(21)4940737/27
(22)31.05.91
(46) 15.12.92. Бюл. № 46
(71)Днепропетровский металлургический институт
(72)Ю.С.Кострица, В.С.Махнин и М.Ю.Тиц
(56)Авторское свидетельство СССР № 940978, кл. В 21 Н 8/00,1979.
(54) ГОРЯЧЕКАТАНЫЙ ПЕРИОДИЧЕСКИЙ ПРОФИЛЬ ДЛЯ БИЧЕЙ МОЛОТИЛОК
(57)Использование: при изготовлении барабанов молотилок зерноуборочных комбайнов. Сущность изобретения: горячекатаный периодический профиль выполнен в виде основания Г-образной формы, На одной из полок основания выполнены ребра. На вто - -bVf,
рой гладкой полке выполнены продольные пазы полукруглой формы перпендикулярно ребрам с глубиной, равной 0,1 ...0,4 толщины основаниями шириной,равной 1...3 их глуби- ны, при этом пазы выполнены с различной глубиной, плавно уменьшающейся от середины основания к его торцу. В процессе деформации прокатываемого периодического профиля пазы затрудняют перераспределение металла из профилированной части основания в его гладкую часть. В данном случае обеспечивается контроль перемещения металла, идущего на уширение гладкой полки профиля, и достигается стабильность геометрических размеров при больших обжатиях, т.е. улучшается технологичность изготовления профиля. 1 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Горячекатаный периодический профиль | 1991 |
|
SU1819696A1 |
| Горячекатаный профиль для бичей молотилок | 1991 |
|
SU1810138A1 |
| Бич молотильного барабана (его варианты) | 1984 |
|
SU1609463A1 |
| Горячекатаный низкотавровый профиль | 1989 |
|
SU1688952A1 |
| Горячекатаный периодический профиль | 1979 |
|
SU940978A1 |
| Горячекатаный уголковый профиль для ободов канатных блоков | 1989 |
|
SU1673227A1 |
| Горячекатаный фланцевый профиль | 1989 |
|
SU1731304A1 |
| Горячекатанный фланцевый профиль | 1978 |
|
SU778828A1 |
| Угловой горячекатаный профиль | 1990 |
|
SU1785445A3 |
| УГЛОВОЙ ГОРЯЧЕКАТАНЫЙ ПРОФИЛЬ | 1992 |
|
RU2067035C1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении барабанов молотилок зерноуборочных комбайнов.
Известен горячекатаный периодический профиль для бичей молотилок. Основание профиля выполнено Г-образной формы с ребрами, расположенными на одной из полок основаниями гладкой второй полкой.
Недостатками известного профиля являются: трудоемкость его изготовления в связи с различными деформационными условиями по гладкой и ребристой частям основания профиля, что не обеспечивает стабильность геометрических размеров профиля, а также его повышенная металлоемкость, что сужает область применения профиля на вращающихся барабанах комбайнов из-за появления больших маховых масс.
Целью изобретения является повышение технологичности при изготовлении.
Цель достигается тем, что в известном горячекатаном профиле для бичей молотилок, имеющем основание Г-образной формы с ребрами, выполненными на одной из полок основания и гладкой второй полкой, гладкая полка основания выполнена с продольными пазами полукруглой формы, расположенными перпендикулярно ребрам с глубиной,равной 0,1-0,4 толщины основания ,и шириной равной 1...3 их глубины, при этом пазы выполнены с различной глубиной, плавно уменьшающейся от середины основания к его торцу.
-Ч CD О
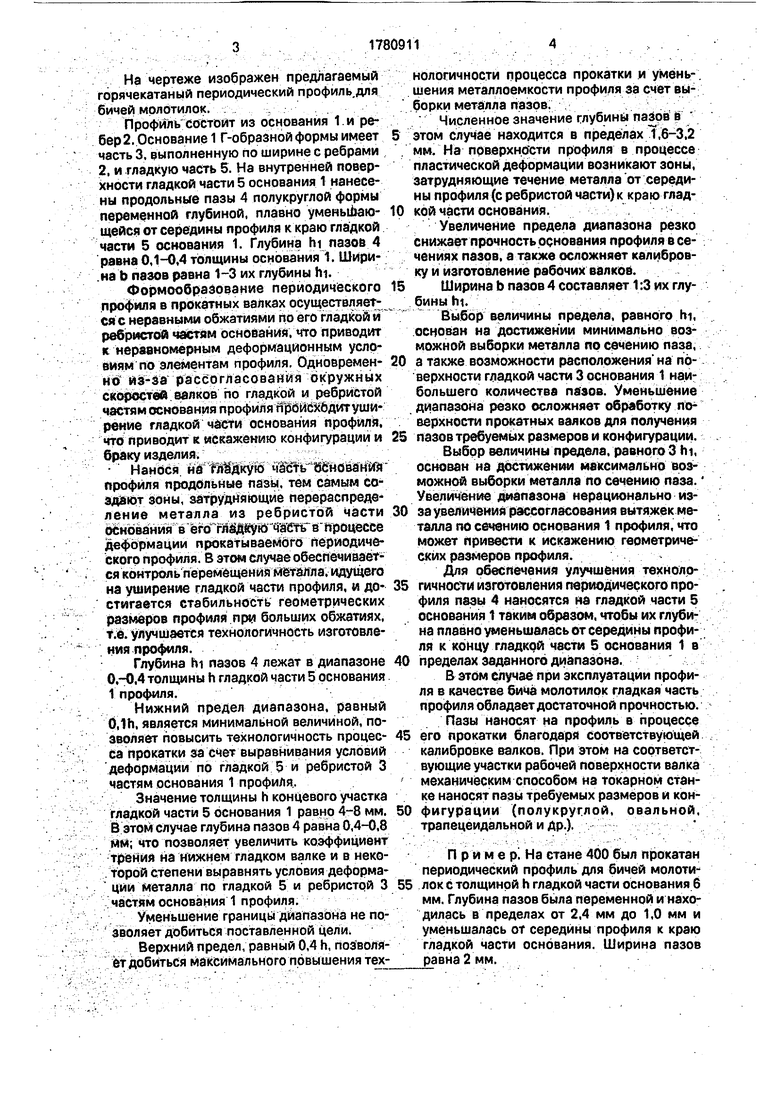
На чертеже изображен предлагаемый горячекатаный периодический профиль,для бичей молотилок.
