1
Изобретение относится к технологни приборо- и машиностроения, в частности к способам соединения деталей с натяго:-.
Известен способ соединений деталей с натягом термическим методом, в котором после соединения деталей их I агружают усилием до наступления относительного перемещения детален ГПОднако известный способ не обеспечивает контроля и управления прочностью соединения в процессе его получения. Кроме того, не всегда возможно его осуществить при нежестких сопрягаемых деталях или повьиненных требованиях к их угловому расположению.
Цель изобретения - обеспечение повышения прочности соединения и контроля в процессе соединения.
Указанная цель достигается тем, что в способе соединения деталей с натягом термическим методом путем нагрева или охлаждения по крайней мере одной из соединяемых деталей, механически обработанных, фиксации взаимного расположения и сообщения относительного колебательного перемещения деталей в осевом или круговом направлениях, колебательное
перемещение деталей осуществляют с . амплитудой, равной полусумме шагов впадин и выступов от механической обработки на посадочных поверхностях деталей, в период выравнивания температур, при этом перемещение деталей производят до момента достижения усилия на перемещение заданной величины.
10
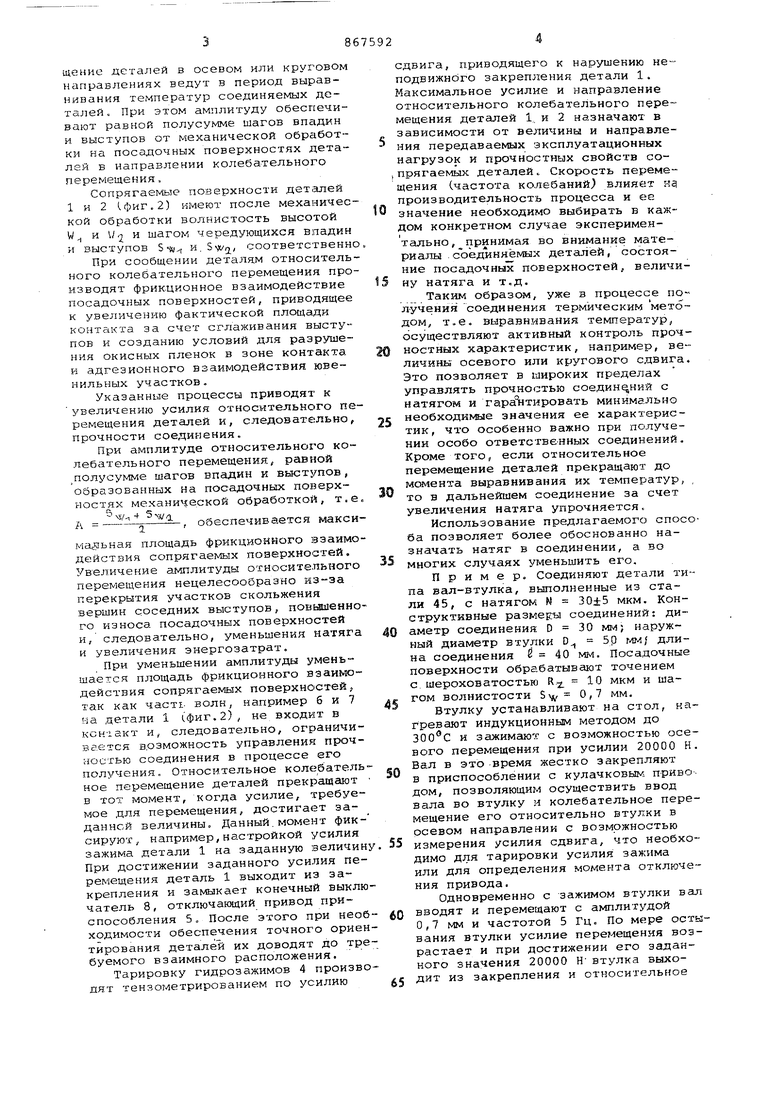
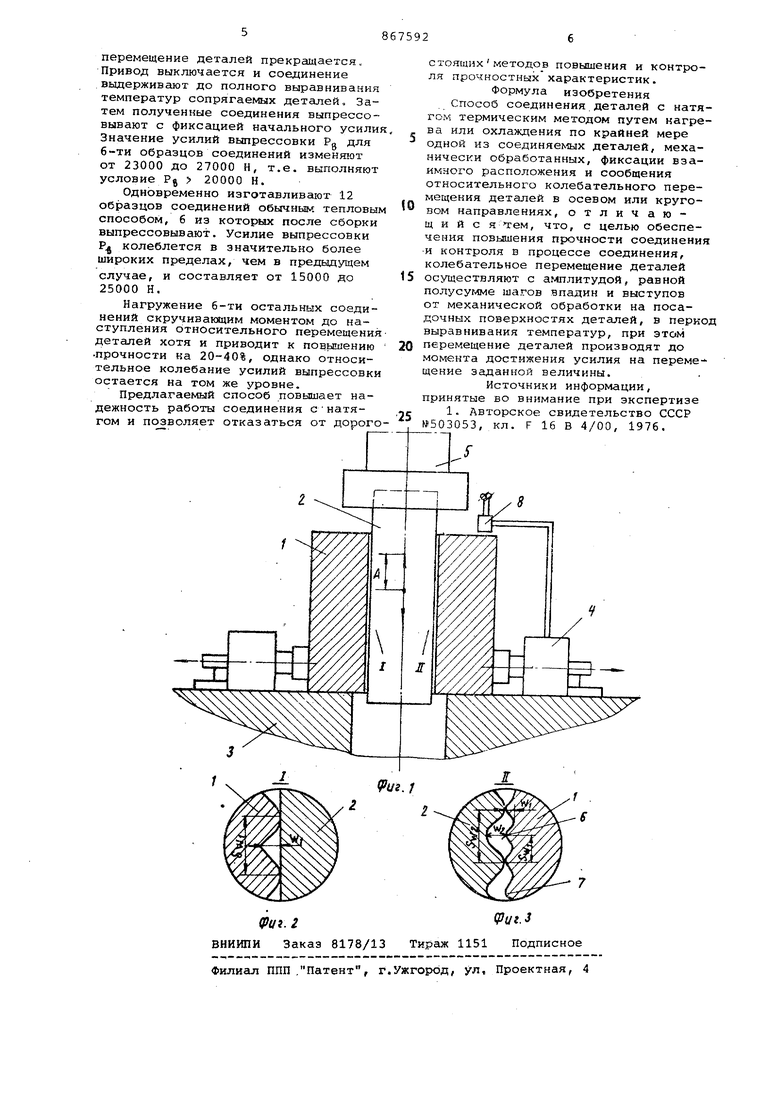
На фиг. 1 представлена схема соединения деталей по предлагаемому способу; на фиг. 2-3 - зоны 1 и 1 контакта деталей в процессе образования натяга.
15
Термическими методами, например нагревом охватывающей детали 1 или охлаждением охватываемой детали 2, создают необходимый сборочный зазор в соединении. Одну из деталей уста20навливают на столе 3 и закрепляют с помощью гидрозажимов 4, другую устанавливают в захватах машины, или приспособления 5, с помощью которого осуществляют свободное введение
25 охватываемой детали в охватывающую, фиксацию их взаимного расположения и осевое или круговое относительное колебательное перемещение деталей с заданной амплитудой А и частотой f.
30 Относительное колебательное перемещение деталей в осевом или круговом направлениях ведут в период выравнивания температур соединяемых деталей. При этом амплитуду обеспечивают равной полусумме шагов впгщин и выступов от механической обр 1ботки на посадочных поверхностях деталей в направлении колебательного перемещения.
