(5) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ БЕТОННЫХ СМЕСЕЙ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ТРУБЧАТЫХ
1
Изобретение относится к области производства изделий сборного бетона и железобетона.
Наиболее близким техническим решением из известных является форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий, содержащая раздвих ную наружную опалубку, секции которой контактируют одна с другой посредством продольных фланцев и связаны между собой при помощи замков с упругими элементами, и сердечник с эластичным чехлом, соединенным с источником давления 1.
Недостатком известного технического решения является неравномерное напряжение спиральной арматуры по всей длине изготавливаемой трубы, а так же повышенная трудоемкость изготовления труб из-за необходимости эксплуатации тарировочного участка для пружинных компенсаторов болтовых соединений наружной упруго расширяюИЗДЕЛИЙ
щейся опалубки. Для чего необходимо иметь специальный тарировочный участок со специальным оборудованием и обслуживающим персоналом, что значительно увеличивает трудоемкость изготовления труб. Кроме того, упругость пружинных компенсаторов со временем гаснет, а также различна по величине, что приводит к неравномерному напряжению арматуры по длине тру10бы, что.снижает качество изготавливаемых труб.
Целью изобретения является снижение трудоемкости формования и повышение качества изделий за счет обес15печения возможности двухстороннего силового воздействия на бетонную смесь.
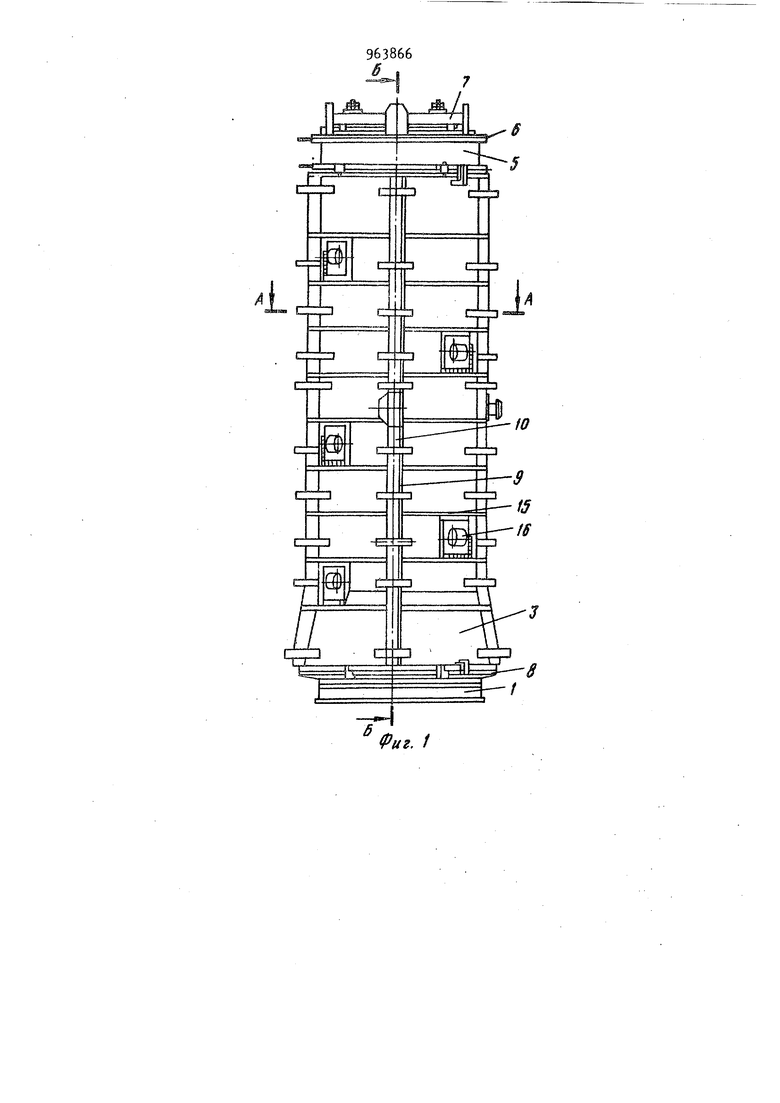
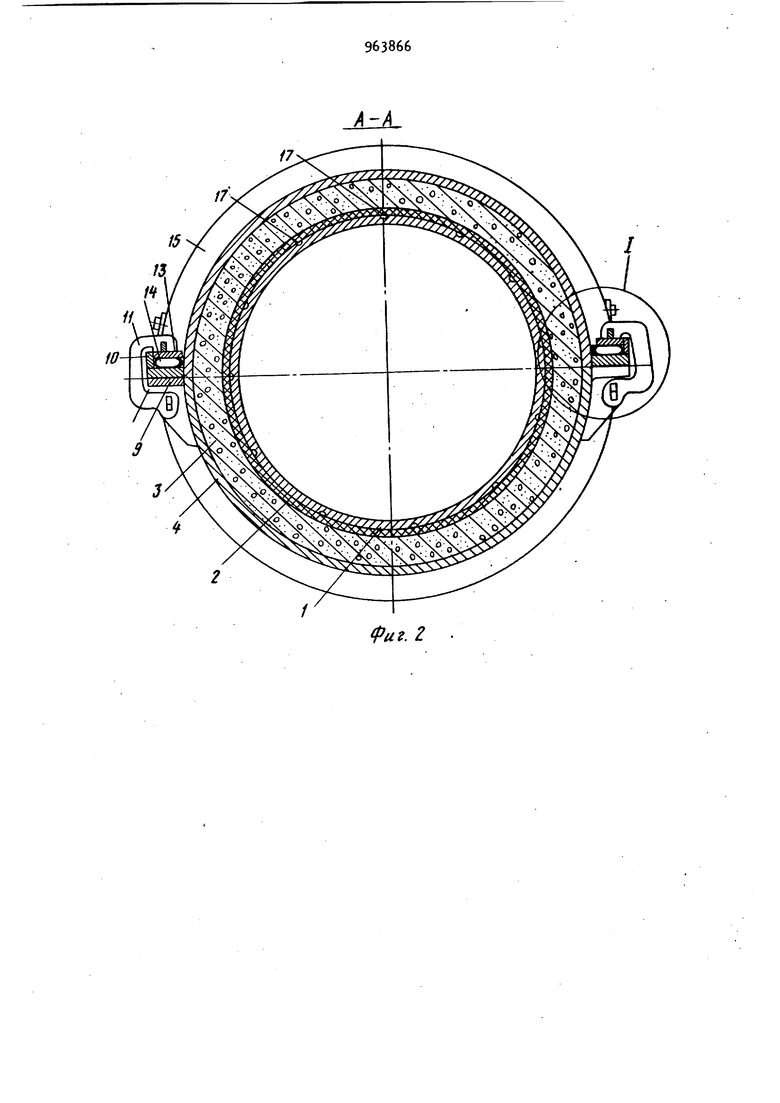
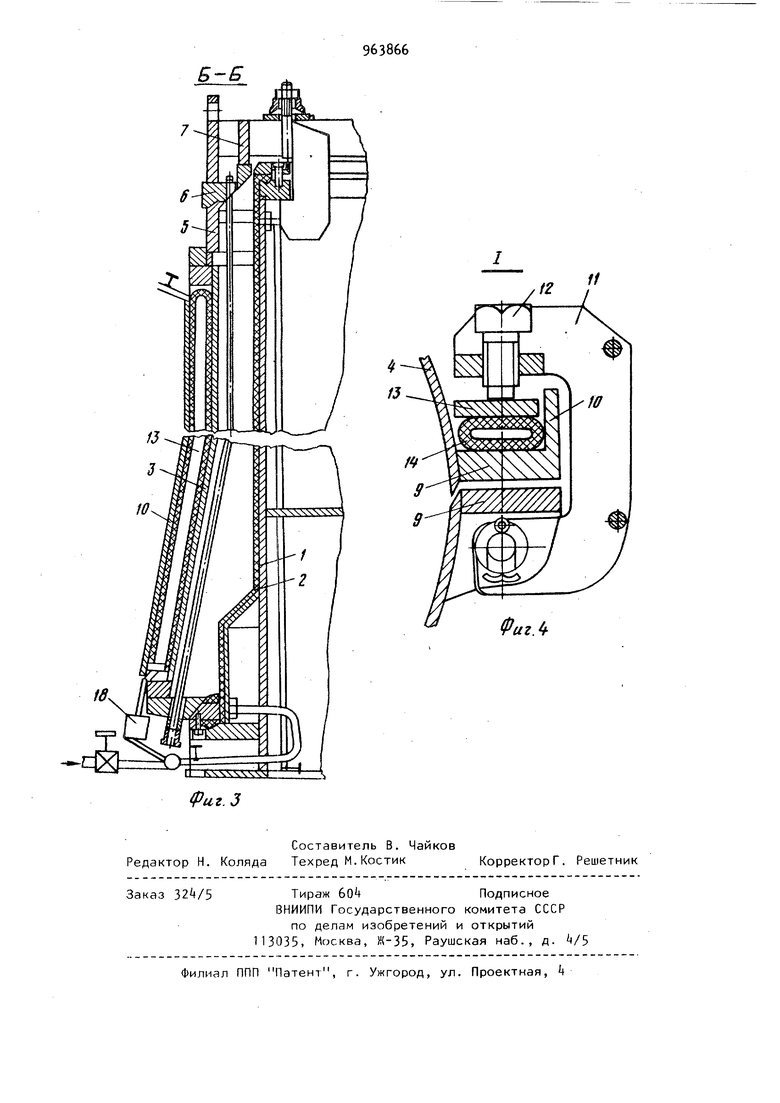
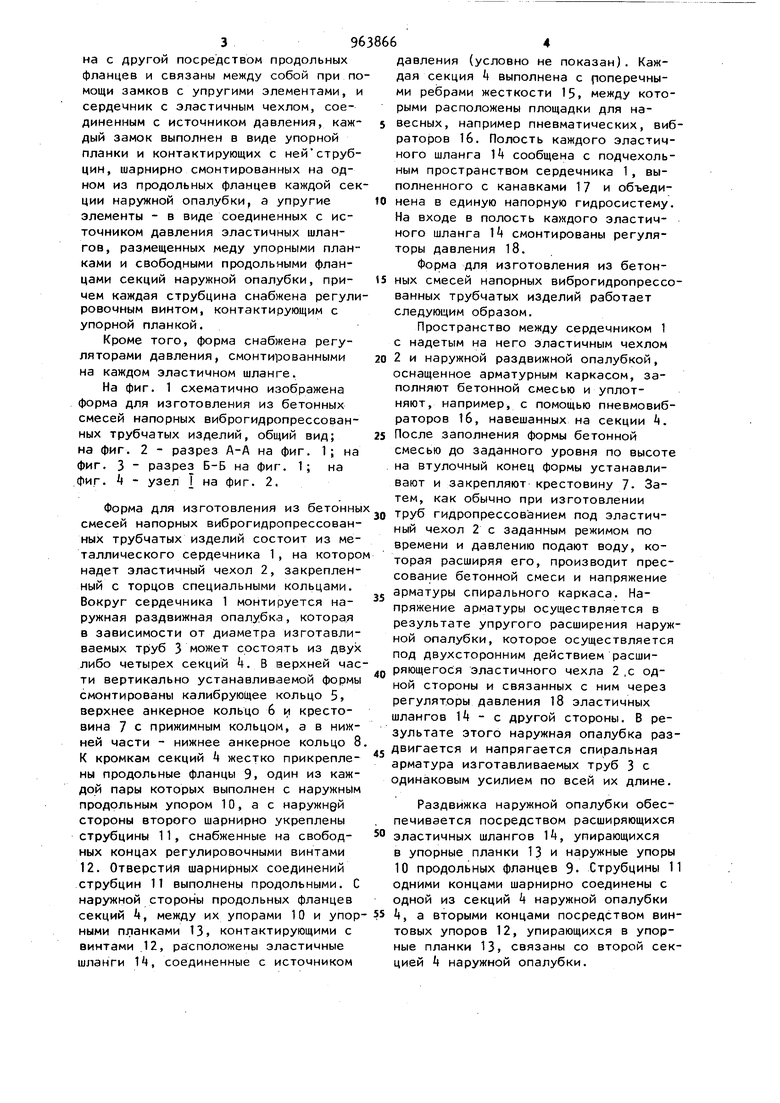
