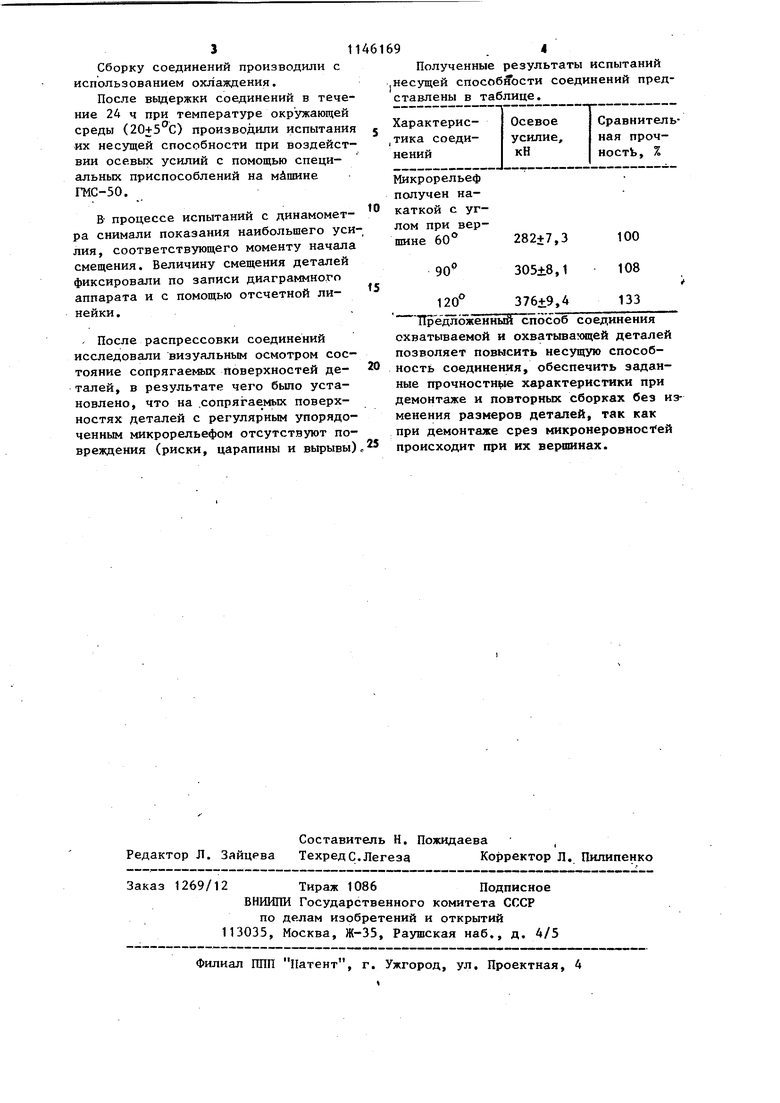
« Изобретение относится к машиностроению, в частности к способам термического соединения с натягом охватываемой и охватывающей деталей и может быть использовано для соединения с валом зубчатых колес, шкивов маховиков и т.д. Известен способ термического соединения с натягом охватываемой и охватывающей деталей, рключающий нане- сение на поверхность охватываемой де тали регулярного микрорельефа, охлаждение последней до образования сборочного зазора, установку охватываемой детали в охватывающую и выдержку полученного соединения до выравнивания температур соединяемых деталей 1 . Недостатком такого соединения является недостаточно высокая прочност и сложность процесса нанесения микро рельефа прямоугольной формы, требующего, применения специального инстру мента. При распрессовке таких сое-динений, в случае необходимости их демонтажа, происходят глубокие вырывы сопрягаемых поверхностей, и детали соединения не могут быть использованы для повторных сборок. Цель изобретения - повьшение проч ности соединения и обеспечение его повторного использования после демонтажа, а также повьшение несущей способности соединения при передаче крутящего момента, осевых нагрузок и при совместной передаче осевьк нагрузок и крутящего момента. Поставленная цель достигается тем что согласно способу термического соединения с натягом охватываемой и охватывающей деталей, включающему нанесение на поверхность охватьшаемой -детали регулярного микрорельефа, охлаждение последней до образования сборочного зазора, установку охватываемой детали в охватывающую и выдержку полученного соединения до выравнивания температзт соединяемых деталей, регулярный . микрорельеф на охватываемой детали выполняют треугольного профиля с тупым углом при вершине, не превьшающим 120 , и высотой, составляющей 0,5-0,8 от величины требуемого натяга в соединении. Кроме того, регулярный микрорельеф выполняют накаткой. 691 Регулярный микрорельеф наносят параллельно продольной оси соединения. Регулярный микрорельеф наносят перпендикулярно продольной оси соединения . Регулярный микрорельеф наносят под углом к продольной оси соединения , Сущность данного способа заключается в следующем. Перед сборкой охватываемую деталь подготавливают путем нанесения на ее поверхность регулярного микрорельефа треугольного профиля с тупым углом при вершине, не превышающим 120 и высотой, составляющей 0,5-0,8 от величины требуемого натяга в соединения, при этом микрорельеф наносят под определенным углом к продольной оси соединения, величина которого определяется нагрузками, передаваемыми соединением, после чего охватываемую деталь охлаждают до получения сборочного зазора, равного зазору посадки движения. После сочленения деталей соединение выдерживают до выравнивания температур, при котором происходит внедрение микрорельефа охватываемой детали в поверхность охватывающей и получение прочного соединения. Регулярный микрорельеф предпочтительно наносят накаткой, поскольку вследствие пластических деформаций он имеет более высокую прочность на срез и смятие. Пример. Изготавливали соединение втулки с валом.