гидроцилиндрами 14 резцедержателей и каналами в шпинделе планшайбы 5 с системой 19 гидроуправления, для чего в нижней части шпинделя предусмотрены скользящие электро- и гидроузлы. На станине 1 на позиции загрузки закреплен корпус -образной формы, своим зевом охватывающий планшайбу 5. На корпусе установлен наклонный магазин с заготовками-резцами 9. В стенках магазина размещены пружины- ориентаторы, служащие одновременно фрикционными элементами с механизмами регулировки их поджатия к резцам 9. В ниж- ней части магазина установлен отсекатель с пластинами-отсекателями с приводом. 1 з.п. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Станок для заточки резцов | 1980 |
|
SU884969A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Автомат для заточки резцов | 1975 |
|
SU703305A1 |
| Автомат для обработки изделий | 1982 |
|
SU1174233A1 |
| Автомат для заточки резцов | 1980 |
|
SU946887A2 |
| Полуавтомат для заточки мелкомодульных червячных фрез | 1981 |
|
SU1024235A1 |
| Полуавтомат для упругой заточки резцов | 1976 |
|
SU582948A1 |
| Заточной станок | 1980 |
|
SU891348A1 |
| Автомат для заточки метчиков | 1970 |
|
SU362562A1 |
Изобретение относится к станкостроению, в частности к заточным станкам, пред 0 назначенным для заточки ножей (резцов) торцефрезерного инструмента. На станине 1 с жестко закрепленными коробчатыми основаниями 2. 3. 4 расположены планшайба 5 и шлифовальные головки 6, 7, 8, положение которых соответствует обработке трех граней резцов 9, закрепленных в резцедержателях 10, установленных жестко на планшайбе по периферии планшайбы 5/ содержащей реечно-зубчатый привод 11 с механизмом фиксации и зажимом планшайбы. 5 после ее поворота на угол 90°. На планшайбе 5 также установлены электро- гидрораспределители 12 с клапанами усилия зажима и соединенные магистралями с Ё vj V4 О СЛ N vj
Изобретение относится к станкостроению, в частности, к заточным станкам предназначенным для заточки ножей (резцов) торцефрезерного инструмента.
Известные заточные автоматы и полуавтоматы в зависимости от конструктивных особенностей, - горизонтальные, вертикальные с левым и правым исполнением, типоразмером стола снабжаются механизмом загрузки, который должен обеспечивать ориентацию и зажим резца в рабочей зоне обработки. В зависимости от типоразмеров резцов, механизмы загрузки имеют достаточно сложные конструктивные исполнения, что ведет к снижению надежности работы заточных полуавтоматов. В полуавтоматах моделей: ЗД624, ЗЕ624, 3626, 3626Л, 3629 (Витебский СКВ ЗШ и ЗС) установка и закрепление резцов осуществляется поштучно вручную в 3-х координатах приспособлениях вручную, что снижает производительность процесса заточки, Известен автомат для заточки резцов по а.с. Мг 946887 взятый в качестве прототипа, содержащий стол роторного типа по образующей которого установлены механизмы зажима резцов поступающих из системы загрузки, включающий клин для осевого перемещения под действием пружины.
К недостатку относится сложность конструкции зажима заготовки, наличие большого количества сопряженных подвижных кинематических связей, что в конечном итоге, снижает надежность его работы при попадании в них продуктов износа в процессе заточки резцов.
Целью изобретения является упрощение конструкции полуавтомата. Указанная цель достигается тем, что в полуавтомате для заточки резцов, содержащий станину с радиально размещенными шлифовальными головками относительно поворотно-делительного стола снабженного планшайбой, по периферии которой закреплены резцедержатели с элементами привода зажимаразжима и электрогидроуправления, механизм загрузки на одной из фиксированных позиций с магазином, шлифовальные головки установлены с возможностью фиксированного изменения углового положения относительно обрабатываемых граней рез- цо в, корпус механизма загрузки закреплен на корпусе с гола и выполнен в виде кронштейна -образной формы охватывающий
зевом планшайбу с размещенным на нем магазином, механизмом отсекателя с приводом и датчиком путевого управления загрузкой резцедержателей, э на позиции выгрузки совпадающей с позицией обработки последней грани резца установлен датчик максимального хода разжима резцедержателя под которым установлен лоток с . ориентатором соединенный с механизмами упаковки и транспортировки, причем встенках магазина установлены подпружиненные стержни-ориентаторы.
