Ј

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования крутящего момента гайковерта | 1983 |
|
SU1125608A1 |
| СПОСОБ УПРАВЛЕНИЯ ЗАТЯЖКОЙ РЕЗЬБОВОГО СОЕДИНЕНИЯ С ИСПОЛЬЗОВАНИЕМ ПНЕВМАТИЧЕСКОГО ГАЙКОВЕРТА | 2014 |
|
RU2558744C1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2381098C2 |
| Устройство для затягивания резьбового соединения | 1986 |
|
SU1366381A1 |
| Пневматический гайковерт | 1981 |
|
SU969508A1 |
| Пневматический гайковерт | 1981 |
|
SU1174221A1 |
| Система управления гайковертом | 1987 |
|
SU1489972A1 |
| ПНЕВМАТИЧЕСКИЙ ГАЙКОВЕРТ | 2006 |
|
RU2317189C1 |
| Способ сборки групповых резьбовых соединений | 1989 |
|
SU1738634A1 |
| ГАЙКОВЕРТ | 2011 |
|
RU2473417C1 |
Изобретение относится к машиностроению, а именно к системам управления пневматическим гайковертом, и может быть использовано в любой отрасли при сборке резьбовых соединений. Цель изобретения - повышение точности определения момента отключения пневматического гайковерта за счет определения заданного значения крутящего момента Мо. В процессе затяжки производят измерения текущих значений крутящего момента затяжки датчиком 2 момента, угла поворота датчиком 3 угла и угловой скорости гайковерта блоком 4 дифференцирования, отключают гайковерт блоком 9 отключения при достижении крутящим моментом значения Мо. 2 ил.
Л 1
х ел ел Јь
Изобретение относится к машиностроению, а именно, к системе управления пневматический гайковертом и может быть использовано в отрасли при сборке резьбовых соединений.
Известен способ управления гайковертом, включающий в себя измерение крутящего момента затяжки в резьбовом соединении, измерение угла поворота гайковерта и отключение последнего при достижении крутящим моментом требуемого значения в заданном интервале измерения угла поворота гайковерта.
Известно также устройство управления гайковертом, содержащее исполнительный двигатель с передаточным механизмом, датчики крутящего момента и угла поворота, блок дифференцирования, блок выделения максимума, блок отключения, блок сравнения, блок умножения и блок ввода задания.
Недостатком известных способа и устройствам управления применительно к пневматическому гайковерту является тот факт, что после отключения исполнительного пнеомодвигателя в момент достижения крутящим моментом требуемого значения происходит неуправляемое торможение двигателя. Причем режим торможения зависит как от конструктивных параметров двигателя , так и отжесткостных характеристик резьбового соединения. Вследствие этого величина тормозного угла поворота гайковерта при переходе от сборки одного резьбового соединения к другому носит случайный характер, что снижает точность достижения момента затяжки резьбового соединения.
Целью изобретения является повышение точности определения момента отключения пневматического гайковерта.
Поставленная цель достигается тем, что в способе управления пневматическим гайковертом, заключающемся в том, что измеряют крутящий момент затяжки в резьбовом соединении, угол поворота и угловую скорость гайковерта и при достижении крутящим моментом заданного значения отключают гайковерт, заданное значение крутящего момента М0 определяют из соотношения
М0 МТр - а а,
где Мгр - требуемое значение момента затяжки;
О) - угловая скорость гайковерта при его отключении;
a - постоянная величина, определяемая конструктивными параметрами гайковерта.
Устройство управления пневматическим гайковертом, содержащее исполнительный двигатель с передаточным механизмом и блоком отключения, датчики крутящего момента и угла поворота и систему управления, включающую блок дифференцирования, вход которого соединен с датчиком угла поворота, первый блок умножения, соединенный с его входом блок ввода задания и блок сравнения, вход которого соединен с датчиком крутящего момента, а
выход с блоком отключения исполнительного механизма, снабжено вторым блоком умножения, два входа которого соединены с выходом блока дифференцирования, а выход - с вторым входом первого блока умножения, и сумматор, первый вход которого соединен с вторым выходом блока ввода задания, второй вход - с выходом первого блока умножения, а выход сумматора соединен с вторым входом блока сравнения.
