Изобретение относится к машиностроению, и может использоваться при оптимизации режимов горячей штамповки, в частности титанивых сплавов
Известны методы испытания металлов в горячем состоянии, предназначенные для прогнозирования деформируемости металлов без разрушения или оценки горячей пластичности металлов Например, методы испытания на осадку предусматриваются в ГОСТ 8817-73 При этом задается определенная степень деформации металла в горячем состоянии и оценивается поверхностное разрушение образцов отрезанных от прутков или проволоки
Известен метод, описанный в ГОСТ 9651-73 Металлы Метод испытания на растяжение при повышенных температурах, где предусмотрено, в частности, определение горячей пластичности относительного удлинения и сужения
За прототип принят способ определения направления максимальной деформации (анизотропии) при осадке образца при комнатной температуре (авторское свидетельство N 1677570 кл G 01 N 3/00, 1989)
Недостатком указанного способа является невозможность выявления локальной анизотропии горячей пластичности гетерогенных сплавов, например, двухфазных титановых сплавов. Необходимость определения такой характеристики объясняется тем, что при горячей лисговой штамповке, в частности вытяжке, наблюдаются внутренние разрывы, обусловленные механизмом накопления микропор в местах растягивающих напряжений и перенапряжения металла из-за анизотропии локальной пластичности слоев разных структурных составляющих.
Целью изобретения является повышение точности определения деформируемости гетерогенных сплавов в условиях горячей обработки давлением
Поставлленная цель достигается теп что определяется локальная анизотропия пластической деформации, происходящая при горячем растяжении образцов путем измерения степени эллипсообразности излома в шейке разорванною образца
Для реализации предложения изготавливают разрывные образцы с утолщенными
со
с
VI
М LN
ю кэ (л
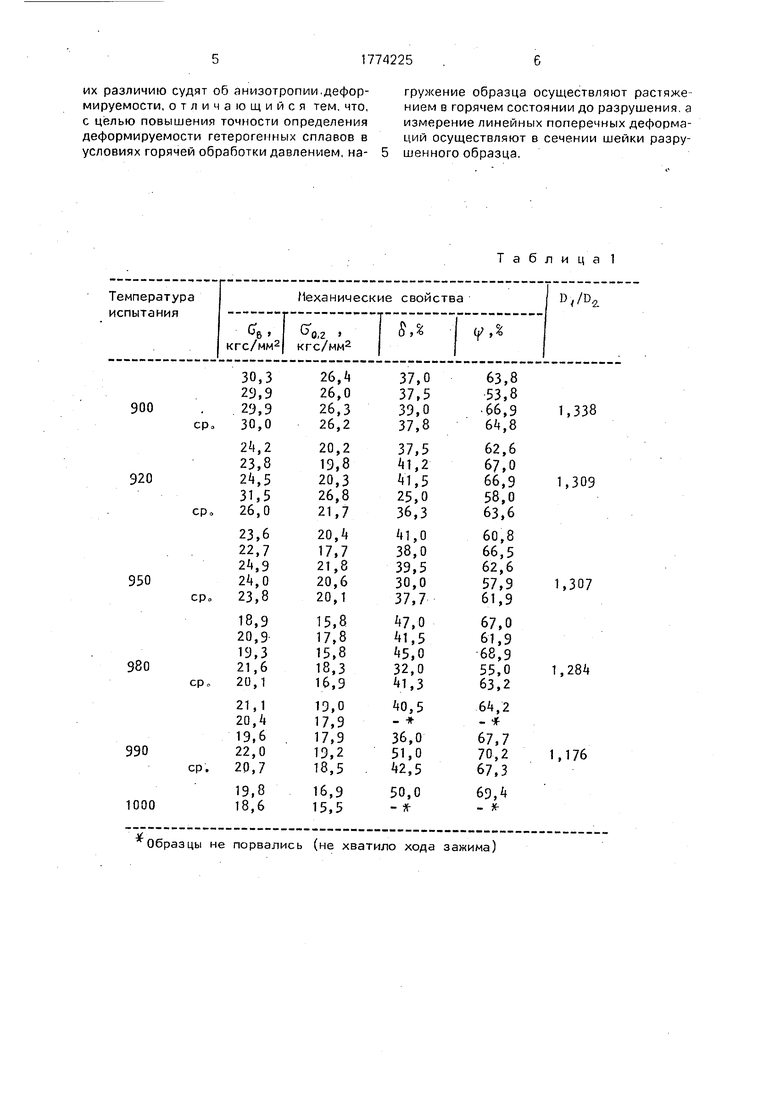
головками и шейками круглого сечения на пример, как по ГОСТ 9651-73 Подютавпи- вают испытательное оборудование - разрывную машину с камерой для нагрева образцов, например, универсальную машину типа Инстрон. Задают значения технологических температур испытания, исходя из целей испытания. Испытывают последовательно образцы при каждой температуре, нагружая и растягивая образцы до разрыва. Фиксируют разрушающую нагрузку, а после охлаждения образца - конечное приращение длины рабочей (расчетной) части Рассчитывают характеристики прочности, пластичности. Затем измеряют диаметр ы эллипса наибольший D1 и наименьший D2 - в изломе шейки по сечению разрушения. Для этого используют оптический микроскоп типа МБС с окулярной сеткой
Степень эллипсообразности излома Аэ рассчитывают как отношение
A3 Di/D2
Данные параллельных определений при одной и той же температуре испытания усредняют, например, по трем-пяти об- рзцам по каждому показателю
Локальную анизотропию пластической деформации оценивают показателем Аэ, рассчитанным из отношения (1).
