Предполагаемое изобретение относится к области машиностроения и может быть использовано при растачивании отверстий высокой точности на токарных станках.
В настоящее время, расточные резцы, аналогичные предлагаемому, известны. Так, широко известны расточные резцы, описанные, в частности, на стр. 95 в книге «Проектирование металлорежущих станков и станочных систем: Справочник-учебник. В 3-х т. Т.I: Проектирование станков / А.С. Проников, О.И. Аверьянов, Ю.С. Аполлонов и др. – М.: Изд-во МГТУ им. Н.Э. Баумана: Машиностроение, 1994». Указанные резцы имеют высокую стойкость, позволяют обрабатывать детали с высокой производительностью, однако не дают возможность получать детали с высоким качеством поверхности, поскольку не противостоят вибрациям, которые могут возникнуть в процессе обработки.
Вместе с тем, существуют расточные резцы, способные уменьшать последствия вибрации при растачивании отверстий и даже прекращать вибрации. К таким резцам относится расточной резец, описанный в книге «И.С. Амосов, В.А. Скраган. Точность, вибрации и чистота поверхности при токарной обработке – М. – Л.: Машгиз, 1953» на стр. 52. Этот резец, принятый нами за прототип, позволяет вести чистовую обработку отверстий с весьма низкой шероховатостью поверхности, что обеспечивается его повышенной виброгасящей способностью. Такой резец (его называют резцом НРК – резцом с низко расположенной режущей кромкой) состоит из круглой державки и головки с режущей пластиной (она может быть сменной, припаиваемой и даже просто вышлифовываемой в головке инструмента), режущая кромка которой расположена в плоскости горизонтального осевого сечения державки. Расточной резец НРК – разновидность пружинных резцов – резцов с пониженной жесткостью.
Принцип работы пружинных резцов состоит в следующем. Когда предварительно обработанную поверхность со следами вибрации обрабатывают начисто, то её волнистость вызывает колебания силы резания. При контакте головки резца с выступами, имеющимися на обрабатываемой поверхности, сила возрастает, головка резца несколько отходит от поверхности и далее срезает более тонкий слой металла. Сила резания уменьшается, резец опять срезает слой такой, как раньше, и всё повторяется. Поскольку колебания головки резца вследствие её инерционности отстают от чередования выступов и впадин на поверхности заготовки, выступы частично или полностью срезаются и вибрации головки резца вскоре уменьшаются или прекращаются совсем. Так работают резцы для наружной обработки точением, но так же всё происходит и при растачивании отверстий. Расточной резец для этого изготавливают таким образом, как указывалось выше: режущую кромку режущей пластины на головке резца располагают ниже, чем обычно, так чтобы она находилась в плоскости горизонтального осевого сечения державки. При работе расточного резца НРК волнистость поверхности отверстия, обработанного предварительно, вызывает возрастание силы резания на вершинах волн поверхности и заставляет головку резца несколько повернуться вниз. Толщина срезаемого слоя металла уменьшается, вертикальная составляющая силы уменьшается головка возвращается в исходное положение, толщина срезаемого слоя возрастает и т.д. Поверхность получается более гладкой, вибрации уменьшаются, а затем исчезают. Но так происходит не всегда. Поворот головки резца вызывает уменьшение толщины срезаемого слоя при условии, что сама державка не испытывает деформации кручения. Если это произойдет, то ось державки может сместиться так, что толщина срезаемого слоя при взаимодействии режущей кромки с выступом на обрабатываемой поверхности может не уменьшиться, а увеличиться, и вибрации не прекратятся. То же самое может произойти, если ось державки изначально установили в неправильное положение. Для того, чтобы требуемый результат работы резца достигался, резец при настройке правильно устанавливают, а державку делают достаточно жесткой, чтобы деформации кручения искажали её настройку незначительно. Как правило, державку для этого делают, как обычно, сплошной, но еще и большего диаметра, чем обычно. Тем не менее, деформации кручения, которые испытывает державка расточного резца НРК, полностью исключить невозможно. Их можно лишь значительно уменьшить. Для того, чтобы их практически совсем ликвидировать, силу, вызывающей скручивание державки, следует сделать ничтожно малой, а еще лучше, от действия этой силы державку вообще разгрузить. А для этого державку расточного резца следует выполнить не сплошной, а иначе, а частности так, как предлагается ниже.
Задачей предполагаемого изобретения является повышение виброгасящей способности расточного резца НРК, что должно повысить качество поверхности, обработанной растачиванием (уменьшить её шероховатость и волнистость), а также снизить износ резца, увеличивая период его стойкости.