Разработана математическая модель пневматического гайковерта в режиме затяжки, структурная схема которой показана на фиг.1. В качестве входной координаты модели выбрано давление Pi воздуха, поступающего в пневмодвигатель. За выходную координату принят крутящий момент М затяжки резьбового соединения. Промежуточными координатами объекта являются; угловая скорость ш двигателя и угол
поворота а резьбовой детали, а также момент Мн нагрузки и эквивалентный момент Mi трения лопаток двигателя о статор, Мп -моментразвиваемый пневмодвигателем, Ма Мп - Мн. Структурная схема включает
в себя следующие параметры: 5Э - объемный коэффициент; I - момент инерции ротора двигателя; В к - эквивалентный диссипативный коэффициент квадратичного трения; Кред - коэффициент передачи
передаточного механизма; КМсс- коэффициент, зависящий от конструктивных па раметров и условий трения резьбового соединения; р - оператор Лапласа.
Разработанная математическая модель
позволяет определить передаточную функцию пневматического гайковерта
55
ад- ШS3p
%
Кред 2
Кред KMcJv
Р2 +
На основании которой ниже представлен анализ процесса торможения гайковерта при отключении его от пнев- мосети.
Рассмотрим случай, когда корни характеристического полинома передаточной функции (1) вещественные левые:
Р1
1
; Р2
1
(2)
Ti Т2 w 10
ри этом выражение (1) принимает вид: Тзр
u,(p)- (т1р + 1)(Т2Р + 1) остоянные времени I
. О)
УСВк - редКм
I
-УО - едКмсГ 5э
Кред
15
20
25
Процесс затяжки в этом случае носит монотонный характер, что соответствует по- давляющему большинству процессов затяжки.
Учитывая, что скорость пневмопривода в момент отключения ft(0) Qh, а управляющее воздействие - давление Pi при этом скачкообразно падает до нуля, изображение скорости по Карсону-Кеви- сайду может быть представлено в следующем виде:
, p(TiT2p+Ti+T2)fib
GJ(P)
(4)
TiT2p2+(Ti+T2)p + 1
От изображения скорости (4) перейдем к ее оригиналу
т-
J2. Т2 Tiл
оСИъЬНг
T2-Ti
T2-Ti
Угол доворота выходного звена гайковерта и резьбовой детали после подачи сигнала на отключение, определяется ин- ее тегралом выражения (5) по времени
00
Go Кред / U(t)dt.
После несложных преобразований получим
«о Кред + Та) Шо.
Величина Д М дозатяжки резьбового соединения, вызванная доворотом
ДМ КмссКРедП 1 + Т2)ь. Или с учетом значений TI и Т2
Д-М
2B V
(6
К
род
Анализ полученного выражения (6) показывает, что ошибка (перебег) момента, обусловленный процессом торможения гайковерта, зависит как от конструктивных па2 В раметров гайковерта (коэффициент -р--.
(Чред
так и от свойств резьбового соединения (скорость 0)о в момент отключения). Таким образом, производя отключение гайковерта с поправкой ДМ, можно повысить точность достижения момента затяжки. При этом гайковерт отключается при достижении крутящего момента затяжки значения
или
Мо Мтр-ДМ Мо МТр - аод ,
С)
воупPi 35 ля, ви- ду40
(4)
ем
t,
л
5)
45
50
йчин- ее
где а
2В ,
К
ред
Способ управления пневматическим гайковертом заключается в том. что измеряют крутящий момент затяжки в резьбовом соединении, угол поворота и угловую скорость гайковерта, при достижении крутящим моментом заданного значения отключают гайковерт, заданное значение крутящего момента М0 определяют из соотношения:
Мо Мтр-йй/2.
