Изобретение относится к технологии изготовления изделий сложной формы из металлов и сплавов, способных приобретать нано- и микрокристаллическую структуру с регламентированно минимизированным размером зерна в результате предварительной интенсивной пластической деформации заготовок, в частности их равноканального углового прессования (РКУП), с последующим формообразованием изделий из нагретых заготовок в режиме сверхпластичности в широком диапазоне скоростей сверхпластического деформирования.
Уровень техники в области деформационного формообразования металлических изделий из заготовок в сверхпластическом состоянии характеризуется скачком развития технологических возможностей изготовления изделий сложной формы от эмпирического подбора оптимальных условий традиционной подготовки подходящих размера зерна и физико-механических характеристик структуры материала заготовок, влияющих на проявление ими свойств сверхпластичности при деформационном формообразовании (см., например, изобретения «High-precision, fine-detail forging process» no патенту US №4040286, B21D 31/00, 1977, «Method of imparting a fine grain structure to aluminum alloys having precipitating constituents» по патенту US №4092181, C22F 1/04, 1978, «Способ изготовления изделий из алюминиевых сплавов» по а.с. СССР №638411, B31J 5/00, 1978, «Способ объемной штамповки фасонных металлических изделий» по а.с. СССР №871963, B21J 5/00, 1981, «Способ обработки изделий сложной формы давлением» по а.с. СССР №816625, B21D 35/00, В21Н 1/00, 1981 и «Способ обработки сплавов системы алюминий-медь-литий» по патенту СССР №1822442, С22С 1/05, 1993) до расчетно-теоретического обоснования (экспериментально подтверждаемых) температурно-скоростных режимных условий предварительного приобретения заготовками задаваемых сверхпластических свойств в результате их интенсивной пластической деформации методом РКУП (см., например, изобретение «Способ формирования структуры легкого цветного сплава со сверхпластическими свойствами» по патенту РФ №2427664, C22F 1/00, 2011) и взаимосвязи механизма предварительной интенсивной пластической деформации заготовок методом РКУП и температурно-скоростных режимных условий последующего проявления ими свойств сверхпластичности при деформационном формообразовании современных изделий сложной формы (см., например, изобретение «Способ изготовления изделий из алюминиевых или магниевых сплавов с нано- и субмикрокристаллической структурой и изделия, изготовленные из этих сплавов (варианты)» с решением о выдаче патента РФ от 16.05.2012 г. по заявке №2011138667 с приоритетом 20.09.2011 г.).
Вместе с тем, производственная эффективность изготовления металлических изделий сложной формы с помощью сверхпластического деформирования продолжает оставаться недостаточно высокой, т.к. для осуществления определяющей ее технологической многофакторной оптимизации, включающей обеспечение регламентированно минимизированного размера зерна в результате предварительной интенсивной пластической деформации заготовок и подбор температуры нагрева заготовок - как условия осуществления высокой степени глубокой вытяжки заготовок при деформационном формообразовании из них изделий в интервале допустимых скоростей сверхпластического деформирования, отсутствует (неизвестен) эффективный метод уточнения задаваемых указанных режимных условий изготовления высококачественных металлических изделий сложной формы.
Так способ по патенту РФ №2427664 закладывает общую ехнологическую базу подготовки заготовок к формообразованию из них изделий сложной формы в режиме сверхпластичности путем деформационного измельчения зерен сплава заготовок методом РКУП для формирования структуры легких цветных сплавов с максимальными сверхпластическими свойствами (без взаимосвязи с температурными условиями их проявления при глубокой вытяжке заготовок в процессе штамповки указанных изделий), а способ изготовления - вышеуказанное изобретение (з. №2011138667) с решением о выдаче патента РФ от 16.05.2012 г. ограничено условиями целевого достижения сочетания повышенных пластичности и прочности заготовок для получения из них изделий с улучшенными механическими свойствами штамповкой алюминиевых или магниевых сплавов при комнатной температуре.
Традиционная технология изготовления металлических изделий сложной формы с помощью пластического деформирования опирается на предварительную, как правило продолжительную по объему технологического цикла общепринятую (без РКУП) термомеханическую обработку заготовок (патент US №4092181) и последующую объемную штамповку (патент US №4040286, а.с. СССР №№638411 и 871963) или сверхпластическую формовку (а.с. СССР №816625 и патент СССР №1822442) из них изделий сложной формы с возможностью трудоемкого уточнения оптимальной температуры деформационного формообразования (в отечественной технологии) по группе характеристик механических свойств образцов, измеряемых при повышенных температурах в соответствии с ГОСТ 9651-84 «Металлы. Методы испытаний на растяжение при повышенных температурах».