Сопрягаемые поверхности деТ(алей 1 и 2 1.ФИГ.2) имеют после механической обработки волнистость высотой W и W и шагом чередующихся впадин и выступов S-ig,, M,,j./ соответственн
При сообщении деталям относительного колебательного перемещения производят фрикционное взаимодействие посадочных поверхностей, приводящее к увеличению фактической площади контакта за счет сглаживания выступов и созданию условий для разрушения окисных пленок в зоне контакта и адгезионного взаимодействия ювенильных участков.
Указанные процессы приводят к увеличению усилия относительного перемещения деталей и, следоватб;льно, прочности соединения.
При амплитуде относительнохо колебательного перемещения, равной полусумме шагов впадин и выступов, образованных на посадочных noiaepxностях механической обработкой, т.е ,/ 4 ffjii
обеспечивается макси1
ма льная площадь фрикционного взаимодействия сопрягаемых поверхностей. Увеличение амплитуды относительного перемещения нецелесообразно из-за перекрытия участков скольжения вершин соседних выступов, повьаненного износа посадочных поверхностей и, следовательно, уменьшения натяга и увеличения энергозатрат.
При уменьшении амплитуды уменьшается площадь фрикционного взат кздействия сопрягаемых поверхностей, так как част1. волн, например 6 и 7 на детали 1 (фиг.2), не входит в кснаакт и, следовательно, ограничивается возможность управления прочностью соединения в процессе его получения. Относительное колегбательное перемещение деталей прекращают в тот момент, когда усилие, требуемое для перемещения, достигает заданной величины. Данный, момент фиксируют, например,настройкой усилия зажима детали 1 на заданную величину При достижении заданного усилия перемещения деталь 1 выходит из закрепления и замыкает конечный выключатель 8, отключающий привод приспособления 5 о После этого при необходимости обеспечения точного ориентирования деталей их доводят до требуемого взаимного расположения.
Тарировку гидрозажимов 4 производят тензометрированием по усилию
сдвига, приводящего к нарушению неподвижного закрепления детали 1. Максимальное усилие и направление относительного колебательного перемещения деталей 1„ и 2 назначают в зависимости от величины и направления передаваемых эксплуатационных нагрузок и прочностных свойств соi прягаетчых деталей „ Скорость перемещения (частота колебаний) влияет нд производительность процесса и ее значение необходимо выбирать в каждом конкретном случае экспериментально, принимая во внимание материалы соединяел ах деталей, состояние посадочных поверхностей, величину натяга и т.д.
Таким образом, уже в процессе по лучения соединения термическим методом, т.е. выравнивания температур, осуществляют активный контроль прочностных характеристик, например, величины осевого или кругового сдвига Это позволяет в широких пределах управлять прочностью соединений с натягом и гараЪтировать минимально необходимые значения ее характеристик, что особенно важно при получении особо ответственных соединений. Кроме того, если относительное перемещение деталей прекращают до момента выравнивания их температур, то в дальнейшем соединение за счет увеличения натяга упрочняется,
Использование предлагаемого спосба позволяет более обоснованно назначать натяг в соединении, а во многих случаях уменьшить его.
Пример. Соединяют детали типа вал-втулка, выполненные из стали 45, с натягом N 30±5 мкм. Конструктивные размекы соединений: диаметр соединения D 30 мм} наруж ный диаметр втулки D 5р мм; длина соединения И 40 мм. Посадочные поверхности обрабатывают точением с. шероховатостью R.j. Ю мкм и шагом волнистости , 0,7 мм.
Втулку устанавливают на стол, нагревают индукционным методом до и зажимают с возможностью осевого перемещения при усилии 20000 Н Вал в это -время жестко закрепляют в приспособлении с кулачковым, приво дом, позволяющим осуществить ввод вала во втулку и колебательное перемещение его относительно втулки в осевом направлении с возможностью измерения усилия сдвига, что необходимо для тарировки усилия зажима или для определения момента отключения привода.
