Изобретение относится к лазерному технологическому оборудованию для контурной резки, сварки и поверхностной обработки, выполняемым сфокусированным пучком лазерного излучения по кольцевым траекториям с соосной подачей газа, и может найти применение в различных обрабатывающих отраслях промышленности.
Известные конструкции фокусирующих . узлов для обработки по контуру окружности при помощи вращающейся линзы характеризуются низким достижимым уровнем качества обработки из-за трудности доставки газа соосно с пучком излучения.
Цель изобретения является повышение качества обработки.
С этой целью конструкцию внесены следующие изменения: на линзовой оправе соосно линзе большим основанием закреплен полый конус, на меньшем основании которого установлено сопло с калиброванным отверстием, на наружной поверхности конуса выполнены газообразные лопасти, соединенные с его внутренней полостью каналами, причем на корпусе установлен кожух, охватывающий конус и имеющий патрубок для подачи газа в полость между кожухом и конусом.
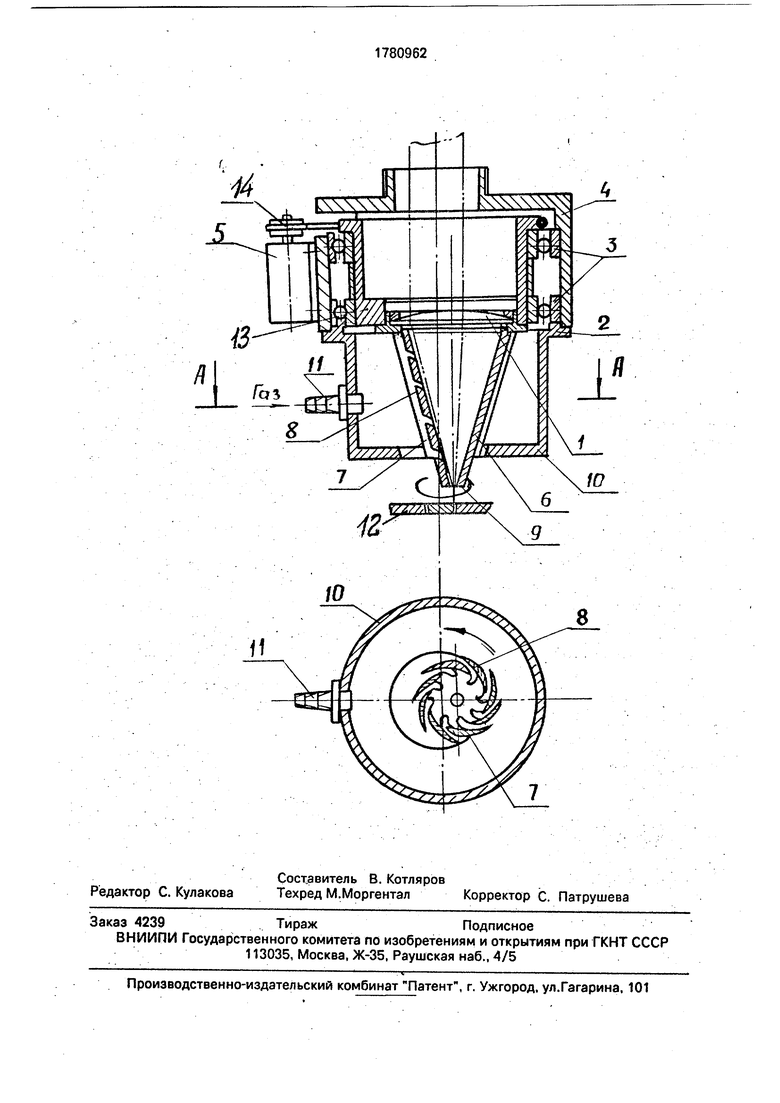
На чертеже показан фокусирующий узел.
Линза 1 установлена в оправе 2 эксцентрично оси корпуса 4 в подшипниках 3 с возможностью вращения от привода 5 через ременную передачу 14, установленного на корпусе. Соосно с линзой на ее оправе большим основанием закреплен полый конус 6, имеющий со стороны меньшего основания сопло 9 с калиброванным отверстием. На наружной боковой поверхности конуса изготовлены лопасти 8 для забора окружаю со О
Ю
о
Ю
щего конус газа, причем они каналами 7 соединены с внутренней полостью конуса. На корпус узла устанавливается кожух 10, охватывающий конус 6 и имеющий на боковой стороне патрубок 11 для подачи газа в полость кожуха.
Фокусирующий узел работает следующим образом.