Недостаточно высокая технологичность в связи с изложенным выше недостатком также характерна для известного в области технологии изготовления изделий сложной формы наиболее близкого аналога предлагаемого способа - изобретения «Способ получения сверхпластичных листов из алюминиевых сплавов системы алюминий-магний-литий» (по патенту РФ № 2345173, С22F1.047, 2009), но содержащего технологические операции (получение из слитка заготовки, закалку последней и ее прокатку с получением сверхпластичных листов) в объеме подготовки к сверхпластической формовке изделий сложной формы - без самого формообразования из полученных листов изделий в режиме сверхпластичности.
В связи с отсутствием ближайшего по сущности аналога (основанного на предварительной подготовке заготовок методом РКУП с последующей глубокой вытяжкой нагретых заготовок) заявляемого способа изготовления металлических изделий сложной формы заявитель выбрал форму изложения формулы и описания изобретения - без прототипа.
Технический результат заявляемого изобретения - повышение эффективности изготовления металлических изделий сложной формы с помощью сверхпластического деформирования за счет повышения технологичности изготовления в результате обеспечения возможности надежного производственного выхода на увеличение пластических свойств нагретых заготовок в широкой группе цветных и/или легких металлов и сплавов при их деформационном формообразовании в режиме сверхпластичности на основе регламентированной минимизации среднего размера зерна заготовки после РКУП и ограничения температурного интервала указанного деформационного формообразования с помощью пороговой температурной величины, рассчитываемой в зависимости от физико-механических характеристик материала заготовки, в сочетании с менее трудоемким экспериментальным уточнением оптимальной (в отношении максимального увеличения пластичности) температуры нагрева заготовок и формообразования изделий из них, не превышающей указанной пороговой величины и соответствующей максимуму внутреннего трения (ВТ) материала заготовок на измеряемой кривой температурной зависимости этого ВТ.
Технический результат предлагаемого изобретения заключается, кроме того, в расширении технологических возможностей производственной отработки оптимального технологического процесса изготовления металлических изделий сложной формы как путем высокоскоростного (штамповкой с глубокой вытяжкой) сверхпластического деформирования, так и в режиме пониженных скоростей деформирования при сверхпластической формовке, а также в расширении производственного арсенала технологических средств изготовления высококачественных металлических изделий сложной формы.
Для достижения указанного результата заявляемый способ изготовления металлических изделий сложной формы из цветных металлов и сплавов, способных после интенсивной пластической деформации приобретать наноразмерную структуру зерен, включает предварительную интенсивную пластическую деформацию заготовки методом равноканального углового прессования (РКУП) до получения нано- или микрокристаллической структуры со средним размером зерна не более 1,5 мкм и последующий нагрев и формообразование из нее изделия в режиме сверхпластичности, причем нагрев осуществляют до оптимальной температуры формообразования (Т), соответствующей максимальному значению внутреннего трения (ВТ) материала заготовки на экспериментально определяемой кривой зависимости внутреннего трения материала заготовки от температуры, а формообрезование проводят при отклонениях от оптимальной температуры, не превышающих пороговую величину Т1, определяемую из следующего соотношения:

где

k - постоянная Больцмана, (Дж/К);
Dbo - предэкспоненциальный множитель коэффициента диффузии по неравновесным границам зерен, (м2/с);
δ - ширина границы зерна, (м);
dR - размер зародыша рекристаллизации - масштаб диффузионного массопереноса при рекристаллизации, (м);
G - модуль сдвига, (Па);
Ω - атомный объем, (м3);
ta - время нагрева при температуре T, (с);
A1≈10 - численный коэффициент,(безразмерная величина);
ωR - критическая мощность стыковых дисклинаций, при которой становится возможной быстрая миграция границы зерна, (рад);
ωo - исходная - до начала нагрева мощность стыковых дисклинаций, (рад).
