Изобретение относится к производству.изделий сборного бетона и желе- зобетойа.
Целью изобретения является сокра- щение времени формования и повьшение долговечности изделий.
На фиг. 1 схематично изображена форма для изготовления виброгидро- прессованных трубчатых изделий из бетонных смесей, разрез; на фиг.2 - узел I на фиг.1; на фиг; 3 -.разрез А-А на фиг.1.
. Форма для изготовления виброгидро- прессованных трубчатых изделий сое- тоит из сердечника 1 с эластичным чехлом 2 и раструбообразователем 3, концентричной сердечнику 1 составной раздвижной наружной обечайки 4 из подвижно соединенных продольных сег- ментов, связанных откидными болтами 5 о нижним торцовым кольцом 6 и ве,рх- ним калибрующим кольцом 7 с выступами 8, крестовины 9 с балками 10, захватами 11 и уплотнительным кольцом 1 и распорных клиньев. 13, размещенных между калибровочным кольцом 7 и сердечником 1. Нижнее торцовое кольцо 6 снабжено расположенными равномерно. по окружности радиальными установоч- ными. угольниками 14. Балки 10 крес- ., тонины 9 снабжены допо.лнительными захватами 15, контактирующими с выступами 8 калибрующего кольца 7. На нижней части каждого распорного клина 13 образован центрирующий каркас 16 изделия выступ 17. Установочные угольники 14 центрируют нижнюю часть каркаса 16 изделия внешними граня
ми 18.
Форма для изготовления виброгидро- прессованных трубчатых изделий из бетонных смесей работает следующим образом.
Спирально-перекрестньш каркас 16 размещают в наружной обечайке 4, подводят нижнее торцовое кольцо 6, вставляя внутрь каркаса 16 изделия установочные угольники 14, после чего торцовое кольцо 6 закрепляют при помощи откидных болтов 5 на обечайке 4, при этом каркас 16 центрируется внешними гранями.18 угольников 14. Затем обечайку 4 вместе с каркасом 16 надевают на сердечник 1, передают на пост OP
0 5 о
5
0
дд J5
мования, где устанавливают загрузочный конус (условно не показан).распорными клиньями 13 центрируют обечайку 4
относительно, сердечника 1 и подают бетонную смесь.
По окончании формования распорные клинья 13 удаляют и на сердечник 1 и обечайку 4 устанавливают крестовину 9 с уплотнительным кольцом 12, балками 1 О с основными 11 и дополнительными 15 захватами. Основные захваты 11 закрепляют на сердечнике 1, а дополнительные захваты 15 - на выступах 8 калибрующего ко.пьца 7, после чего производят гидропрессование изделия, его тепловую обработку и распалубку.
Формула изобретения
1. Форма для изготовления вибро- гидропрессованных трубчатых изделий из бетонных смесей, преимущественно со спирально перекрестным, арматурным каркасом., содержащая сердечник с эластичным чехлом, соединенную и охватьшающую его концентрично раздвижную наружную обечайку, нижнее торцовое и верхнее калибрующее кольца, крестовину с балками, захватами и уплотнительным кольцом и распорные клинья, размещенные между калибровочным кольцом и сердечником, отличающаяся тем, что, с целью сокращения времени формования- и повышения долговечности изделий, нижнее торцовое кольцо снабжено расположенными равномерно по окружности радиальными установочными угольниками, контактирующими с торцовой и боковой внутренней поверхностями раструбной части каркаса, а каждьй распорный клин выполнен с расположенным в его нижней части центрирующим каркас выступом .
2. Форма по п. 1 , о т л и ч- а ю- щ а я с я тем, что, с целью увеличения срока службы, балки крестовины снабжены дополнительными захватами, а калибрующее кольцо выполнено с выступами на наружной поверхности, ох- ватьшаемьми дополнительными захватами.