Указанная цель достигается тем, что в форме для изготовления из бе20тонных смесей напорных виброгидропрессованных трубчатых изделий, содержащей раздвижную наружную опалубку, секции которой контактируют одна с другой посредством продольных фланцев и связаны между собой при по мощи замков с упругими элементами, и сердечник с эластичным чехлом, соединенным с источником давления, каждый замок выполнен в виде упорной планки и контактирующих с нейструбцин, шарнирно смонтированных на одном из продольных фланцев каждой сек ции наружной опалубки, а упругие элементы - в виде соединенных с источником давления эластичных шлангов, размещенных меду упорными планками и свободными продольными фланцами секций наружной опалубки, причем каждая струбцина снабжена регули ровочным винтом, контактирующим с упорной планкой. Кроме того, форма снабжена регуляторами давления, смонтированными на каждом эластичном шланге. На фиг. 1 схематично изображена форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. Ц - узел Т на фиг. 2. Форма для изготовления из бетонны смесей напорных виброгидропрессованных трубчатых изделий состоит из металлического сердечника 1, на которо надет эластичный чехол 2, закрепленный с торцов специальными кольцами. Вокруг сердечника 1 монтируется наружная раздвижная опалубка, которая в зависимости от диаметра изготавливаемых труб 3 может состоять из двух либо четырех секций . В верхней час ти вертикально устанавливаемой формы смонтированы калибрующее кольцо 5, верхнее анкерное кольцо 6 и крестовина 7 с прижимным кольцом, а в нижней части - нижнее анкерное кольцо 8 К кромкам секций жестко прикреплены продольные фланцы 9, один из каждой пары которых выполнен с наружным продольным упором 10, а с наружндй стороны второго шарнирно укреплены струбцины 11, снабженные на свободных концах регулировочными винтами 12. Отверстия шарнирных соединений струбцин 11 выполнены продольными. С наружной стороны продольных фланцев секций 4, между их упорами 10 и упор ными планками 13, контактирующими с винтами .12, расположены эластичные шланги 14, соединенные с источником давления (условно не показан). Каждая секция k выполнена с роперечными ребрами жесткости 15, между которыми расположены площадки для навесных, например пневматических, вибраторов 16. Полость каждого эластичного шланга И сообщена с подчехольным пространством сердечника 1, выполненного с канавками 17 и объединена в единую напорную гидросистему. На входе в полость каждого эластичного шланга Н смонтированы регуляторы давления 18. Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий работает следующим образом. Пространство между сердечником 1 с надетым на него эластичным чехлом 2 и наружной раздвижной опалубкой, оснащенное арматурным каркасом, заполняют бетонной смесью и уплотняют, например, с помощью пневмовибраторов 16, навешанных на секции А. После заполнения формы бетонной смесью до заданного уровня по высоте на втулочный конец формы устанавливают и закрепляют крестовину 7- Затем, как обычно при изготовлении труб гидропрессованием под эластичный чехол 2 с заданным режимом по времени и давлению подают воду, которая расширяя его, производит прессование бетонной смеси и напряжение арматуры спирального каркаса. Напряжение арматуры осуществляется в результате упругого расширения наружной опалубки, которое осуществляется под двухсторонним действием расширяющегося эластичного чехла 2 ,с одной стороны и связанных с ним через регуляторы давления 18 эластичных шлангов 14 - с другой стороны. В результате этого наружная опалубка раздвигается и напрягается спиральная арматура изготавливаемых труб 3 с одинаковым усилием по всей их длине. Раздвижка наружной опалубки обеспечивается посредством расширяющихся эластичных шлангов 14, упирающихся в упорные планки 13 и наружные упоры 10 продольных фланцев 9. Струбцины 11 одними концами шарнирно соединены с одной из секций 4 наружной опалубки 4, а вторыми концами посредством винтовых упоров 12, упирающихся в упорные планки 3, связаны со второй секцией 4 наружной опалубки. Использование в промыленности сбор ного бетона и железобетона настоящего изобретения позволит снизить трудоемкость трубчатых изделий на 10% и повысить качество