В частных случаях:
РКУП заготовок, выполненных из цветного металла Cu М1, проводят при общем числе циклов прессования, равном 12, со скоростью прессования 0,4 мм/с при температуре прессования 20°С до получения структуры со средним размером зерна 0,2 мкм, нагревают заготовку до оптимальной температуры Т=230°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для меди М1, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=250°С.
РКУП заготовок, выполненных из цветного металла Ni НП1, проводят при общем числе циклов прессования, равном 10, со скоростью прессования 0,4 мм/с при температуре прессования 150°С до получения структуры со средним размером зерна 0,15 мкм, нагревают заготовку до оптимальной температуры Т=350°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава НП1, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=370°С.
РКУП заготовок, выполненных из легкого металла Ti BT1-00, проводят при общем числе циклов прессования, равном 4, со скоростью прессования 0,4 мм/с при температуре прессования 400°С до получения структуры со средним размером зерна 0,2 мкм, нагревают заготовку до оптимальной температуры Т=570°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для ВТ1-00, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=600°С.
РКУП заготовок, выполненных из алюминиевого сплава АМг6, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 250°С до получения структуры со средним размером зерна 0,35 мкм, нагревают заготовку до оптимальной температуры Т=270°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава АМг6, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=300°С.
РКУП заготовок, выполненных из алюминиевого сплава 1420, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 300°С до получения структуры со средним размером зерна 0,4 мкм, нагревают заготовку до оптимальной температуры Т=350°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава 1420, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-2 с-1 при температуре, не превышающей пороговую расчетную величину Т1=380°С.
РКУП заготовок, выполненных из алюминиевого сплава 1575, проводят при общем числе циклов прессования, равном 4, со скоростью прессования 0,4 мм/с при температуре прессования 200°С до получения структуры со средним размером зерна 0,3 мкм, нагревают заготовку до оптимальной температуры Т=200°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для алюминиевого сплава 1575, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-2 с-1 при температуре, не превышающей пороговую расчетную величину Т1=300°С.
