Изобретение относится к машиностроению, в частности к способам термического соединения с натягом охватывающей и охватываемой деталей, и может быть использовано для соединения с валом зубчатых колес, шкивов, маховиков, посадок различных втулок в отверстия корпусов и т. д.
Цель изобретения - повышение усталостной и статической прочности соединения деталей.
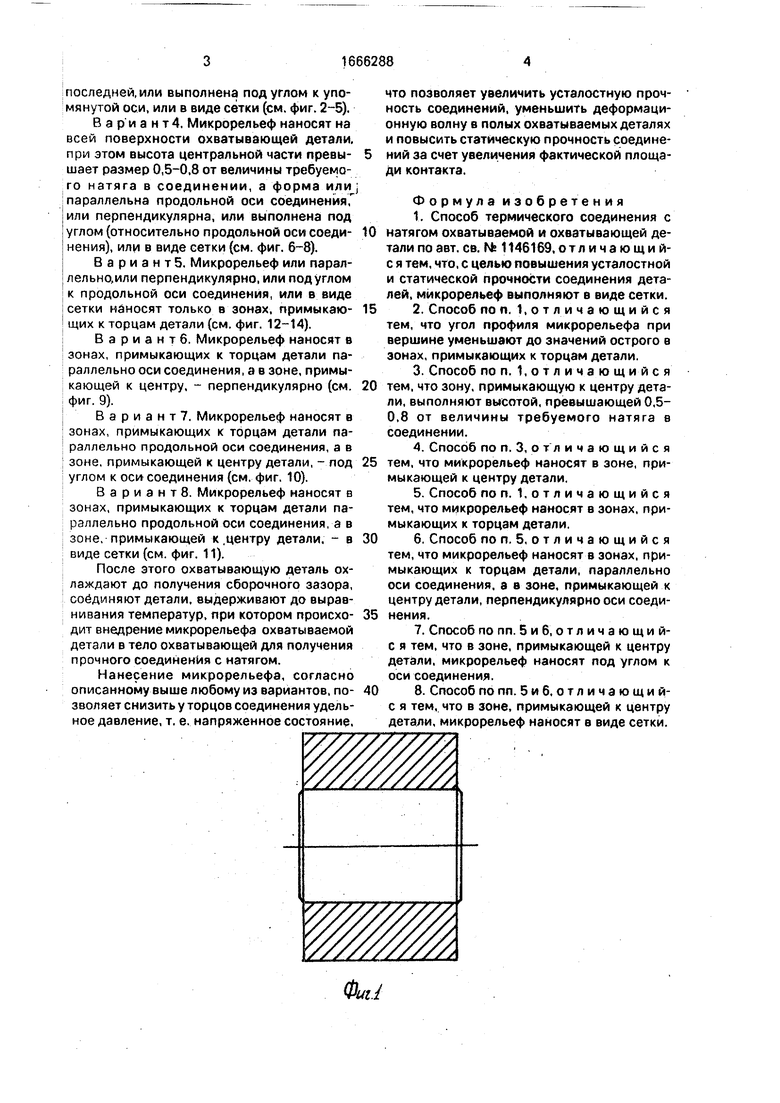
На фиг. 1 изображено соединение, общий вид; на фиг. 2-14 - варианты выполнения охватываемой детали.
Способ осуществляют следующим образом.
Перед сборкой на охватываемой детали наносят микрорельеф по одному из вариантов.
Вариант1. Микрорельеф выполняют в виде сетки с треугольным профилем с углом при вершине, не превышающим 120° и высотой, составляющей 0,5-0,8 от величины требуемого натяга в соединении.
Вариант2. Микрорельеф выполняют параллельно продольной оси соединения или перпендикулярно продольной оси соединения, или в виде сетки, при этом угол профиля микрорельефа при вершине уменьшают до значений острого в зонах, примыкающих к торцам детали.
Вариант 3. Микрорельеф наносят только в зоне, примыкающей к центру детали, при этом его высота превышает размер 0,5-0,8 от величины требуемого натяга в соединении, а форма или параллельна продольной оси соединения или перпендикулярна
О
о о ю
00 00
кэ
последней, или выполнена под углом к упомянутой оси, или в виде сетки (см. фиг. 2-5).