изготавливаемых труб. Формула изобретения 1. Форма для изготовления из бетон ных смесей напорных виброгидропрессованных трубчатых изделий, содержащая раздвижную наружную опалубку, секции которой контактируют одна с другой посредством продольных фланцев и связаны между собой при помощи замков с упругими элементами, и сердечник с эластичным чехлом, соединенным с источником давления, отличающаяся тем, что, с целью снижения трудоемкости формования и повышения качества изделий за счет обеспечения возможности двухстороннего силового воздействия на бетонную смесь, каждый замок выполнен в виде упорной планки и контактирующих с ней струбцин , шарнирно смонтирюванных на одном из продольных фланцев каждой секции наружной опалубки, а упругие элементы - в виде соединенных с источником давления эластичных шлангов, размещенных между упорными планками и свободными продольными фланцами секций наружной опалубки. 2.Форма по п. 1,отличающ а я с я тем, что каждая струбцина снабжена регулировочным винтом, кон тактирующим с упорной планкой. 3.Форма по пп. 1 и 2, о т л и чающаяся тем, что она снабжена регуляторами давления, смонтированными на каждом эластичном шланге. Источники информации, принятые во внимание при экспертизе 1. Колодзий И.И. Формование сборных железобетонных изделий и конструкций, М., Высшая школа, 1978, с. 61.
Риг. 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| Сердечник формы для изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU874375A1 |
| Установка для приготовления асбестоцементной суспензии | 1974 |
|
SU559601A1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1976 |
|
SU559602A1 |
| Сердечник | 1980 |
|
SU893547A2 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Сердечник для изготовления железобетонных трубчатых изделий | 1979 |
|
SU854725A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1982 |
|
SU1305044A1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1973 |
|
SU465339A1 |