Способ проверен практически с получением положительного эффекта при оптимизации деформируемости листового титанового сплава марки СП-ЗВ. При вы- гяжке полусферических заготовок из листов толщиной 22 мм и последующей токарной обработке на наружной выпуклой поверхно- -сти деталей наблюдались дефекты в виде надрывов, распространяющиеся на разную глубину по сечению, преимущественно под углом 30° от полюса полусферы, где металл при штамповке испытывает наибольшие растягивающие напряжения.
Согласно литературным данным подобные дефекты при горячей штамповке титановых сплавов возможны в условиях недостаточной пластичности. Температура нагрева заготовок под штамповку равнялась 950°С. Исследованиями горячей пластичности с оценкой локальной анизотропии пластичности по предлагаемому способу удалось обосновать и поднять температуру штамповки до 980°С вместо 950°С.
Результаты испытания образцов приведены в табл.1.
Температуру горячей штамповки двухфазных титановых сплавов типа СП-ЗВ или
ВТ6, ВТбс назначают не выше температуры полиморфного превращения (Тпп). Однако ввиду колебания химического состава в пределах марки, а именно легирующих - алю5 миния и ванадия, а также содержания примесей значение Тип изменяется. Выбранная при отработке технологии температура штамповки оказывается не оптимальной для разных плавок. Для опти10 мизации температуры штамповки оценивали, помимо относительного удлинения, величину Аэ. Из табл.1 видно, что более устойчиво с повышением температуры изменяется (падает) Аэ. чем относительное
15 сужение. В этом случае сравнение Аэ должно быть с показателем пластичности, относительным сужением. Однако с ростом температуры не наблюдается ее линейной корреляции с относительным сужением. К
20 тому же, наименьшее число /л равное 61,9%, незначимо отличается от других значений. Значение локальной анизотропии с ростом температуры падает по линейной зависимости:
25
Аз-0,00132t+2 54(2)
с коэффициентом корреляции, равным -0,8 {значим при доверительной вероятности
30 0,95).
Детали, отштампованные с нагревом заготовок при 980°С, указанных дефектов не имели.
Повышение температуры горячей
35 штамповки выравнивает горячую пластичность по объему заготовки. При этом перенапряжение металла гасится в микрообъемах металла, что предотвращает рост микротрещин до макротрещин.