В а р и а н т 4, Микрорельеф наносят на всей поверхности охватывающей детали, при этом высота центральной части превы- шает размер 0,5-0,8 от величины требуемого натяга в соединении, а форма или параллельна продольной оси соединения. или перпендикулярна, или выполнена под углом (относительно продольной оси соеди- нения), или в виде сетки (см. фиг. 6-8).
Вариант 5. Микрорельеф или параллельно, или перпендикулярно, или под углом к продольной оси соединения, или в виде сетки наносят только в зонах, примыкаю- щих к торцам детали (см. фиг. 12-14).
Варианте. Микрорельеф наносят в зонах, примыкающих к торцам детали параллельно оси соединения, а в зоне, примыкающей к центру, - перпендикулярно (см. фиг. 9).
Вариант. Микрорельеф наносят в зонах, примыкающих к торцам детали параллельно продольной оси соединения, а в зоне, примыкающей к центру детали, - под углом к оси соединения (см. фиг. 10),
ВариантЗ. Микрорельеф наносят в зонах, примыкающих к торцам детали параллельно продольной оси соединения, а в зоне, примыкающей к .центру детали, - в виде сетки (см. фиг. 11).
После этого охватывающую деталь охлаждают до получения сборочного зазора, соединяют детали, выдерживают до выравнивания температур, при котором происхо- дит внедрение микрорельефа охватываемой детали в тело охватывающей для получения прочного соединения с натягом.
Нанесение микрорельефа, согласно описанному выше любому из вариантов, по- зволяет снизить у торцов соединения удельное давление, т. е. напряженное состояние,
что позволяет увеличить усталостную прочность соединений, уменьшить деформационную волну в полых охватываемых деталях и повысить статическую прочность соединений за счет увеличения фактической площади контакта.
Формула изобретения
1.Способ термического соединения с натягом охватываемой и охватывающей детали по авт. св. Мг 1146169, отличающий- с я тем, что, с целью повышения усталостной и статической прочности соединения деталей, микрорельеф выполняют в виде сетки.
2.Способ по п. 1,отличающийся тем, что угол профиля микрорельефа при вершине уменьшают до значений острого в зонах, примыкающих к торцам детали.
3.Способ по п. 1,отличающийся тем, что зону, примыкающую к центру детали, выполняют высотой, превышающей 0,5- 0,8 от величины требуемого натяга в соединении.
4.Способ по п. 3, отличающийся тем, что микрорельеф наносят в зоне, примыкающей к центру детали.
5.Способ по п. 1,отличающийся тем, что микрорельеф наносят в зонах, примыкающих к торцам детали.
6.Способ по п, 5, отличающийся тем, что микрорельеф наносят в зонах, примыкающих к торцам детали, параллельно оси соединения, а в зоне, примыкающей к центру детали, перпендикулярно оси соединения.
7.Способ по пп. 5 и 6, о т я и ч а ю щ и й- с я тем, что в зоне, примыкающей к центру детали, микрорельеф наносят под углом к оси соединения.
8.Способ по пп. 5 и 6, о т л и ч а ю щ и и- с я тем, что в зоне, примыкающей к центру детали, микрорельеф наносят в виде сетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической сборки соединений с натягом | 1990 |
|
SU1784438A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1146169A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1990 |
|
SU1773663A1 |
| Способ соединения деталей, охватывающих одна другую | 1987 |
|
SU1611676A1 |
| Заклепочное соединение | 1989 |
|
SU1673758A1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА РАБОЧИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2053106C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2329135C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2324586C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| Способ получения неподвижного соединения охватываемой и охватывающей деталей | 1988 |
|
SU1581555A1 |


Изобретение относится к машиностроению, в частности к способам термического соединения с натягом охватывающей и охватываемой деталей, например зубчатых колес, шкивов, маховиков с валом. Цель изобретения - повышение усталостной и статической прочности соединения деталей. Осуществляют различные варианты выполнения микрорельефа на охватываемой детали. Охлаждают последнюю до получения сборочного зазора, соединяют охватываемую и охватывающую детали и выдерживают до выравнивания температур. 7 з.п.ф-лы, 14 ил.
Фиг. 2
Фиг. 6
Фиг. 9
Фиг. /О
Фаг.д
Фаг, 4
Фаг. 5
Фиг. 7
Фиг. 8
Фиг. //
Фаг. /2
Фиг. ff
Фаг. /4
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1146169A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
