1
(21)4607313/28 (22)22.11.89 (46)07.11.92. Бюл. №41
(71)Московский институт стали и сплавов
(72)М.А.Цепин, К.М.Семенко, А.А.Лобач, А.М.Африкантов, А.А.Алалыкин и А,Н.Ершов
(56)Новиков И,И. и др. Сверхпластичность и сверхпластичные сплавы. М.:- Машиностроение, 1983, с. 5-6.
(54) СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ ДЕФОРМАЦИИ
(57)Изобретение относится к испытательной технике и может быть использовано для
определения оптимальной скорости деформации при изготовлении деталей сверхпластическим деформированием. Цель изобретения - повышение информатизно- сти и точности определения. Испытывают по меньшей мере два образца со статически различными структурными состояниями. Нагружение осуществляют при различных напряжениях и определяют для каждого из образцов зависимость напряжение - скорость деформации. Скорость деформации, одинаковую для обоих образцов при равных в них напряжениях, принимают в качестве оптимальной скорости деформации. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из аустенитной стали | 1990 |
|
SU1807084A1 |
| ЛИСТОВОЙ МАТЕРИАЛ НА ОСНОВЕ ТИТАНОВОГО СПЛАВА ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ СВЕРХПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2017 |
|
RU2691434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2254195C1 |
| Способ обработки сплавов системы алюминий-медь-литий | 1991 |
|
SU1822442A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2555260C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2243833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ ИЛИ СПЛАВОВ С ПОМОЩЬЮ СВЕРХПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2012 |
|
RU2523159C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2569441C1 |
Изобретение относится к обработке металлов давлением и может быть использова- но для определения технологических режимов формообразования металлов в состоянии сверхпластичности.
Известен способ определения оптимальной скорости деформации сверхпластичных материалов, включающий испытание образца со скачкообразным изменением скорости деформации, построение завсимпстей напряжения течения и показателя скоростной чувствительности от скорости деформации. За оптимальную скорость сверхпластической деформации (СПД) принимают такую, при которой показатель скоростной чувствительности максимален.
Недостатком указанного способа яляет- ся то, что оптимальная скорость СПД определяется для структурного состояния материала (размер зерен, их форма и распределение, фазовый состав), которое в процессе испытания претерпевает изменения, следовательно, скорость деформации,
определенная из испытания, будет оптимальной только для условий, эквивалентных условиях испытаний (время нагрева, история нагружения, максимальная степень де- . формации, напряженно-деформированное состояние). В реальных же процессах обработки металлов давлением в состоянии сверхпластичности такая эквивалентность условий недостижима.
Наиболее близким техническим решением к предлагаемому является способ определения оптимальной скорости деформации, включающий испытание отдельных образцов при разных скоростях де- формации, построение зависимости напряжения течения и показателя скоростной чувствительности т скорости деформации при заданных степенях деформации. За оптимальную скорость СПД принимают такую, при которой показатель скоростной чувствительности максимален.
В отличие от аналога этот способ позволяет создать эквивалентные условия с реальными процессами по накопление:;
сл
XI
vJ
Јь
N0 ГО
4
степени деформации. Однако эквивалентность остальных условий испытания услов.и- ям реального процесса так же, как и в аналоге, недостижима.
Цель изобретения - повышение информативности и точности определения оптимальной скорости деформации.
Поставленная цель достигается тем, что в способе, включающем испытание образцов и определение зависимости напряжения течения от скорости деформации, согласно изобретению, испытывают по меньшей мере два образца со статистически различными структурными состояниями, определяют для каждого из них зависимость напряжение-скорость деформации, а в качестве оптимальной скорости деформации выбирают скорость деформации, одинаковую для обоих образцов при равных для них напряжениях.