Профиль состоит из основания 1 и ребер 2. Основание 1 Г-образной формы имеет часть 3. выполненную по ширине с ребрами 2, и гладкую часть 5. На внутренней поверхности гладкой части 5 основания 1 нанесены продольные пазы 4 полукруглой формы переменной глубиной, плавно уменьшаю- щейся от середины профиля к краю гладкой части 5 основания 1. Глубина hi пазов 4 равна 0,1-0,4 толщины основания 1. Ширина b пазов равна 1-3 их глубины hi.
Формообразование периодического профиля в прокатных валках осуществляется с неравными обжатиями по его гладкой и ребристой частям основания, что приводит к неравномерным деформационным условиям по элементам профиля. Одновремен- но из-за рассогласования окружных скоростей валкое Но гладкой и ребристой частям основания профиля прбИсхбдитуши- рение гладкой части основания профиля, что приводит к искажению конфигурации и браку изделия.
Нанося на Шдкую ча15ть ВенвванШГ профиля продольные пазы, тем самым создают зоны, затрудняющие перераспределение металла из ребристой части основания в его глйд суючабть в процессе деформации прокатываемого периодического профиля. В этом случае обеспечивается контроль перемещения Металла, идущего на уширение гладкой части профиля, и до- стигается стабильность геометрических размеров профиля при больших обжатиях, т.е. улучшается технологичность изготовления профиля.
Глубина hi пазов 4 лежат в диапазоне 0.-0.4 толщины h гладкой части 5 основания 1 профиля.
Нижний предел диапазона, равный 0,1h, является минимальной величиной, позволяет повысить технологичность процес- са прокатки за счет выравнивания условий деформации по гладкой 5 и ребристой 3 частям основания 1 профиля.
Значение толщины h концевого участка гладкой части 5 основания 1 равно 4-8 мм. В этом случае глубина пазов 4 равна 0,4-0,8 мм; что позволяет увеличить коэффициент трений на нижнем гладком валке и в некоторой степени выравнять условия деформации металла по гладкой 5 и ребристой 3 частям основания 1 профиля.
Уменьшение границы диапазона не позволяет добиться поставленной цели.
Верхний предел, равный 0,4 h, позволяет добиться максимального повышения технологичности процесса прокатки и уменьшения металлоемкости профиля за счет выборки металла пазов.
Численное значение глубины пазов в этом случае находится в пределах 1,6-3,2 мм. На поверхности профиля в процессе пластической деформации возникают зоны, затрудняющие течение металла от середины профиля (с ребристой части) к краю гладкой части основания.
Увеличение предела диапазона резко снижает прочность основания профиля в сечениях пазов, а также осложняет калибровку и изготовление рабочих валков.
Ширина b пазов 4 составляет 1:3 их глубины hi.
Выбор величины предела, равного hi, основан на достижении минимально возможной выборки металла по сечению паза, а также возможности расположения на поверхности гладкой части 3 основания 1 наибольшего количества пазов. Уменьшение диапазона резко осложняет обработку поверхности прокатных валков для получения пазов требуемых размеров и конфигурации.
Выбор величины предела, равного 3 hi, основан на достижении максимально возможной выборки металла по сечению паза. Увеличение диапазона нерационально из- за увеличения рассогласования вытяжек металла по сечению основания 1 профиля, что может привести к искажению геометрических размеров профиля.
Для обеспечения улучшения технологичности изготовления периодического профиля пазы 4 наносятся на гладкой части 5 основания 1 таким образом, чтобы их глубина плавно уменьшалась от середины профиля к концу гладкой части 5 основания 1 в пределах заданного диапазона.
В этом случае при эксплуатации профиля в качестве бича молотилок гладкая часть профиля обладает достаточной прочностью.
Пазы наносят на профиль в процессе его прокатки благодари соответствующей калибровке валков. При этом на соответствующие участки рабочей поверхности валка механическим способом на токарном станке наносят пазы требуемых размеров и кон- фигурации (полукруглой, овальной, трапецеидальной и др.).
П р и м е р. На стане 400 был прокатан периодический профиль для бичей молотилок с толщиной h гладкой части основания 6 мм. Глубина пазов была переменной и находилась в пределах от 2,4 мм до 1,0 мм и уменьшалась от середины профиля к краю гладкой части основания. Ширина пазов равна 2 мм.
Экономический эффект от использования изобретения достигается за счет сокращения расхода металла и повышения технологичности прокатки, обеспечивающей получение требуемых геометрических размеров профиля при минимально возможных нагрузках на оборудование.
Формула изобретения Горячекатаный периодический профиль для бичей молотилок, имеющий основание Г-образной формы с ребрами, выполненны/
0
ми на одной из полок основания, и гладкой второй полкой, отличающийся тем, что, с целью повышения технологичности при изготовлении периодических профилей, гладкая полка основания выполнена с продольными пазами полукруглой формы, расположенными перпендикулярно ребрам с глубиной 0,1-0,4 толщины основания и шириной 1-3 их глубины, при этом пазы выполнены с различной глубиной, плавно уменьшающейся от середины основания к его торцу.