По сравнению с известным автоматом для заточки резцов, предлагаемый полуавтомат снабжен более прост ыми механизмами зажима разжима резцов с приводом от гидроцилиндра двустороннего действия (ГОСТ 19900-74) через рычажную передачу обеспечивающей усилие зажима от 200 до 600 кгс в зависимости от типоразмера обрабатываемых резцов, Выполнение механизма загрузки на кронштейне -образной формы охватывающей планшайбу с механизмом зажима резцов, создает возможность использования минимального
пространства, с учетом толщины пластин отсекателя, между магазином и плоскостью зажимных губок механизма зажима, что в свою очередь устраняет применение специального толкателя (подавателя) резцов из
магазина в зону зажима. Кроме того, устраняется многозвеньевая кинематическая цепь: копирный кулзчок-эксцентрик-серьга- ролики-рычаг-клин зажима резца. Продукты износа абразивного круга попадая на рабочие поверхности такой кинематической цепи сразу же значительно снизят надежность (заклинивание) ее работы по зажиму обрабатываемого резца.
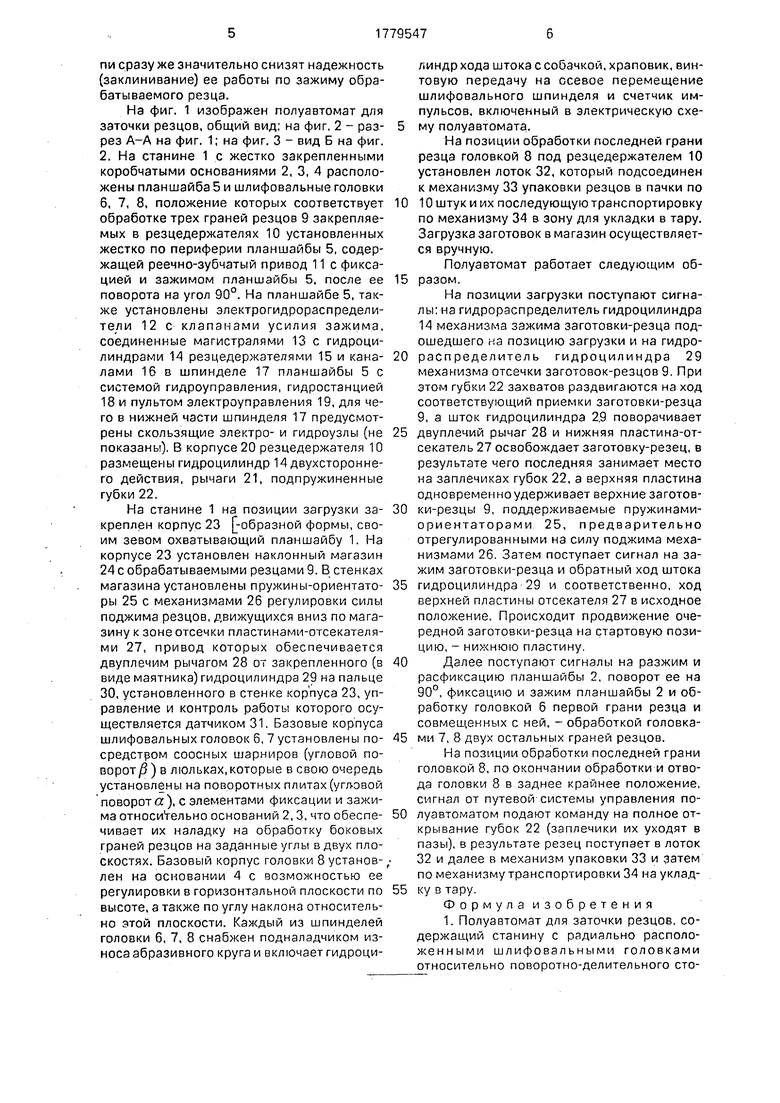
На фиг. 1 изображен полуавтомат для заточки резцов, общий вид; на фиг. 2 - раз- рез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2. На станине 1 с жестко закрепленными коробчатыми основаниями 2, 3, 4 расположены планшайба 5 и шлифовальные головки 6, 7, 8, положение которых соответствует обработке трех граней резцов 9 закрепляемых в резцедержателях 10 установленных жестко по периферии планшайбы 5, содержащей реечно-зубчатый привод 11 с фиксацией и зажимом планшайбы 5, после ее поворота на угол 90°. На планшайбе 5. также установлены электрогидрораспредели- тели 12 с клапанами усилия зажима, соединенные магистралями 13 с гидроцилиндрами 14 резцедержателями 15 и кана- лами 16 в шпинделе 17 планшайбы 5 с системой гидроуправления, гидростанцией 18 и пультом электроуправления 19, для чего в нижней части шпинделя 17 предусмотрены скользящие электро- и гидроузлы (не показаны). В корпусе 20 резцедержателя 10 размещены гидроцилиндр 14 двухстороннего действия, рычаги 21, подпружиненные губки 22.