Сущность предлагаемого способа состоит в следующем,
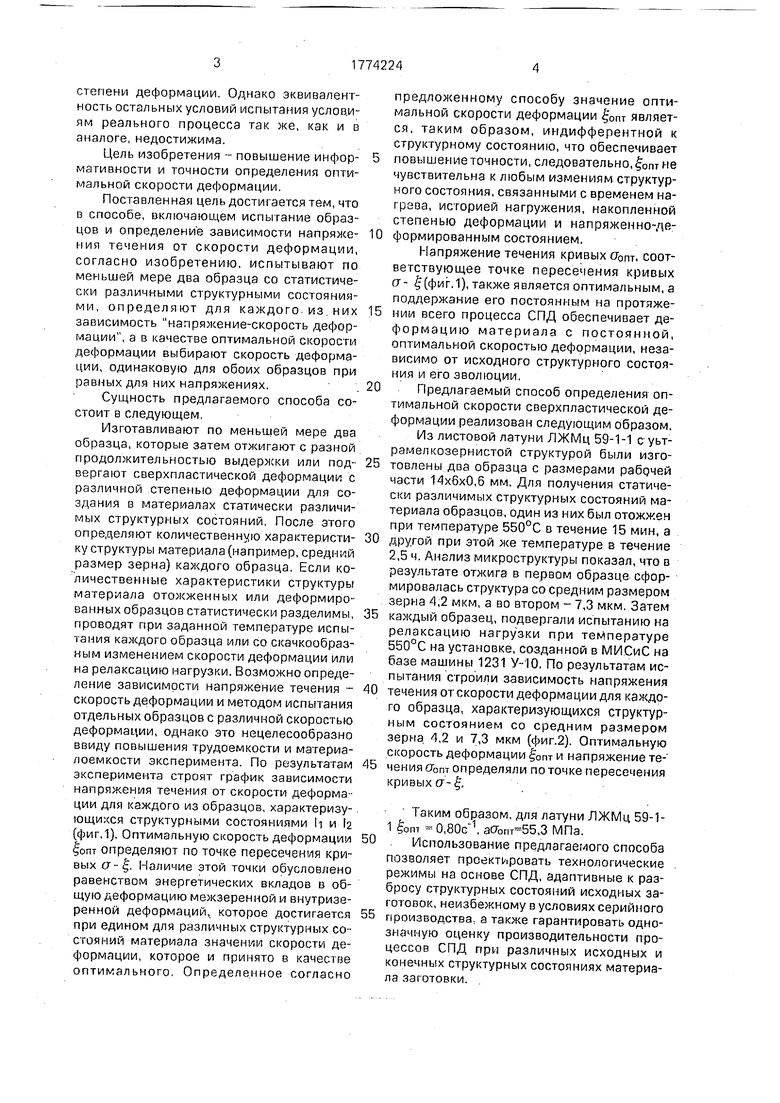
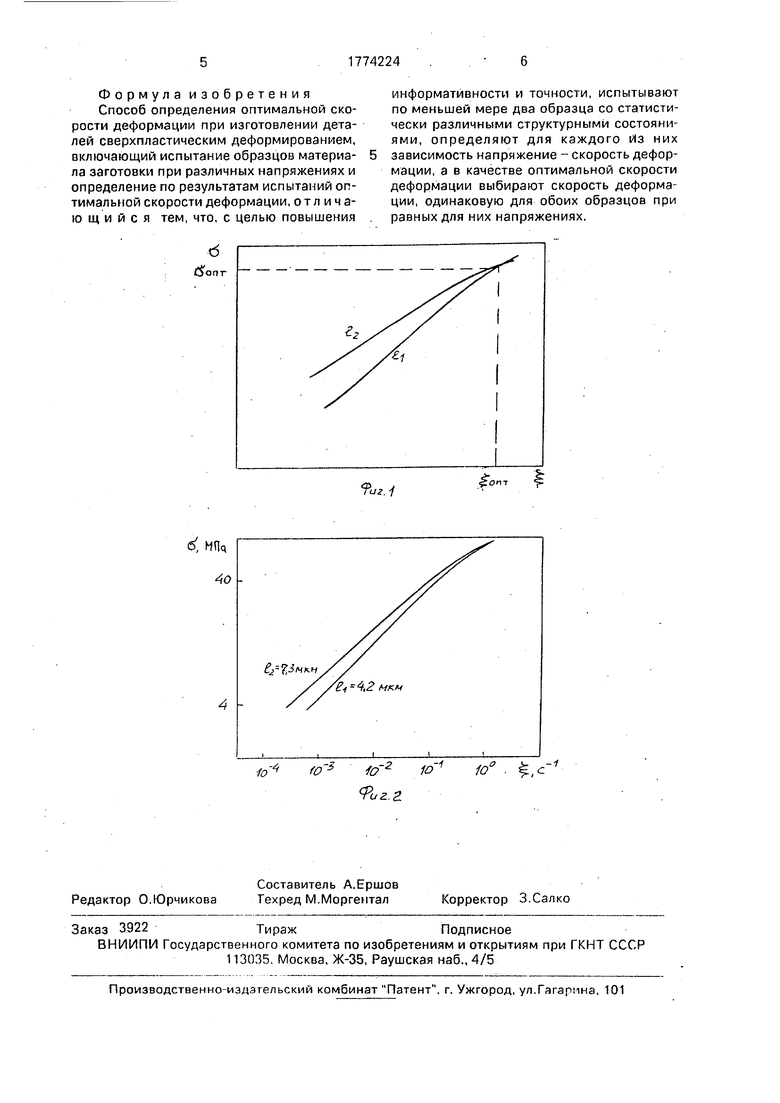
Изготавливают по меньшей мере два образца, которые затем отжигают с разной продолжительностью выдержки или подвергают сверхпластической деформации с различной степенью деформации для создания в материалах статически различимых структурных состояний, После этого определяют количественную характеристику структуры материала (например, средний размер зерна) каждого образца. Если количественные характеристики структуры материала отожженных или деформированных образцов статистически разделимы, проводят при заданной температуре испытания каждого образца или со скачкообразным изменением скорости деформации или на релаксацию нагрузки. Возможно определение зависимости напряжение течения - скорость деформации и методом испытания отдельных образцов с различной скоростью деформации, однако это нецелесообразно ввиду повышения трудоемкости и материалоемкости эксперимента. По результатам эксперимента строят график зависимости напряжения течения от скорости деформации для каждого из образцов, характеризующихся структурными состояниями Н и 2 (фиг, 1). Оптимальную скорость деформации |опт определяют по точке пересечения кривых о - Ј. Наличие этой точки обусловлено равенством энергетических вкладов в общую деформацию межзеренной и внутризе- ренной деформаций, которое достигается при едином для различных структурных состояний материала значении скорости деформации, которое и принято в качестве оптимального. Определенное согласно
предложенному способу значение оптимальной скорости деформации Јопт является, таким образом, индифферентной к структурному состоянию, что обеспечивает
повышение точности, следовательно, Ј0пт не чувствительна к любым измениям структурного состояния, связанными с временем на- грзва, историей нагружения, накопленной степенью деформации и напряженно-де0 формированным состоянием.
Напряжение течения кривых оьпт, соответствующее точке пересечения кривых о - Ј(фиг.1), также является оптимальным, а поддержание его постоянным на протяже5 нии всего процесса СПД обеспечивает деформацию материала с постоянной, оптимальной скоростью деформации, независимо от исходного структурного состояния и его эволюции,
