Изобретение относится к механосборочному производству, а именно к способам соединений деталей с натягом.Целью изобретения является повышение качества сборки соединений путем увеличения прочности соединения за счет улучшения сцепления сопрягаемых поверхностейо
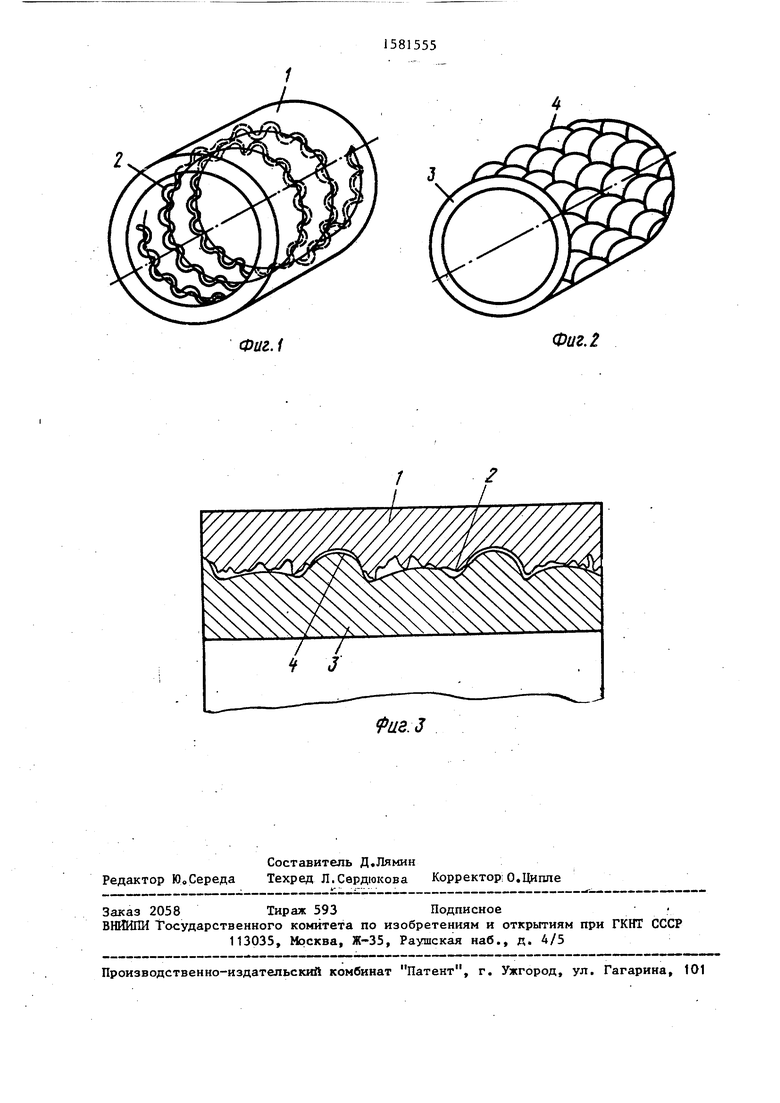
На фиг01 схематично представлена охватываемая деталь с полностью регулярным микрорельефом выпуклой формы на наружной поверхности; на фиг«2 - охватывающая деталь с частично регулярным микрорельефом вогнутой формы на внутренней поверхности; на фиГоЗ - поверхность контакта неподвижного соединения о
Способ неподвижного соединения деталей осуществляют следующим образом
На внутреннюю поверхность охватывающей детали 1 наносят, например, при помощи вибронакатывания частично регулярный микрорельеф 2 с неровностями вогнутой формы. На наружной поверхности охватываемой детали 3 выполняют тем же способом полностью регулярный микрорельеф 4 выпуклой формы. Высота неровностей 50-300 мкм, а радиусы их закруглений 200-1500 мкм. Материал детали 3 выбирают твердостью не менее, чем на 140-lbO единиц по Бринеллю меньшей, чем твердость материала охватывающей детали 1, и деталь 3 выполняют с внутренним отверстием.