Одновременно с зажимом втулки вал вводят и перемещают с амплитудой 0,7 мм и частотой 5 Гц. По мере оствания втулки усилие пере -1ещения возрастает и при достижении его заданного значения 20000 Н втулка выходит из закрепления и относительное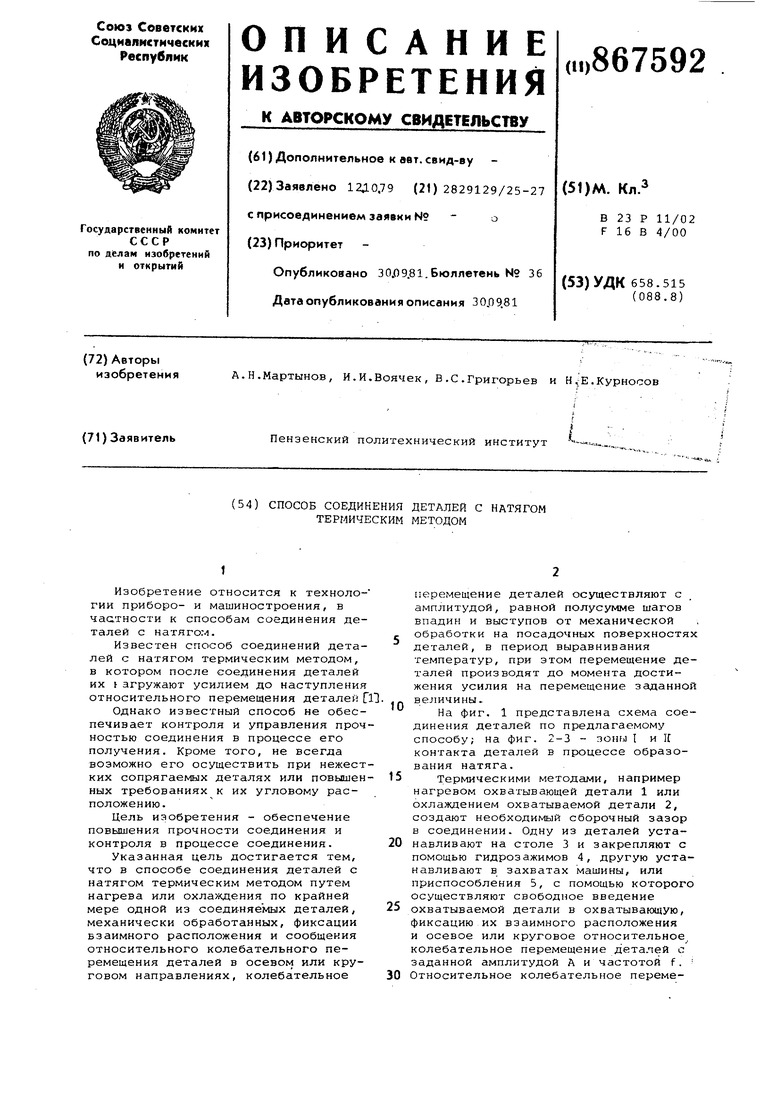
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения с натягом деталей типа вал-втулка | 1983 |
|
SU1199558A1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛ - ВТУЛКА | 1995 |
|
RU2096157C1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ - ВТУЛКА | 1992 |
|
RU2023565C1 |
| СОЕДИНЕНИЕ С НАТЯГОМ | 1995 |
|
RU2106544C1 |
| Способ соединения деталей с натягом | 1982 |
|
SU1034866A1 |
| Способ сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1555101A1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 2010 |
|
RU2428295C1 |
| Способ сборки деталей с натягом | 1984 |
|
SU1232453A1 |
| Способ соединения с натягом деталей типа вал - втулка | 1988 |
|
SU1556857A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ С НАТЯГОМ | 1999 |
|
RU2154564C1 |