Технически решение поставленной задачи реализуется за счет того, что расточной резец, состоящий из круглой державки и головки с режущей пластиной, режущая кромка которой расположена в плоскости горизонтального осевого сечения державки, отличается от прототипа тем, что он снабжен торсионным валиком, на первом и втором концах которого выполнены шлицы параллельные его оси, причем первый конец валика имеет гладкий цилиндрический поясок, размещенный между шлицами и телом валика, второй конец валика с торцевой стороны последнего имеет цилиндрический хвостовик с резьбой, державка выполнена с круглой осевой полостью, в её первом конце выполнена цилиндрическая выточка, в её втором конце закреплена втулка с шлицевым отверстием, торсионный валик установлен в полости державки, причем его цилиндрический поясок размещен в цилиндрической выточке полости, его второй конец расположен во втулке со шлицевым отверстием, головка резца закреплена на шлицах первого конца торсионного валика, а валик закреплен в державке гайками, установленными на его резьбовом хвостовике с упором на торец втулки с шлицевым отверстием.
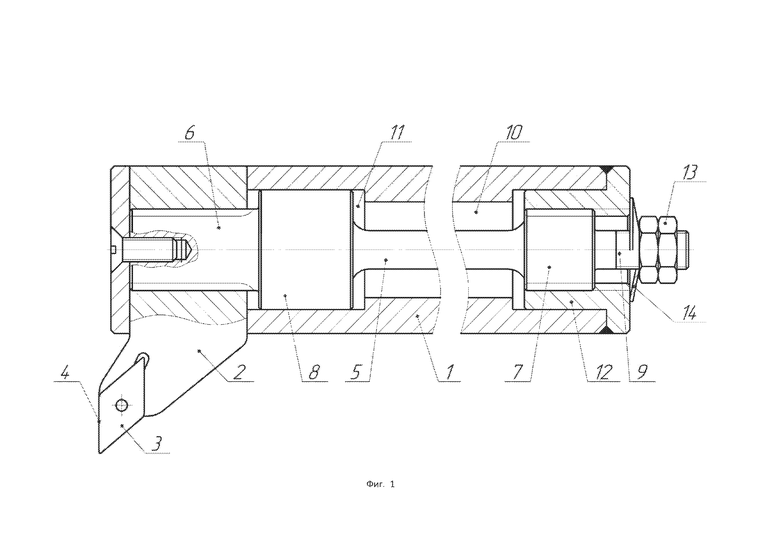
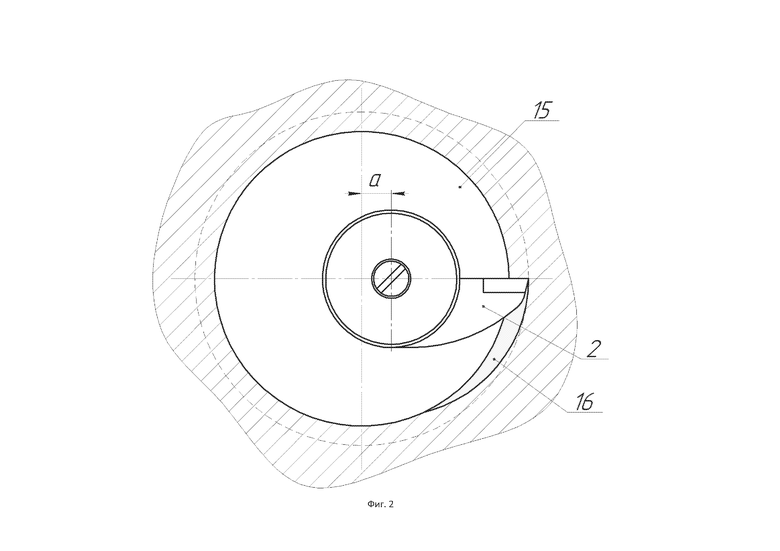
На фиг. 1 показана конструкция предлагаемого резца, на фиг. 2 – схема его установки при использовании.
Расточной резец состоит из круглой державки 1, и головки 2 с режущей пластиной 3, режущая кромка 4 которой расположена в плоскости горизонтального осевого сечения державки. Он снабжен торсионным валиком 5, на первом 6 и втором 7 концах которого выполнены шлицы, параллельные его оси, причем первый конец 6 валика имеет гладкий цилиндрический поясок 8, размещенный между шлицами и телом валика, второй конец 7 валика с торцевой стороны последнего имеет цилиндрический хвостовик 9 с резьбой, державка выполнена с круглой осевой полостью 10, в её втором конце закреплена втулка 12 с шлицевым отверстием, торсионный валик 5 установлен в полости 10 державки, причем его цилиндрический поясок 8 размещен в цилиндрической выточке 11 полости 10. Второй конец 7 валика 5 размещен во втулке 12 со шлицевым отверстием, головка 2 резца закреплена на шлицах первого конца 6 торсионного валика, а валик закреплен в державке гайками 13, установленными на его резьбовом хвостовике 9 с упором на торец втулки с шлицевым отверстием. Для регулировки силы прижатия головки к торцу державки под гайками 13 размещены тарельчатые пружины 14.