сл оо
сл
01
ел
Затем соединяют детали,. Если они изготовлены с зазором, то одну деталь вставляют в другую без каких-либо усилий Возможно соединение их тер- /мической сборкой, т„е„ путем нагрева одной детали и охлаждения другой или изменения температуры одной иэ деталей, что зависит от величины натяга. После этого собранное соединение дор- нуют по поверхности отверстия охватываемой детали, что приводит к пластической деформации последней в радиальном направлении„
Наличие на одной поверхности мйк- р орельефа вогнутой формы, а на друг гой - выпуклой позволяет при дорно- вании осуществить зацепление по синусоиде,. Та часть полностью регулярного микрорельфа, которая не вошла во впадины вогнутого частично регулярного микрорельефа при дорновании деформируется, что приводит к уменьие- . нию высоты неровностей и увеличению радиусов, а следовательно, повышению площади контакта сопрягаемых поверхностей, что увеличивает прочность соединенияо
Примера Охватывающая деталь 1 выполнена из стали 45 и на ее внутреннюю поверхность нанесен частично регулярный микрорельеф 2, полученный при следующем режиме вибронакатывания радиус деформирующего элемента 3,5 мм число двойных ходов 1400 1/мин; подача 2,4 мм/об; эксцентриситет 2 мм; частота вращения заготовки 4,8 рад/с; усилие вдавливания деформирующего элемента в обрабатываемую поверхность 400 Н0 В результате были получены следующие геометрические параметры частично регулярного микрорельефа, мкм: ширина микронеровностей 700 j глубина микронеровностей 90; относительная площадь, занимаемая регулярными неровностями, 35%
На охватываемую деталь 3, полученную путем гибки листовых бронзовых
0
5
0
5
0
5
5
заготовок ДПРИМ 2, Бр ОЦС 4-4- 2,5, был нанесен полностью регулярный микрорельеф 4 выпуклой формы, так де вибронакаткой при помощи гибочного, валка. При этом получены следующие параметры микрорельефа, мкм: высота неровностей 300; радиус их закругления 1480. Затем соединили детали и произвели формование. отверстия охватываемой о i,
Таким образом, замеры усилия рас- прессовки полученного соединения показали, что его прочность увеличилась более, чем в 3 раза по сравнению с соединением, в котором сопрягаемые поверхности обрабатывались точением ив 1,7 раза по сравнению с соедине- нием, полученным без дорнования и с параметрами микрорельефа, выходящими за указанные в способе пределы
Формула изобретения
Способ получения неподвижного соединения охватываемой и охватывающей деталей, заключающийся в нанесении микрорельефа на сопрягаемые поверхности обеих деталей и последующем их соединении, отличающий- с я тем, что, с целью повышения качества сборки соединений, охватываемую деталь выполняют со сквозным отверстием и из материала, имеющего твердость, не менее чем на 140 - 160 единиц по шкале Бринелля меньшую твердости материала охватывающей,микрорельеф на поверхности последней выполняют частично регулярным с вогнутой формой неровностей, а на поверхности охватываемой - полностью регулярным с выпуклой формой неровностей, причем эти неровности выполняют высотой 50 - 300 мкм, и с радиусом закругления 200 - 1500 мкм, а после соединения деталей отверстие охватываемой дернуют

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения с натягом деталей типа вал-втулка | 1980 |
|
SU1042943A1 |
| МАГНИТОУПРАВЛЯЕМЫЙ КОНТАКТ | 1992 |
|
RU2024981C1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1146169A1 |
| ДВУХСЛОЙНЫЙ ЛИСТ ИЛИ ЛЕНТА | 1991 |
|
RU2033332C1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1990 |
|
SU1773663A1 |
| Способ соединения деталей | 1979 |
|
SU967766A1 |
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2409462C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2412041C1 |
| Многороликовое устройство для вибронакатывания | 1990 |
|
SU1803314A1 |
Изобретение относится к механосборочному производству, в частности к способам соединения деталей (Д) с натягом. Цель изобретения - повышение качества сборки соединений путем увеличения его прочности за счет лучшего сцепления сопрягаемых поверхностей. Охватываемую Д выполняют с внутренним отверстием и из материала, имеющего твердость не менее чем на 140...160 единиц по шкале Бринелля меньшую твердости материала охватывающей Д. На внутреннюю поверхность отватывающей Д наносят частично регулярный микрорельеф вогнутой формы,а на наружную поверхность охватываемой полностью Д-регулярный микрорельеф выпуклой формы. Высота неровностей на поверхностях 50...300 мкм, а радиусы их закруглений 200...1500 мкм. После сборки Д производят дорнование отверстия охватываемой Д. 3 ил.
ФтЛ
У/,
/7 t J
Фиг. 2
2
L
Фиг.З
| СПОСОБ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 0 |
|
SU398378A1 |