РКУП заготовок, выполненных из магниевого сплава МА14, проводят при общем числе циклов прессования, равном 4, со скоростью прессования 0,4 мм/с при температуре прессования 200°С до получения структуры со средним размером зерна 1,3 мкм, нагревают заготовку до оптимальной температуры Т=260°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава МА14, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-2 с-1 при температуре, не превышающей пороговую расчетную величину Т1=280°С.
РКУП заготовок, выполненных из магниевого сплава AZ91, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 180°С до получения структуры со средним размером зерна 1,2 мкм, нагревают заготовку до оптимальной температуры Т=300°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава AZ91, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=320°С.
РКУП заготовок, выполненных из магниевого сплава МА2-1, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 250°С до получения структуры со средним размером зерна 1,4 мкм, нагревают заготовку до оптимальной температуры Т=260°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава МА2-1, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=290°С.
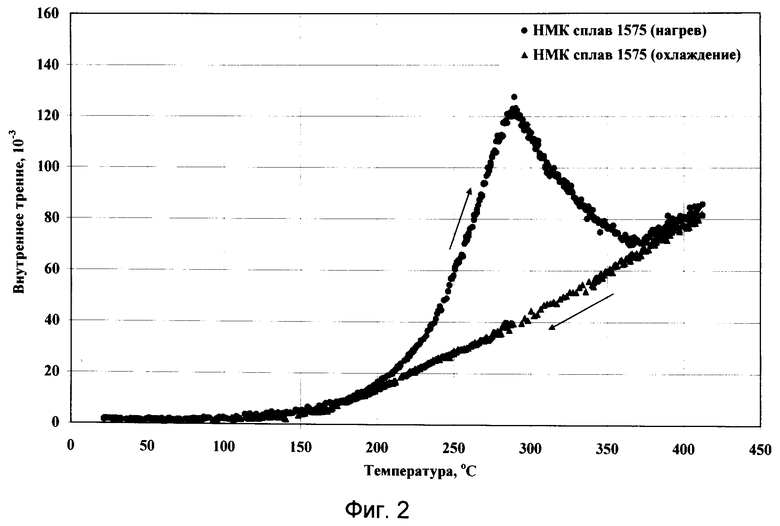
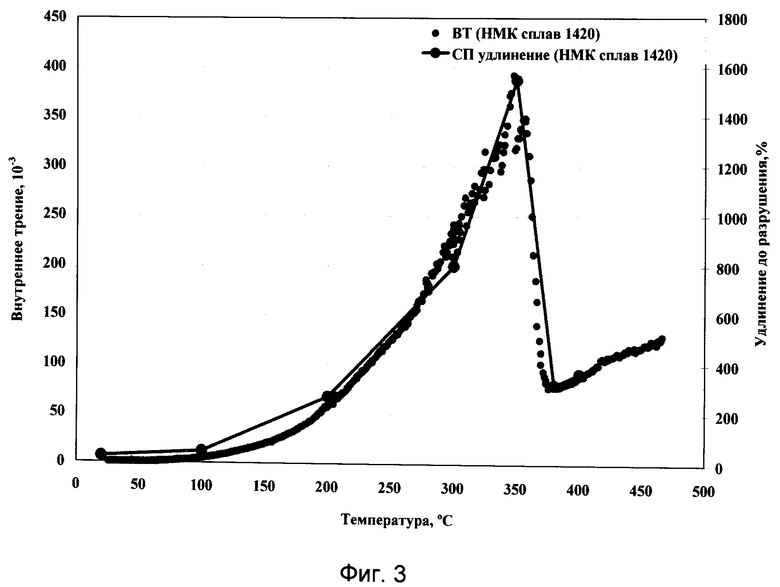
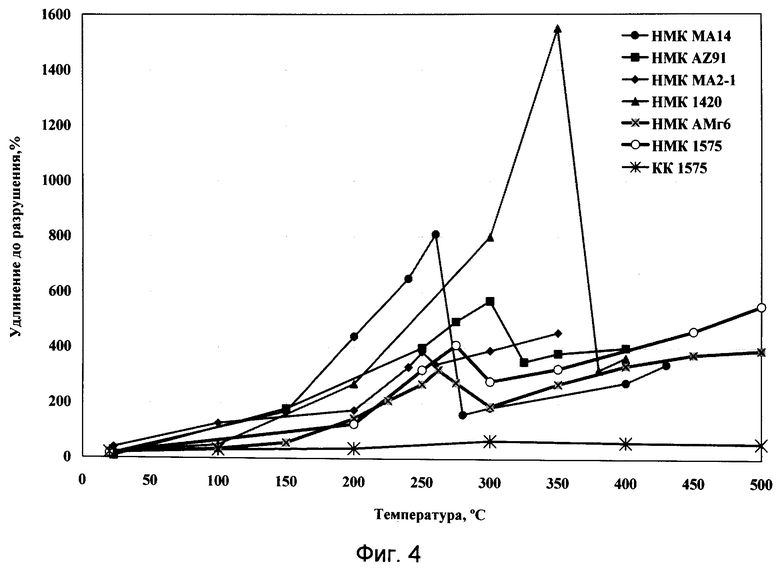
На фиг.1 и 2 показаны экспериментальные кривые температурной зависимости ВТ, соответственно Ni НП1 (частота 7 Гц) и сплава 1575 в состоянии после 6 циклов РКУП (частота 4 Гц), подтверждающие наличие температурного максимума ВТ; на фиг.3 - пример экспериментальной корреляции температурного максимума ВТ и температурного максимума относительного удлинения до разрушения сплава 1420; на фиг.4 - примеры экспериментальных температурных максимумов относительного удлинения до разрушения группы алюминиевых и магниевых сплавов при скоростях деформации порядка 10-3 с-1.
В примерах выполнения заявляемого способа исходные заготовки (со средним размером зерна 30-100 мкм) размером 22×22×165 мм из металла или сплава подвергают от 4-х до 12-ти циклов прессования в инструменте с углом пересечения рабочего и выходного каналов 90° на установке для РКУП по маршруту ВC (заготовку перед каждым повторным циклом поворачивают на угол 90° вокруг ее продольной оси) со скоростью прессования 0,4 мм/сек (выбранная скорость деформации определилась техническими возможностями используемой установки) при подобранной температуре прессования от 20 до 400°С в зависимости от марки металла и сплава.
В результате такой обработки материал заготовки приобретает нано- или микрокристаллическую структуру со средним размером зерна от 0,15 до 1,3 мкм (см. примеры материалов заготовок ниже), не превышающей предельно допустимую величину среднего размера зерна 1,5 мкм.