При помощи резьбового элемента корпус устанавливается на оптическую систему лазерной технологической установки соос- но с ее оптической осью. В соответствии с решаемой технологической задачей выбирается фокусирующая линза и величина эксцентриситета ее смещения с оси оптической системы. Расчетным или экспериментальным путем устанавливается тип, расход и давление газа, необходимого для реализации технологической операции, а также скорость вращения линзы при сканировании луча по круговой траектории. При помощи патрубка 11 полость кожуха присоединяется к газовой магистрали, а давление в последней выбирается на 0,5 эти меньше расчетного уровня (при количестве газоза- борных лопастей больше 8 и диаметре калиброванного отверстия в сопле 0,4 - 0,6 мм) для обычных уровней скоростей вращения линзы 0,25 - 2 м/мин. Далее на столе установки размещается заготовка, включается привод вращения линзы, подача газа и излучатель установки. Газ из полости кожуха захватывается газообразными лопастями и транспортируется к соплу, что увеличивает давление в формируемой струе газа на 0,5 - 0.8 ати, причем струя соосна с пучком излучения на всем этапе обработки и совершает совместно с ним сканирующее движение по окружности. Процесс обработки вследствие этого позволяет достичь желаемого уровня качества.
Фокусирующий узел использовали для вырезки отверстия $ 20 мм в заготовке дисковой фрезы из сплава ВК8 толщиной 1 мм. Применялась ЛТУ типа ГПЛТ - 250 - 400/500. Линза с фокусным расстоянием 100 мм устанавливалась с эксцентриситетом 10 мм, диаметр соплового отверстия 0,4 мм, газ - 02, давление в рабочей струе 2,5 ати, в магистрали - 2,0 ати. Скорость сканирования луча 1,5 м/мин (60 об/мин).
Качественные результаты обработки: время вырезки одного отверстия - 2,5 с, шероховатость стенок реза - менее 6,3 мкм (без обдува кислородом скорость резки снизилась до 0,3 м/мин, а шероховатость возросла до 20 - 30 мкм). Расход газа - 0,15 мэ/ч.
Формула изобретения Фокусирующий узел лазерной технологической установки, содержащий корпус и установленную в нем с возможностью эксцентричного смещения и вращения относительно его оси линзу в оправе, а также привод вращения линзы, расположенный на корпусе, отличающийся тем, что, с целью повышения качества обработки, на оправе соосно с линзой большим основанием закреплен полый конус, на меньшем основании которого установлено сопло с калиброванным отверстием, на наружной поверхности конуса выполнены газозаборные лопасти, соединенные с его внутренней полостью каналами, причем на корпусе установлен кожух, охватыавющий конус и имеющий патрубок для подачи газа в полость между кожухом и конусом.
44
| название | год | авторы | номер документа |
|---|---|---|---|
| Газолазерная установка для контурной резки | 1991 |
|
SU1771909A1 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2413265C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
| Лазерная оптическая головка | 2016 |
|
RU2641213C2 |
| Способ лазерной обработки материала (варианты) | 2015 |
|
RU2624568C2 |
| Универсальная лазерная оптическая головка | 2017 |
|
RU2646515C1 |
| УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА ОБЕСПЕЧЕНИЯ ОРНИТОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ ДВИЖЕНИЯ СКОРОСТНОГО СУДНА НА СЖАТОМ ПНЕВМОПОТОКЕ | 2022 |
|
RU2819424C2 |
| РУЧНАЯ ПИТАЕМАЯ ПОРОШКОМ ГОРЕЛКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ПЛАВЛЕНИЕМ | 2003 |
|
RU2317183C2 |
| Устройство для лазерной обработки материалов | 1990 |
|
SU1738559A1 |
| Оптическая головка для лазерной резки | 2021 |
|
RU2753066C1 |
Использование: контурная лазерная установка. Сущность изобретения: фокусирующий узел отличается наличием полого конуса, прикрепленного к эксцентричной линзе большим основанием и содержащего на противоположной стороне калиброванное отверстие в сопле. Имеются также газозаборные лопасти на его боковой поверхности, соединенные отверстиями с внутренней полостью конуса. Последний окружен кожухом и снабжен патрубком для подачи газа в объем, заключенный между стенками кожуха и конуса. Узел позволяет вращать линзу в круговом сканирующем движении с одновременной подачей газа соосно линзе. Таким образом, обработка сканирующим лучом может сопровождаться поддувом газа на всем протяжении операции. 1 ил. (/ С
| Кобаяси Акира | |||
| Применение лазеров для прошивания и резки изделий | |||
| Sel Mach, 1978, т | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| ВЕНТИЛЯЦИОННАЯ ПОТОЛОЧНАЯ КРЫШКА ДЛЯ ВАГОНОВ | 1923 |
|
SU715A1 |