0 Предлагаемый способ определения оптимальной скорости сверхпластической деформации реализован следующим образом. Из листовой латуни ЛЖМц 59-1-1 с уьт- рамелкозернистой структурой были изго5 товлены два образца с размерами рабдчей части 14x6x0,6 мм. Для получения статически различимых структурных состояний материала образцов, один из них был отожжен при температуре 550°С в течение 15 мин, а
0 другой при этой же температуре в течение 2,5 ч. Анализ микроструктуры показал, что в результате отжига в первом образце сформировалась структура со средним размером зерна 4,2 мкм, а во втором - 7,3 мкм. Затем
5 каждый образец, подвергали испытанию на релаксацию нагрузки при температуре 550°С на установке, созданной в МИСиС на базе машины 1231 У-Ю, По результатам испытания строили зависимость напряжения
0 течения от скорости деформации для каждого образца, характеризующихся структурным состоянием со средним размером зерна 4,2 и 7,3 мкм (фиг.2). Оптимальную скорость деформации Ј0пт и напряжение те5 ченияоьпт определяли по точке пересечения кривых 7- Ј.
Таким образом, для латуни ЛЖМц 59-1- 1 Јопт 0,, аОЬпт 55,3 МПа.
0 Использование предлагаемого способа позволяет проектировать технологические режимы на основе СПД, адаптивные к разбросу структурных состояний исходных заготовок, неизбежному в условиях серийного
5 производства, а также гарантировать однозначную оценку производительности процессов СПД при различных исходных и конечных структурных состояниях материала заготовки.
Формула изобретения Способ определения оптимальной скорости деформации при изготовлении деталей сверхпластическим деформированием, включающий испытание образцов материала заготовки при различных напряжениях и определение по результатам испытаний оптимальной скорости деформации, отличающийся тем, что, с целью повышения
d
($апт
4, ИПЧ АО
&V
/чк.
Ъ 4,2 мкм
информативности и точности, испытывают по меньшей мере два образца со статистически различными структурными состояниями, определяют для каждого из них зависимость напряжение - скорость деформации, а в качестве оптимальной скорости деформации выбирают скорость деформации, одинаковую для обоих образцов при равных для них напряжениях.
аг 1
$Г0т