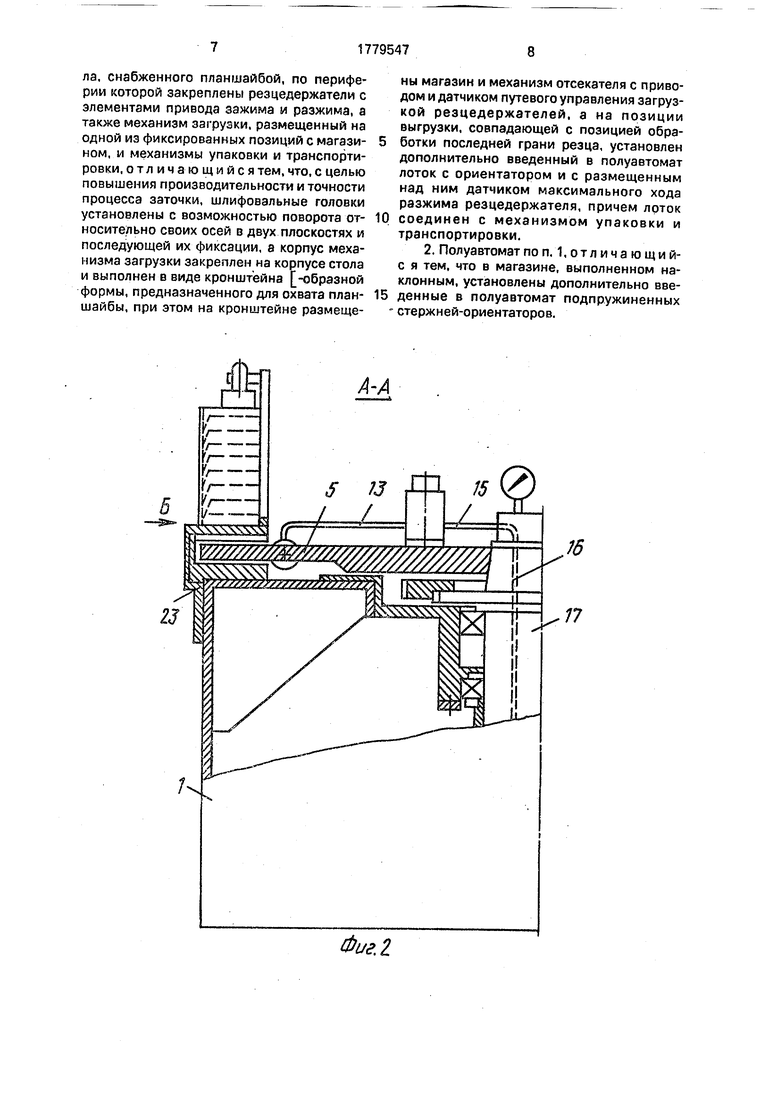
На станине 1 на позиции загрузки за- креплен корпус 23 -образной формы, своим зевом охватывающий планшайбу 1. На корпусе 23 установлен наклонный магазин 24 с обрабатываемыми резцами 9. В стенках магазина установлены пружины-ориентато- ры 25 с механизмами 26 регулировки силы поджима резцов, движущихся вниз по магазину к зоне отсечки пластинэми-отсекателя- ми 27, привод которых обеспечивается двуплечим рычагом 28 от закрепленного (в виде маятника) гидроцилиндра 29 на пальце 30, установленного в стенке корпуса 23, управление и контроль работы которого осуществляется датчиком 31. Базовые корпуса шлифовальных головок 6, 7 установлены по- средстром соосных шарниров (угловой поворот/3) в люльках, которые в свою очередь установлены на поворотных плитах (угловой поворот а.), с элементами фиксации и зажима относительно оснований 2,3, что обеспе- чивает их наладку на обработку боковых граней резцов на заданные углы в двух плоскостях. Базовый корпус головки 8 установ- лен на основании 4 с возможностью ее регулировки в горизонтальной плоскости по высоте, а также по углу наклона относительно этой плоскости. Каждый из шпинделей головки 6, 7, 8 снабжен подналэдчиком износа абразивного круга и включает гидроцилиндр хода штока с собачкой, храповик, винтовую передачу на осевое перемещение шлифовального шпинделя и счетчик импульсов, включенный в электрическую схему полуавтомата.
На позиции обработки последней грани резца головкой 8 под резцедержателем 10 установлен лоток 32, который подсоединен к механизму 33 упаковки резцов в пачки по 10 штук и их последующую транспортировку по механизму 34 в зону для укладки в тару. Загрузка заготовок в магазин осуществляется вручную.