При использовании резца его вводят в отверстие 15, подлежащее растачиванию. Настраивают его положение так, чтобы режущая кромка 4, ось отверстия 15 и ось валика 5 располагались в одной плоскости со смещением «а». При выполнении обработки заготовке с отверстием 15 придают вращательное движение и резец своей головкой 2 (точнее, её режущей пластиной 3) срезает необходимый слой металла. Если из-за волнистости обрабатываемой заготовки сила резания возрастает, головка 2 приопускается вниз и толщина срезаемого слоя 16 уменьшается. Сила резания снижается, головка 2 возвращается в первоначальное положение. Такие её движения способствуют уменьшению волнистости и шероховатости обработанной поверхности и устранению вибрации. При повороте головки 2 деформации кручения обеспечивает торсионный валик 5. На державку 1 нагрузка кручения не передается. В результате державка и ось резца из плоскости первоначальной настройки не смещается и резец работает более эффективно, чем прототип.
Техническим результатом предполагаемого изобретения является более эффективное снижение радиальной вибрации резца, повышение качества обработанной поверхности, снижение износа резца и повышение точности обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| РЕЗЕЦ | 1991 |
|
RU2032499C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Резец | 1988 |
|
SU1712065A1 |
| РЕЗЕЦ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2026773C1 |
| РЕЗЕЦ ДЛЯ РАСТАЧИВАНИЯ СКВОЗНЫХ ОТВЕРСТИЙ | 2022 |
|
RU2797232C1 |
| Расточная головка | 1979 |
|
SU1049195A2 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
Расточной резец содержит круглую державку и головку с режущей пластиной, режущая кромка которой расположена в плоскости горизонтального осевого сечения державки. Резец снабжен торсионным валиком, на первом и втором конце которого выполнены шлицы, параллельные его оси, причем первый конец валика имеет гладкий цилиндрический поясок, размещенный между шлицами и телом валика. Второй конец валика с торцевой стороны последнего имеет цилиндрический хвостовик с резьбой. При этом державка выполнена с круглой осевой полостью, в её первом конце выполнена цилиндрическая выточка, в её втором конце закреплена втулка с шлицевым отверстием. Торсионный валик установлен в полости державки, причем его цилиндрический поясок размещен в цилиндрической выточке полости, его второй конец размещен во втулке со шлицевым отверстием. Головка резца закреплена на шлицах первого конца торсионного валика, а валик закреплен в державке гайками, установленными на его резьбовом хвостовике с упором на торец втулки с шлицевым отверстием. Достигается снижение вибрации, повышение качества обрабатываемой поверхности и снижение износа. 2 ил.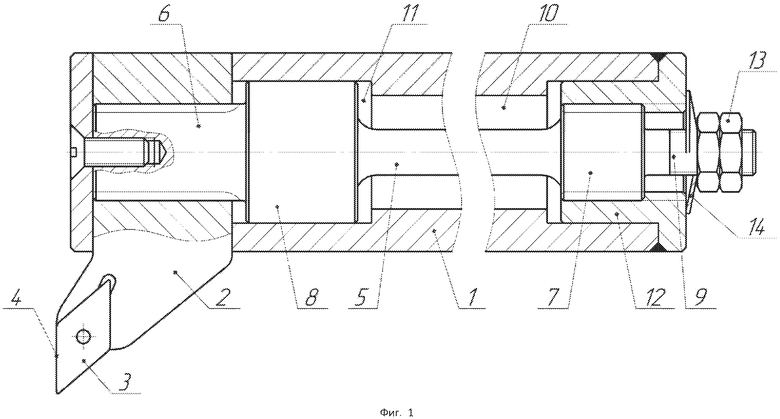
Расточной резец, содержащий круглую державку и головку с режущей пластиной, режущая кромка которой расположена в плоскости горизонтального осевого сечения державки, отличающийся тем, что он снабжен торсионным валиком, на первом и втором конце которого выполнены шлицы, параллельные его оси, причем первый конец валика имеет гладкий цилиндрический поясок, размещенный между шлицами и телом валика, второй конец валика с торцевой стороны последнего имеет цилиндрический хвостовик с резьбой, при этом державка выполнена с круглой осевой полостью, в её первом конце выполнена цилиндрическая выточка, в её втором конце закреплена втулка с шлицевым отверстием, торсионный валик установлен в полости державки, причем его цилиндрический поясок размещен в цилиндрической выточке полости, его второй конец размещен во втулке со шлицевым отверстием, головка резца закреплена на шлицах первого конца торсионного валика, а валик закреплен в державке гайками, установленными на его резьбовом хвостовике с упором на торец втулки с шлицевым отверстием.
| Расточный резец | 1981 |
|
SU1006074A1 |
| Режущий инструмент | 1988 |
|
SU1585083A1 |
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТА | 1997 |
|
RU2109599C1 |
| Соединение труб | 1959 |
|
SU129439A1 |
| JP 2005329509 A, 02.12.2005. | |||