Предложенный способ может быть реализован предлагаемым устройством.
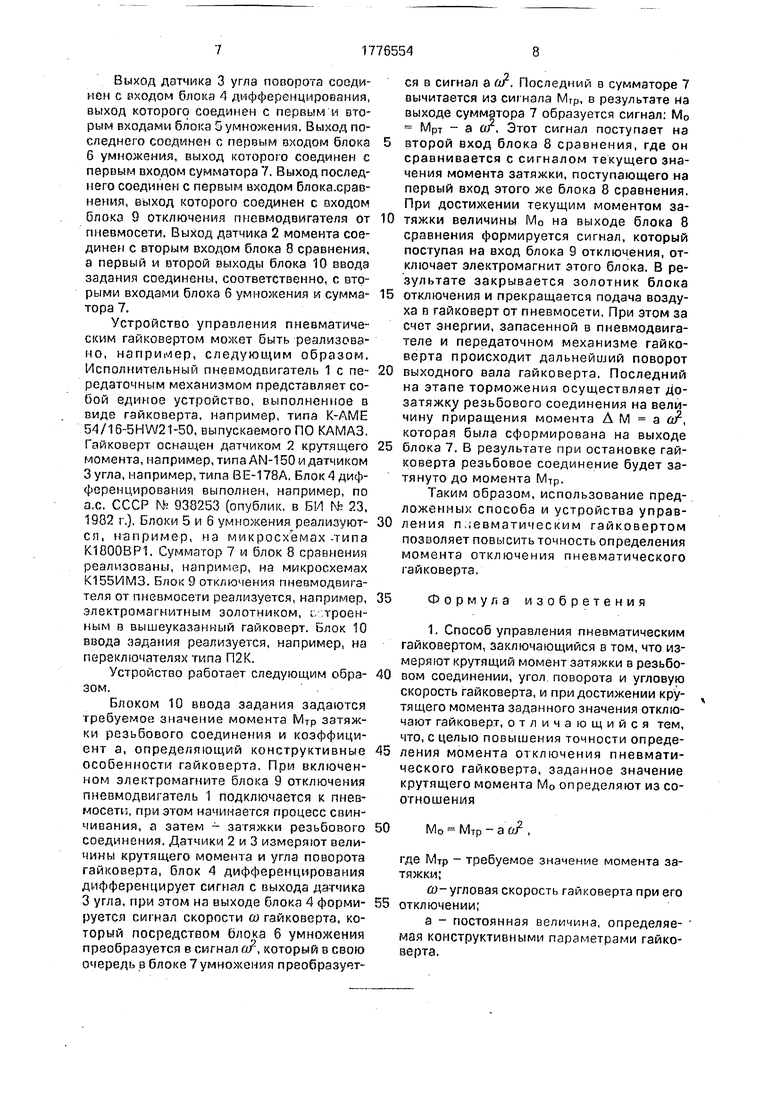
Устройство автоматического управления пневматическим гайковертом (фиг.2), реализующее описанный выше способ, содержит пневмодвигатель 1 с передаточным механизмом, датчик 2 крутящего момента, датчик 3 угла поворота, блок 4 дифференцирования, блоки 5 и 6 умножения, сумматор 7, блок 8 сравнения, блок 9 отключения и блок 10 ввода задания.
Выход датчика 3 угла поворота соединен с входом блока 4 дифференцирования, выход которого соединен с первым и вторым входами блока 5 умножения. Выход последнего соединен с первым входом блока 6 умножения, выход которого соединен с первым входом сумматора 7. Выход последнего соединен с первым входом блока.срав- нения, выход которого соединен с входом блока 9 отключения пневмодвигателя от пневмосети. Выход датчика 2 момента соединен с вторым входом блока 8 сравнения, а первый и второй выходы блока 10 ввода задания соединены, соответственно, с вторыми входами блоха б умножения и сумматора 7.