из стали 45. Выло подготовлено три партии образцов, состоящих из 5 комплектов, ох- ватываемых и охватывающих деталей. После чистого точения валиков и . растачивания втулок с шероховатостью соответственно R 40 - 20 мкм и RC, - 0,8 мкм производили измерение действительных размеров деталей. Отклонение формы деталей не превьш1ало по овальности и конусности 0,02 мм. Требуемый натяг в соединении составлял 0,05+002 мм. Далее на сопрягаемой поверхности валиков накатывали регулярный сетчатый треугольный микрорельеф с шагом ,8 мм, глубиной 0,04 мм и углом к си соединения 45. Накатной инструент имел профиль треугольной формы с углом при вершине 60, 90 и 120 . Сборку соединений производили с использованием охлаждения. После выдержки соединений в течение 24 ч при температуре окружающей среды (20+5°С) производили испытания их несущей способности при воздействии осевых усилий с помощью специальных приспособлений на машине ГМС-50. В- процессе испытаний с динамометра снимали показания наибольшего уси ЛИЯ, соответствующего моменту начала смещения. Величину смещения деталей фиксировали по записи диаграммного аппарата и с помощью отсчетной линейки. После распрессовки соединений исследовали визуальным осмотром состояние coпpягae в DC Поверхностей деталей, в результате чего быпо установлено, что на .сопря17аемых поверхностях деталей с регулярным упорядоченным микрорельефом отсутствуют повреждения (риски, царапины и вырывы) Полученные результаты испытаний несущей способйЬсти соединений представлены в таблице. ТТр дложенный способ соединения охватываемой и охватывающей деталей позволяет повысить несущую способность соединения, обеспечить заданные прочностною характеристики при демонтаже и повторных сборках без изменения размеров деталей, так как при демонтаже срез микронеровнос ей происходит при их вершинах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1990 |
|
SU1773663A1 |
| Способ термической сборки соединений с натягом | 1990 |
|
SU1784438A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1989 |
|
SU1666288A2 |
| Способ соединения с натягом деталей типа вал-втулка | 1980 |
|
SU1042943A1 |
| Способ сборки с натягом охватывающей и полой охватываемой деталей | 1985 |
|
SU1288012A1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1987 |
|
SU1418025A2 |
| Колесо рельсового транспортного средства | 1989 |
|
SU1775318A1 |
| Способ получения неподвижного соединения охватываемой и охватывающей деталей | 1988 |
|
SU1581555A1 |
| Способ изготовления прессовых соединений | 1976 |
|
SU602337A1 |
| Способ соединения деталей, охватывающих одна другую | 1987 |
|
SU1611676A1 |
1. СПОСОБ ТЕРШЧЕСКОГО СОЕДИНЕНИЯ С НАТЯГОМ ОХВАТЫВАЕМОЙ И ОХВАТЫВАЮ 1|ЕЙ ДЕТАЛЕЙ, включающий нанесение на поверхность охватьшаемой детали регулярного микрорельефа, охлаждение последней до образования сборочной зазора, установку охватываемой детали в охватывающую и выдержку полученного соединения до выравнивания температур соединяемых деталей, отличающийся ТЕМ, что, с целью повьшения .прочности соединения и обеспечения его повторного использования после демонтажа, регулярный микрорельеф на охватываемой детали выполняют треугольного профиля с тупым углом при вершине, не превьшающим 120°, и высотой, составлякицей 0,5-0,8 от величины требуемого натяга в соединении. 2.Способ по п. 1,отличаю щ и и с я тем, что регулярный микрорельеф выполняют накаткой. 3.Способ по п. 1, отличающийся тем, что, с целью повышения несущей способности соединения при передаче крутящего момента, регулярный микрорельеф наносят параллельно продольной оси соединения. 4.Способ по п. 1, отличающийся тем, что, с целью повышеКл ния несущей способности соединения при передаче осевых нагрузок, регулярный микрорельеф наносят перпендикулярно продольной оси соединения. 5.Способ по п. 1, отличающ и и с я тем, что, с целью повышения несущей способности соединения при совместной передаче осевых на4 грузок и крутящего- момента, регуляр9) ный микрорельеф наносят под углом к продольной оси соединения. Од СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