Затем заготовки нагревают до оптимальной температуры, соответствующей максимуму ВТ материала заготовки на измеряемой кривой температурной зависимости этого ВТ, в частности в интервале ее значений от 250 до 600°С (см. оптимальные температуры в примерах материалов заготовок ниже) с условием ее не превышения пороговой величины Т1, которую оценивают при помощи соотношения (1), в частности в интервале ее значений от 250 до 600°С в зависимости от физико-механических характеристик материала заготовок (см. указанные пороговые величины в примерах материалов заготовок ниже), взаимосвязанных с предельно допустимой величиной среднего размера зерна после РКУП 1,5 мкм.
Нагретые заготовки подвергают методом штамповки глубокой вытяжки в режиме сверхпластичности с подбираемой скоростью от 10-3 до 3·10-2 с-1, достигая увеличения пластических свойств материалов заготовок (например, увеличение удлинения до разрыва - до 1550% для сплава 1420).
Примеры выполнения заявляемого способа:
1.) медь М1 - РКУП заготовок, выполненных из нее, проводят при общем числе циклов прессования, равном 12, со скоростью прессования 0,4 мм/с при температуре прессования 20°С до получения структуры со средним размером зерна 0,2 мкм, нагревают заготовку до оптимальной температуры Т=230°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для меди М1, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=250°С.
2.) никель НП1 - РКУП заготовок, выполненных из него, проводят при общем числе циклов прессования, равном 10, со скоростью прессования 0,4 мм/с при температуре прессования 150°С до получения структуры со средним размером зерна 0,15 мкм, нагревают заготовку до оптимальной температуры Т=350°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для никеля НП1, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=370°С.
3.) титан BT1-00 - РКУП заготовок, выполненных из него, проводят при общем числе циклов прессования, равном 4, со скоростью прессования 0,4 мм/с при температуре прессования 400°С до получения структуры со средним размером зерна 0,2 мкм, нагревают заготовку до оптимальной температуры Т=570°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для титана ВТ1-00, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=600°С.
4.) алюминиевый сплав АМг6 - РКУП заготовок, выполненных из него, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 250°С до получения структуры со средним размером зерна 0,35 мкм, нагревают заготовку до оптимальной температуры Т=270°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава АМг6, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=300°С.
5.) алюминиевый сплав 1420 - РКУП заготовок, выполненных из него, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 300°С до получения структуры со средним размером зерна 0,4 мкм, нагревают заготовку до оптимальной температуры Т=350°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава 1420, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-2 с-1 при температуре, не превышающей пороговую расчетную величину Т1=380°С.
6.) алюминиевый сплав 1575 - РКУП заготовок, выполненных из него, проводят при общем числе циклов прессования, равном 4, со скоростью прессования 0,4 мм/с при температуре прессования 200°С до получения структуры со средним размером зерна 0,3 мкм, нагревают заготовку до оптимальной температуры Т=280°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава 1575, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-2 с-1 при температуре, не превышающей пороговую расчетную величину Т1=300°С.
7.) магниевый сплав МА14 - РКУП заготовок, выполненных из него, проводят при общем числе циклов прессования, равном 4, со скоростью прессования 0,4 мм/с при температуре прессования 200°С до получения структуры со средним размером зерна 1,3 мкм, нагревают заготовку до оптимальной температуры Т=260°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для магниевого сплав, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-2 с-1 при температуре, не превышающей пороговую расчетную величину Т1=280°С.
8.) магниевый сплав AZ91 - РКУП заготовок, выполненных из него, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 180°С до получения структуры со средним размером зерна 1,2 мкм, нагревают заготовку до оптимальной температуры Т=300°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=320°С.
9.) магниевый сплав МА2-1 - РКУП заготовок, выполненных из него, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 250°С до получения структуры со средним размером зерна 1,4 мкм, нагревают заготовку до оптимальной температуры Т=260°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=290°С.
Для измерения внутреннего трения была использована акустическая установка «обратный крутильный маятник» (см. Справочник под ред. Блантера М.С. Метод внутреннего трения в металловедческих исследованиях. М.: Металлургия, 1991, с.472). Обратный крутильный маятник позволяет проводить измерения величины внутреннего трения в режиме свободных затухающих колебаний в частотном диапазоне от 1 до 10 Гц. Для измерений использовались образцы размером 1,5×1,5×50 мм. Амплитуда деформации не превышала 5·10-6. Непрерывный нагрев и охлаждение образцов проводились с постоянной скоростью 4°С/мин в термокамере установки.