Устройство управления пневматическим гайковертом может быть реализовано, например, следующим образом. Исполнительный пневмодвигатель 1 с передаточным механизмом представляет собой единое устройство, выполненное в виде гайковерта, например, типа К-АМЕ 54/16-5HW21-50, выпускаемого ПО КАМАЗ. Гайковерт оснащен датчиком 2 крутящего момента, например, типа AN-150 и датчиком Зугла, например, типа ВЕ-178А. Блок 4 дифференцирования выполнен, например, по а.с. СССР № 938253 (опублик. в БИ ГФ 23, 1982 г,), Блоки 5 и 6 умножения реализуются, например, на микросхемах -типа К1800ВР1. Сумматор 7 и блок 8 сравнения реализованы, например, на микросхемах К155ИМЗ. Блок 9 отключения пневмодвигателя от пневмосеги реализуется, например, электромагнитным золотником, i троенным в вышеуказанный гайковерт. Блок 10 ввода задания реализуется, например, на переключателях типа П2К.
Устройство работает следующим образом.
Блоком 10 ввода задания задаются требуемое значение момента МТр затяжки резьбового соединения и коэффициент а, определяющий конструктивные особенности гайковерта. При включенном электромагните блока 9 отключения пневмодвигатоль 1 подключается к пневмосети, при этом начинается процесс свинчивания, а затем - загяжки резьбового соединения. Датчики 2 и 3 измеряют величины крутящего момента и угла поворота гайковерта, блок 4 дифференцирования дифференцирует сигнал с выхода датчика 3 угла, при этом на выходе блока 4 формируется сигнал скорости и гайковерта, который посредством олока б умножения преобразуется в сигнал , который в свою очередь в блоке 7 умножения преобразуется в сигнал а от. Последний в сумматоре 7 вычитается из сигнала Мтр, в результате на выходе сумматора 7 образуется сигнал: М0 - Мрт - а от. Этот сигнал поступает на
второй вход блока 8 сравнения, где он сравнивается с сигналом текущего значения момента затяжки, поступающего на первый вход этого же блока 8 сравнения. При достижении текущим моментом затяжки величины М0 на выходе блока 8 сравнения формируется сигнал, который поступая на вход блока 9 отключения, отключает электромагнит этого блока. В результате закрывается золотник блока
отключения и прекращается подача воздуха в гайковерт от пневмосети, При этом за счет энергии, запасенной в пневмодвига- теле и передаточном механизме гайковерта происходит дальнейший поворот
выходного вала гайковерта. Последний на этапе торможения осуществляет до- затяжку резьбового соединения на величину приращения момента Л М а о, которая была сформирована на выходе
блока 7. В результате при остановке гайковерта резьбовое соединение будет затянуто до момента МТр.
Таким образом, использование предложенных способа и устройства управления пневматическим гайковертом позволяет повысить точность определения момента отключения пневматического гайковерта,
35
Формула изобретения
50
Мо МТр -а о ,
где МТр - требуемое значение момента затяжки;
ft)-угловая скорость гайковерта при его отключении;
а - постоянная величина, определяв- мая конструктивными параметрами гайковерта.
0
низма, отличающееся тем, что, с целью повышения точности и определения момента отключения пневматического гайковерта, оно снабжено вторым блоком умножения, два входа которого соединены с выходом блока дифференцирования, а выход - с вторым входом блока умножения, и сумматором, первый вход которого соединен с вторым входом блока ввода задания, второй вход - с выходом первого блока умножения, а выход сумматора соединен с вторым входом блока сравнения.
Фиг. 1
| Способ сборки резьбового соединения и устройство для его осуществления | 1978 |
|
SU1050554A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для затягивания резьбового соединения | 1986 |
|
SU1366381A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
