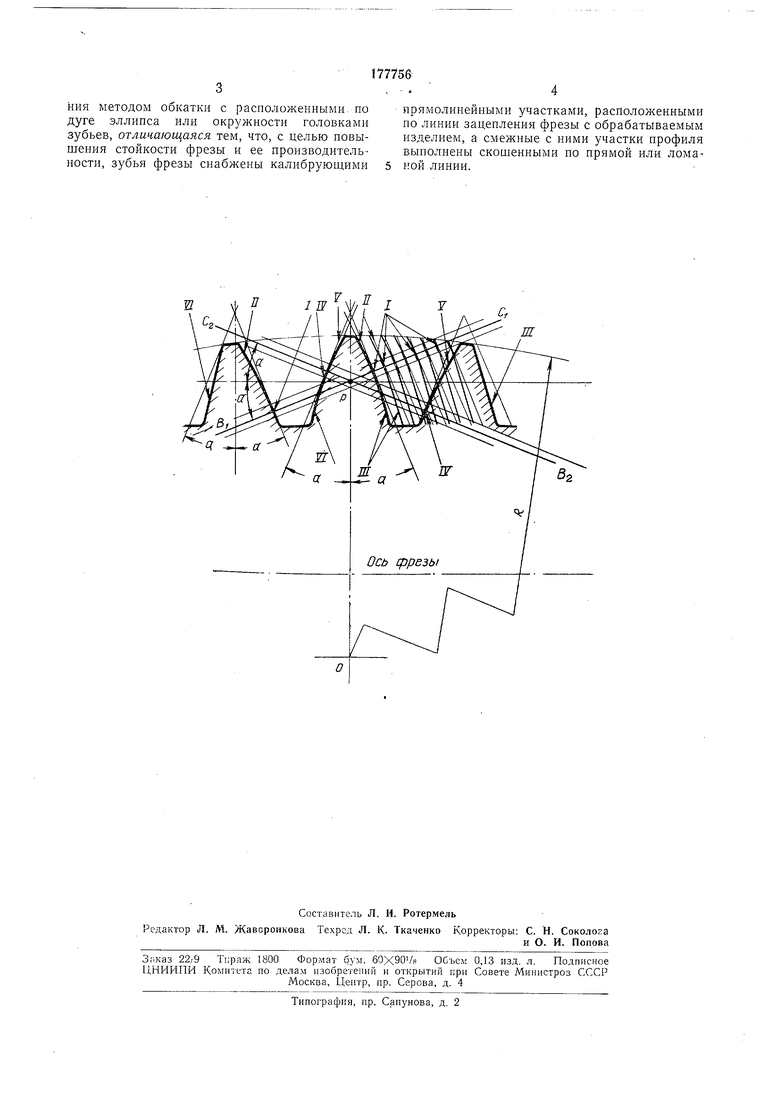
Червячные фрезы для нарезания цилиндрических зубчатых колес внутреннего зацепления методом обкатки с расположенными по дуге эллипса или окружности головками зубьев известны. Предлагаемая фреза отличается тем, что зубья ее снабжены калибрующими прямолинейными участками, расноложенными по линии зацепления фрезы с обрабатываемым изделием, а смежные с ними участки профиля выполнеиы скошенными по прямой или ломаной линии. Таким образом повышаются стойкость фрезы и ее производительность. В отличие от фрез с криволинейным профилем, для изготовления которых требуется специальное сложное оборудование, не выпускаемое промышленностью, описываемую фрезу можно изготовлять на обычных станках, применяемых при производстве червячных фрез для обработки цилиндрических колес внешнего зацепления. Па чертеже изображена червячная фреза, осевое сечение. Исходным контуром профиля фрезы является прямоточная рейка с углом а наклона граней, соответствующим углу зацепления, принятому для нарезаемого колеса на делительном цилиндре. Головки зубьев фрезы расположепы на дуге круга радиуса /, заменяющей дугу эллипса, полученного сечением цилиндра впадин зубьев нарезаемого колеса плоскостью, нормальной к винтовой липип зубьев колеса на делительпом цилиндре. Дуга эллипса стягивается хордой, равной щирнне режущей частн фрезы. Профиль, зуба фрезы состоит из шести участков: участки /, //, /// - на правом профиле; IV, V, VI - на левом профиле. Участки / и IV калибрующие прямолинейные, расположенные по линии зацеплеиия фрезы с обрабатываемым изделием (прямые «iPCi и ВоРС,). Участки //, V и //Л V/, с ежные с калибруюи;ими участками, скошены по прямой или ломаной линии так, чтобы в процессе зацепления фрезы с зубчатым колесом они не выходили за пределы эвольвенты профиля нарезаемого зуба. Эти участки производят предварительную обработку впадины зуба колеса перед ее калибровкой участками / п IV и являются вннтовымн поверхностями с шагами большим и меньшим, чем шаг винтовых новерхностей калибрующих участков / и IV. Шаги выбираются так, чтобы середины калибрующих участков / и // располагались но линии зацеплення BiPC нлн B.PCzНИИ методом обкатки с расположенными- по дуге эллипса или окружности головками зубьев, отличающаяся тем, что, с целью повышения стойкости фрезы и ее производительности, зубья фрезы снабжены калибрующими
прямолинейными участками, расположенными по линии зацепления фрезы с обрабатываемым изделием, а смежные с ними участки профиля выполнены скошенными по прямой или ломаной линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная фреза | 1980 |
|
SU946833A1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| ЗУБЧАТАЯ ПАРА | 1944 |
|
SU67425A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| ГРЕБЕНЧАТАЯ ФРЕЗА | 2006 |
|
RU2323069C2 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| Червячная фреза для обработки цилиндрических зубчатых колес | 1983 |
|
SU1122459A1 |
EZ
С,