Величина внутреннего трения определялась по формуле

где Ao и AN - значения амплитуд (м), между которыми производился счет числа N (б/р в-на) периодов свободно затухающих колебаний.
Сверхпластические испытания в режиме растяжения проводились на универсальной машине для механических испытаний «Tinius Olsen H25S-K». Испытания проводились на образцах в форме двойной лопатки с размером рабочей части 2×2×3 мм3 в диапазоне температур 20-550°С и в интервале скоростей деформации от 10-4 до 100 с-1. Нагрев образцов до температуры испытаний осуществлялся в течение 10 минут. Для установления теплового равновесия образцы выдерживались при рабочей температуре в течение 10 минут.
Существенность отличительных признаков заявляемой формулы изобретения - взаимосвязь предложенных экспериментально полученной допустимо предельной величины среднего размера зерна широкой группы цветных или легких металлов и сплавов заготовок после РКУП - 1,5 мкм и рассчитываемой с помощью выражения (1) пороговой величины температуры нагрева заготовок T1 с точки зрения режимного обеспечения формообразования заготовок в интервале скоростей сверхпластического деформирования с высокими показателями пластичности глубокой вытяжки, соответствующими требованиям производственной штамповки при изготовлении изделий сложной формы, а также возможность при этом технологически выигрышного (менее затратного в сравнении с традиционной производственной практикой) уточняющего экспериментального измерения оптимальной температуры указанного формообразования подтверждается анализом физико-математического моделирования зернограничного ВТ в металлах и сплавах и экспериментальных результатов, свидетельствующих о корреляции между температурным максимумом ВТ и температурным максимумом высокой пластичности материала заготовки при ее сверхпластическом деформировании в статье Чувильдеева В.Н. и др. Предел диспергирования при равноканальной угловой деформации. Влияние температуры. - Доклады Академии наук, Техническая физика, 2004, т.396, №3, с.1-7 и статье Грязнова М.Ю. и др. Зернограничное внутреннее трение и сверхпластичность нано- и микрокристаллических металлов и сплавов. - Вестник Нижегородского государственного университета им. Н.И.Лобачевского, 2010, №5 (ч.2), с.147-159.
Причем при подборе среднего размера зерна заготовок после РКУП для конкретного материала кроме экспериментального определения задаваемого контрольного среднего размера зерна возможна предварительная оценка указанной оптимальной величины, производимая на основе моделирования оптимального размера зерна, обосновывающего существенность (предложенной в качестве граничной) общей допустимо предельной величины среднего размера зерна - 1,5 мкм (статья Чувильдеева В.Н. и др. Влияние размера зерна на параметры структурной сверхпластичности микрокристаллических материалов. - Доклады Академии наук. 2006. Т.410. №3. С.335-339).
Величина деформации до разрыва образцов РКУП металлов и сплавов пропорциональна величине скорости деформации по границам зерен. Эта величина в свою очередь зависит от величины диффузии по границам зерен, которая экспоненциально увеличивается с увеличением среднего размера зерна, и обратно пропорциональна квадрату величины среднего размера зерна. Таким образом, для каждого металла и сплава на зависимости величины деформации до разрыва от величины среднего размера зерна имеется локальный максимум, свидетельствующий о том, что максимальное значение пластичности РКУП металлов и сплавов достижимо в узком интервале значений средних размеров зерен.
Вышеизложенное подтверждается анализом физико-математического моделирования в статье Чувильдеева В.Н. и др. О размере зерна, оптимальном для сверхпластической деформации. - Доклады Академии наук. 2006. Т.410, №3, с.335-339.
Выражение (1), приведенное выше, следует из теории рекристаллизации (см. формулу (4) в указанной выше статье Грязнова М.Ю. и др. Зернограничное внутреннее трение и сверхпластичность нано- и микрокристаллических металлов и сплавов).
Основы этой теории приведены в статье Чувильдеева В.Н. и др. Рекристаллизация в микрокристаллических меди и никеле, полученных методом РКУ-прессования. II. Температура начала рекристаллизации. Модель. - Физика металлов и металловедение, 2003, том 96, №6, с.1-9.