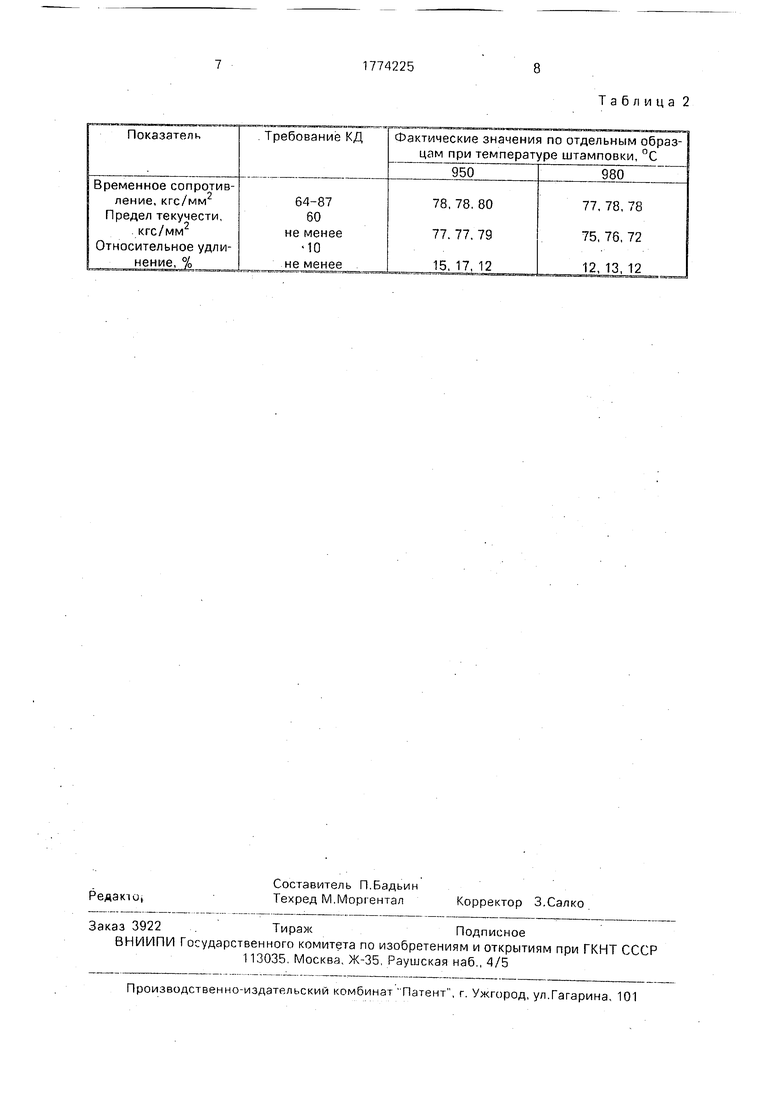
40Испытания механических свойств
штамповок показали их удовлетворительные значения после корректировки температуры штамповки (см. табл.2).
Технико-экономический эффект от
45 внедрения предлагаемого способа заключается в повышении информативности результатов испытания горячей пластичности, повышении надежности прогнозирования штампуемости (выхода годных) без разру50 шения и возможности обеспечить необходимый уровень горячей пластичности с учетом ее локальной анизотропии (повышает технологические возможности использования титанового сплава СП-ЗВ).
55
Формула изобретения Способ определения деформируемости металла в горячем состоянии, по которому нагружают цилиндрический образец, измеряют линейные поперечные деформации и
их различию судят об анизотропии.деформируемости, отличающийся тем. что, с целью повышения точности определения деформируемости гетерогенных сплавов в
гружение образца осуществляют растяже нием в горячем состоянии до разрушения, а измерение линейных поперечных деформаций осуществляют в сечении шейки разру
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки штампуемости листового металла | 1984 |
|
SU1171150A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛИНОЙ МЕНЕЕ 8500 м ДЛЯ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2750872C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В ТИТАНОВЫХ СПЛАВАХ, ДЕФОРМИРУЕМЫХ В ВОДНОЙ СРЕДЕ | 2019 |
|
RU2725692C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛЬНЫХ ЗНАЧЕНИЙ НОРМАЛИЗОВАННОГО КРИТЕРИЯ РАЗРУШЕНИЯ Cockcroft-Latham | 2015 |
|
RU2595821C1 |
| ГОРЯЧЕШТАМПОВАННАЯ МИКРОЛЕГИРОВАННАЯ СТАЛЬ С ПРЕВОСХОДНЫМ РАЗРУШЕНИЕМ ПРИ ИЗЛОМЕ И ОБРАБАТЫВАЕМОСТЬЮ | 2008 |
|
RU2431694C2 |
| Способ определения деформируемости элементов конструкций | 1990 |
|
SU1756800A1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВОГО СПЛАВА ВТ6 | 2011 |
|
RU2479366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| Способ испытания листового металла | 2018 |
|
RU2682127C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2004 |
|
RU2262408C1 |
Изобретение относится к испытательной технике и может быть использовано для определения деформируемости металла Цель изобретения - повышение точности определения деформируемости гетерогенных сплавов в условиях горячей обработки давлением. Нагружают цилиндрический образец в условиях, характерных для горячей обработки давлением. Нагружение осуществляют растяжением до разрушения. В сечении шейки разрушенного образца измеряют линейные поперечные деформации и по их различию судят об анизотропии деформируемости 2 табл
условиях горячей обработки давлением, на- 5 шенного образца.
Образцы не порвались (не хватило хода зажима)
Таблица 1
Таблица 2
| Способ определения анизотропии механических свойств материалов и направлений ее главных осей | 1989 |
|
SU1677570A1 |
