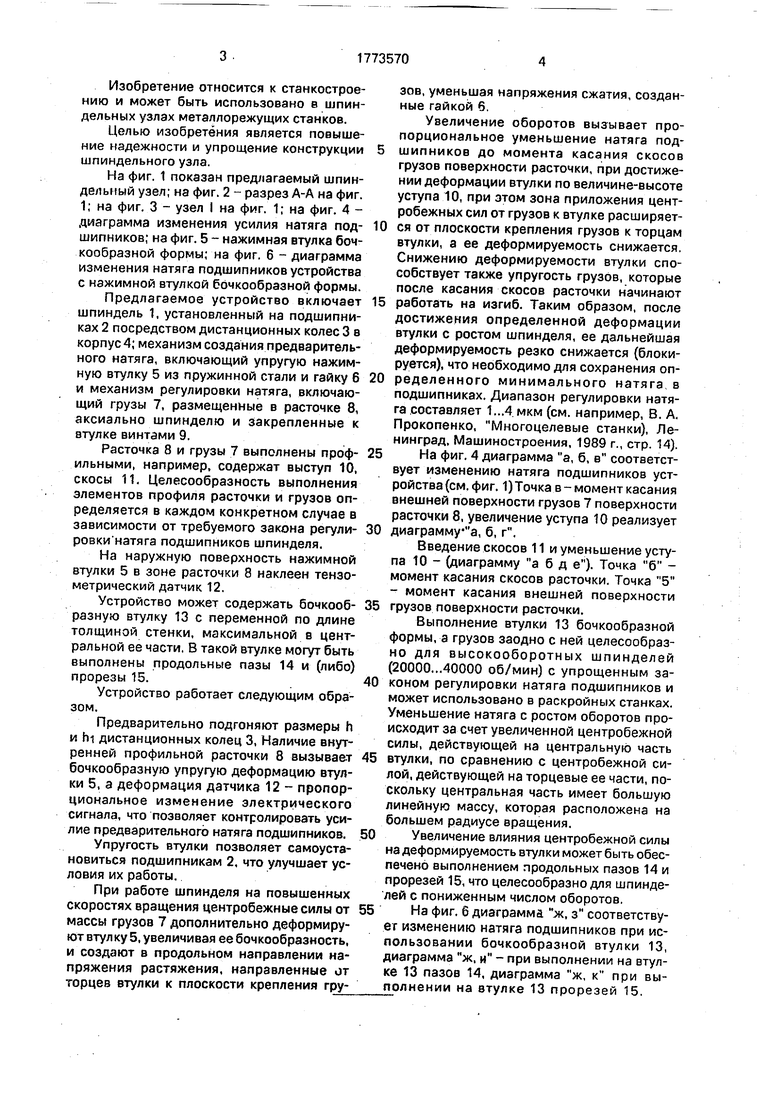
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| Подшипниковая опора | 1990 |
|
SU1754334A1 |
| Шпиндельный узел металлорежущего станка | 1987 |
|
SU1447578A1 |
| Способ регулировки натяга в радиально-упорных подшипниках шпиндельного узла | 1982 |
|
SU1098671A1 |
| Подшипниковая опора шпиндельного узла металлорежущих станков | 1981 |
|
SU1076654A1 |
| Шпиндельный узел | 1983 |
|
SU1271665A1 |
| Шпиндельный узел | 1980 |
|
SU917928A1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫСОКОСКОРОСТНЫМ МОТОР-ШПИНДЕЛЕМ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2012 |
|
RU2509627C1 |
| СПОСОБ КОМПЕНСАЦИИ УПРУГИХ ТЕПЛОВЫХ ДЕФОРМАЦИЙ ПОДШИПНИКОВ ШПИНДЕЛЕЙ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2542941C2 |
| Динамометрическая подшипниковая опора | 1988 |
|
SU1754333A1 |

Изобретение относится к станкостроению и может быть использовано в шпиндельных узлах металлорежущих станков. Целью изобретения является повышение надежности и упрощение конструкции шпиндельного узла. Шпиндельный узел содержит шпиндель 1, установленный на подшипниках 2 посредством дистанционных колес 3 в корпус 4; механизм создания предварительного натяга, включающий упругую I нажимную втулку 5 из пружинной стали и гайку 6; механизм регулирования натяга, включающий грузы 7. На наружную поверхность нажимной втулки 5 в зоне расточки 8 наклеен тензометрический датчик 12. Устройство может содержать бочкообразную втулку 13с переменной по длине толщиной стенки, максимальной в центральной ее части. В подшипниках 2 создают предварительный натяг. Наличие внутренней профильной расточки 8 вызывает бочкообразную упругую деформацию втулки 5, а деформация датчика 12 - пропорциональное изменение электрического сигнала, что позволяет контролировать усилие предварительного натяга подшипников. С увеличением оборотов шпинделя 1 центробежные силы грузов 7 деформируют втулку 5, снижая усилие предварительного натяга подшипников. 2 з.п. ф-лы, 6 ил. 6 (Л С VI VI Сл СЛ VI О
А -А
.
Обороты
#
Фиг.5
Offooo/пы
| Шпиндельный узел металлорежущего станка | 1987 |
|
SU1447578A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