Подобие температурных зависимостей величин пластичности (деформации при разрыве δразр(Т)) и внутреннего трения Q-1(T) (см., например, указанные кривые для сплава 1420 на фиг.3) объясняется зависимостью обеих величин от коэффициента зернограничной диффузии, который экспоненциально увеличивается с температурой. После нагрева до температуры начала рекристаллизации, определяющей пороговую величину T1, в металлах и сплавах (со структурой - после РКУП) начинается интенсивный рост зерен, приводящий к уменьшению объемной доли границ зерен в материале, снижению скорости зернограничного проскальзывания и, соответственно, уменьшению величин пластичности и внутреннего трения. При этом на зависимостях δразр(Т) и Q-1(T) наблюдается резкий спад (см. фиг.1-4).
Влияние отклонения от оптимальной температуры деформирования на 50°С в нижнюю и верхнюю стороны на величину пластичности (деформации при разрыве δразр, которая составила для сплавов: 1420 - 1550%, МА14 - 810%, AZ91 - 570%, МА2-1 - 390%, АМг6 - 320%, 1575 - 410%) показаны в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультрамелкозернистые алюминиевые сплавы для высокопрочных изделий, изготовленных в условиях сверхпластичности, и способ получения изделий | 2020 |
|
RU2739926C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУРЫ ЛЕГКОГО ЦВЕТНОГО СПЛАВА СО СВЕРХПЛАСТИЧЕСКИМИ СВОЙСТВАМИ | 2009 |
|
RU2427664C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКООТВЕТСТВЕННЫХ ИЗДЕЛИЙ ИЗ ТРЕХКОМПОНЕНТНОГО ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2532700C2 |
| Способ термомеханической обработки -титановых сплавов | 1978 |
|
SU742483A1 |
| Способ подготовки структуры алюминиевых сплавов | 1989 |
|
SU1693114A1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕЛКОЗЕРНИСТОЙ ВЫСОКОПРОЧНОЙ И КОРРОЗИОННО-СТОЙКОЙ СТРУКТУРЫ АЛЮМИНИЕВОГО СПЛАВА | 2016 |
|
RU2641212C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2254195C1 |
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2134308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ПРУТКОВ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЛЯ МЕДИЦИНСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2014 |
|
RU2562591C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+α СПЛАВОВ | 1999 |
|
RU2164263C2 |

Изобретение относится к технологии изготовления изделий сложной формы из металлов и сплавов, способных приобретать нано- и микрокристаллическую структуру с регламентированно минимизированным размером зерна в результате предварительной интенсивной пластической деформации заготовок. Способ включает равноканальное угловое прессование заготовок до получения структуры с размером зерна не более 1,5 мкм, последующий нагрев и формообразование изделия в режиме сверхпластичности, причем нагрев осуществляют до оптимальной температуры, соответствующей максимуму на кривой зависимости внутреннего трения материала заготовки от температуры, а формообразование проводят при отклонениях температуры, не превышающих величины, определяемой из расчетной формулы. Способ позволяет повысить эффективность изготовления металлических изделий сложной формы для широкой группы цветных металлов и сплавов при их деформационном формообразовании в режиме сверхпластичности на основе регламентированной минимизации среднего размера зерна заготовки. 9 з.п. ф-лы, 1 табл., 4 ил.,9 пр.
1. Способ изготовления изделий сложной формы из цветных металлов или сплавов, способных после интенсивной пластической деформации приобретать наноразмерную структуру зерен, включающий предварительную интенсивную пластическую деформацию заготовки методом равноканального углового прессования (РКУП) до получения нано- или микрокристаллической структуры со средним размером зерна не более 1,5 мкм и последующий нагрев и формообразование из нее изделия в режиме сверхпластичности, причем нагрев осуществляют до оптимальной температуры формообразования (Т), соответствующей максимальному значению внутреннего трения (ВТ) материала заготовки на экспериментально определяемой кривой зависимости внутреннего трения материала заготовки от температуры, а формообразование проводят при отклонениях от оптимальной температуры, не превышающих пороговую величину T1, определяемую из следующего соотношения:

где
k - постоянная Больцмана,
Dbo - предэкспоненциальный множитель коэффициента диффузии по неравновесным границам зерен,
δ - ширина границы зерна,
dR - размер зародыша рекристаллизации - масштаб диффузионного массопереноса при рекристаллизации,
G - модуль сдвига,
Ω - атомный объем,
ta - время нагрева при температуре Т,
A1≈10 - численный коэффициент,
ωR - критическая мощность стыковых дисклинаций, при которой становится возможной быстрая миграция границы зерна,
ωо - исходная - до начала нагрева мощность стыковых дисклинаций.