Полуавтомат работает следующим образом.
На позиции загрузки поступают сигналы: на гидрораспределитель гидроцилиндра 14 механизма зажима заготовки-резца подошедшего на позицию загрузки и на гидро- распределитель гидроцилиндра 29 механизма отсечки заготовок-резцов 9. При этом губки 22 захватов раздвигаются на ход соответствующий приемки заготовки-резца 9, а шток гидроцилиндра 2,9 поворачивает двуплечий рычаг 28 и нижняя пластина-от- секатель 27 освобождает заготовку-резец, в результате чего последняя занимает место на заплечиках губок 22, а верхняя пластина одновременноудерживает верхние заготовки-резцы 9, поддерживаемые пружинами- ориентаторами 25, предварительно отрегулированными на силу поджима механизмами 26. Затем поступает сигнал на зажим заготовки-резца и обратный ход штока гидроцилиндра 29 и соответственно, ход верхней пластины отсекателя 27 в исходное положение. Происходит продвижение очередной заготовки-резца на стартовую позицию, - нижнюю пластину.
Далее поступают сигналы на разжим и расфиксацию планшайбы 2, поворот ее на 90°, фиксацию и зажим планшайбы 2 и обработку головкой б первой грани резца и совмеа1енных с ней, - обработкой головками 7, 8 двух остальных граней резцов.
На позиции обработки последней грани головкой 8, по окончании обработки и отвода головки 8 в заднее крайнее положение, сигнал от путевой системы управления полуавтоматом подают команду на полное открывание губок 22 (заплечики их уходят в пазы), в результате резец поступает в лоток 32 и далее в механизм упаковки 33 и затем по механизму транспортировки 34 на укладку в тару.
Формула изобретения
соединен с механизмом упаковки и транспортировки.
Фиг.1
Ј PO
Hug Б
| Автомат для заточки резцов | 1980 |
|
SU946887A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