Узел Т
7V
1Ь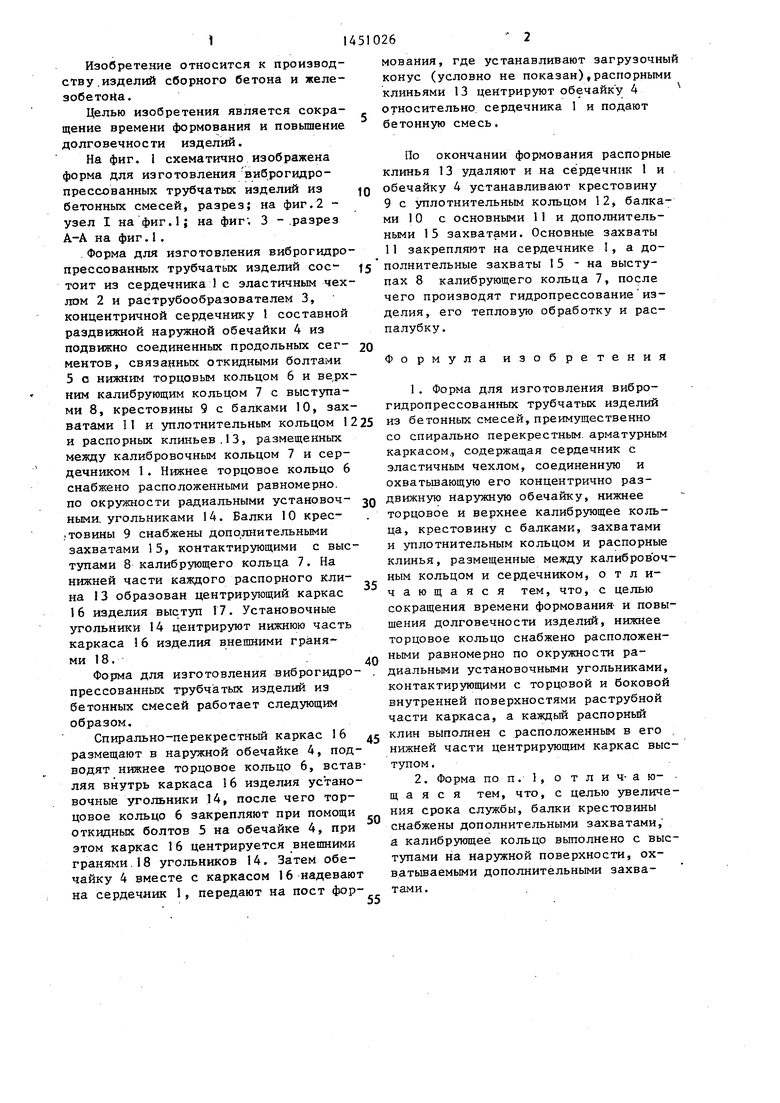
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы | 1990 |
|
SU1775295A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1982 |
|
SU1305044A1 |
| Способ изготовления виброгидропрессованных раструбных труб из бетонных смесей и устройство для его осуществления | 1983 |
|
SU1278230A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1985 |
|
SU1346435A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| Сердечник | 1972 |
|
SU445583A1 |

Изобретение относится к производству изделий сборного бетона и железобетона и позволяет сократить время формования изделий и повысить долговечность. Это достигается за счет того, что в форме для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей нижнее торцовое кольцо 6 снабжено расположенными равномерно по окружности радиальными установочными угольниками 14, Каждый угольник 14 контактирует с торцовой и боковой внутренней поверхностями раструбной части каркаса 16. Распорные клинья 13 выполнены с расположенными в их нижней части центрирующими каркас 16 выступами 17. 1 з.п. ф-лы, 3 ил. § (Л ел ю Од ./.
Фие. 2
Фиг.З
| Инструкция по изготовлению, | |||
| испытанию и приемке железобетонных напорных виброгидропрессованных труб | |||
| Телефонный аппарат, отзывающийся только на входящие токи | 1921 |
|
SU324A1 |
| М.: Стройиздат, 1974, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