2. Способ по п.1, отличающийся тем, что РКУП заготовок, выполненных из меди М1, проводят при общем числе циклов прессования, равном 12, со скоростью прессования 0,4 мм/с при температуре прессования 20°С до получения структуры со средним размером зерна 0,2 мкм, нагревают заготовку до оптимальной температуры Т=230°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для меди М1, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1 = 250°С.
3. Способ по п.1, отличающийся тем, что РКУП заготовок, выполненных из никеля НП1, проводят при общем числе циклов прессования, равном 10, со скоростью прессования 0,4 мм/с при температуре прессования 150°С до получения структуры со средним размером зерна 0,15 мкм, нагревают заготовку до оптимальной температуры Т=350°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для никеля НП1, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1 = 370°С.
4. Способ по п.1, отличающийся тем, что РКУП заготовок, выполненных из титана BT1-00, проводят при общем числе циклов прессования, равном 4, со скоростью прессования 0,4 мм/с при температуре прессования 400°С до получения структуры со средним размером зерна 0,2 мкм, нагревают заготовку до оптимальной температуры Т=570°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для BT1-00, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=600°С.
5. Способ по п.1, отличающийся тем, что РКУП заготовок, выполненных из алюминиевого сплава АМг6, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 250°С до получения структуры со средним размером зерна 0,35 мкм, нагревают заготовку до оптимальной температуры Т=270°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для алюминиевого сплава АМг6, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=300°С.
6. Способ по п.1, отличающийся тем, что РКУП заготовок, выполненных из алюминиевого сплава 1420, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 300°С до получения структуры со средним размером зерна 0,4 мкм, нагревают заготовку до оптимальной температуры Т=350°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для алюминиевого сплава 1420, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-2 с-1 при температуре, не превышающей пороговую расчетную величину Т1=380°С.
7. Способ по п.1, отличающийся тем, что РКУП заготовок, выполненных из алюминиевого сплава 1575, проводят при общем числе циклов прессования, равном 4, со скоростью прессования 0,4 мм/с при температуре прессования 200°С до получения структуры со средним размером зерна 0,3 мкм, нагревают заготовку до оптимальной температуры Т=280°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для алюминиевого сплава 1575, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-2 с-1 при температуре, не превышающей пороговую расчетную величину Т1=300°С.
8. Способ по п.1, отличающийся тем, что РКУП заготовок, выполненных из магниевого сплава МА14, проводят при общем числе циклов прессования, равном 4, со скоростью прессования 0,4 мм/с при температуре прессования 200°С до получения структуры со средним размером зерна 1,3 мкм, нагревают заготовку до оптимальной температуры Т=260°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава МА14, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-2 с-1 при температуре, не превышающей пороговую расчетную величину Т1=280°С.
9. Способ по п.1, отличающийся тем, что РКУП заготовок, выполненных из магниевого сплава AZ91, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 180°С до получения структуры со средним размером зерна 1,2 мкм, нагревают заготовку до оптимальной температуры Т=300°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры сплава AZ91, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=320°С.
10. Способ по п.1, отличающийся тем, что РКУП заготовок, выполненных из магниевого сплава МА2-1, проводят при общем числе циклов прессования, равном 6, со скоростью прессования 0,4 мм/с при температуре прессования 250°С до получения структуры со средним размером зерна 1,4 мкм, нагревают заготовку до оптимальной температуры Т=260°С, соответствующей максимуму ВТ на кривой зависимости внутреннего трения от температуры для сплава МА2-1, а формообразование изделий осуществляют методом штамповки в режиме сверхпластичности со скоростью 3·10-3 с-1 при температуре, не превышающей пороговую расчетную величину Т1=290°С.
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНЫХ ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 2007 |
|
RU2345173C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУРЫ ЛЕГКОГО ЦВЕТНОГО СПЛАВА СО СВЕРХПЛАСТИЧЕСКИМИ СВОЙСТВАМИ | 2009 |
|
RU2427664C2 |
| KR 1020050024736 A, 11.03.2005 | |||
| JP 2003001321 A, 07.01.2003 | |||
| KR 2009116137 A, 11.11.2009 | |||

