lilmfflLid
f
чл - - / - ч - .
гшшш п
Щ%7
I fclf
. ..х.. ...
.. у . .У - .ччх-.ччутт д.чу.; J
/y-f
в б # te/
КГ 17 f 16
(Л
С
fflLid
чл - - / - ч - ..--ЧЧУЧХу. - . -. .
гшшш п Щ
I fclf
. ..х.. ...
у . .У - .ччх-.ччутт д.чу.; J
ь™; /y-f
# te/
КГ 17 f 16
vj
00
о
&ь
Изобретение может быть применено в деревообрабатывающей промышленности при изготовлении строительных изделий из древесных отходов, например, опилок, шлифовальной пыли и др.
Цель изобретения - повышение надежности работы за счет снижения степени разрушения торца изделия и износа нижней и боковых поверхностей пуансона.
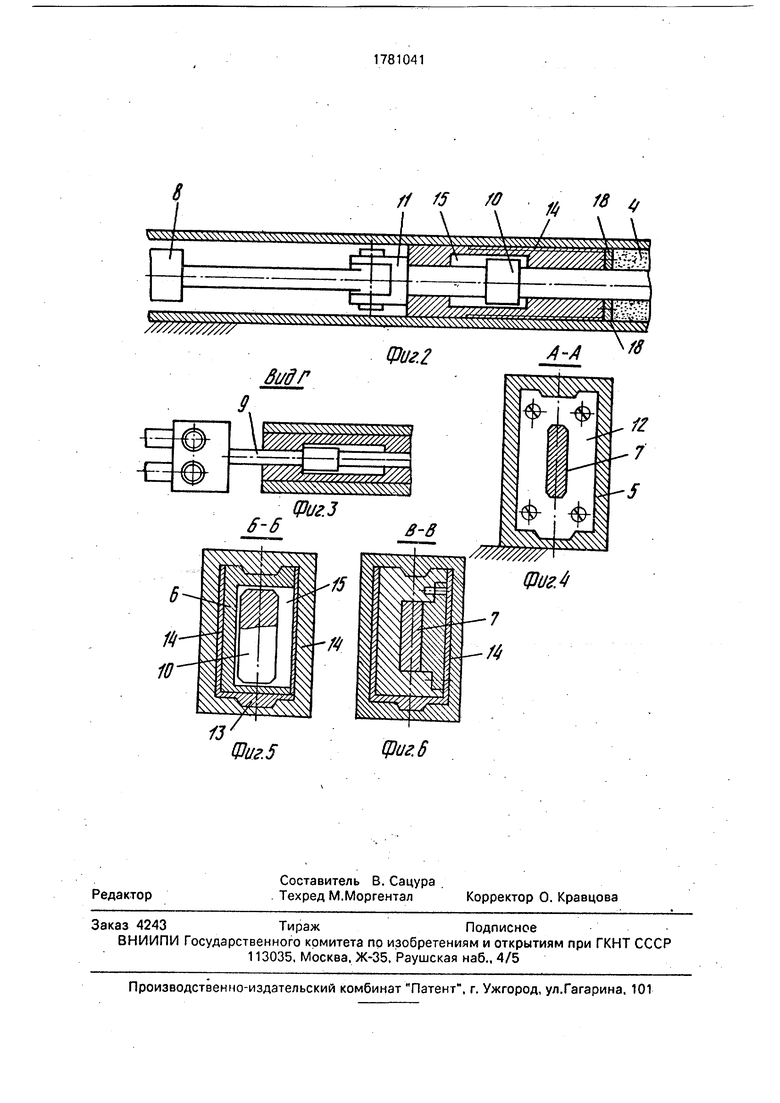
На фиг. 1 показан общий вид устройства; на фиг. 2 - процесс прёТ5с о ва н ия изделий; на фиг. 3 - кинематическое соединение привода с пустотообразователем, вид Г; на фиг. 4 - торцовая защитная шайба, сечение А-А; на фиг. 5 - внутренний упор пустотооб- разователя, сечение Б-Б; на фиг. 6 - пуансон с нижней и боковыми пластинами, сечение В-В.
Устройство включает смонтированные на раме 1 узел загрузки 2 пресс-массы, камеру прессования 3, изделия 4 в виде имеющего сечение проходного канала 5, пуансон 6 с подвижным пустотообразователем 7 и привод 8, Устройство снабжено раз- мещенным в узле прессования 3 приспособлением 9 последовательного перемещения пуансона 6 и пустотообразова- теля 7, который выполнен в виде смонтированных на пустотообразователе 7 внутреннего упора 10 и заднего толкателя 11 и смонтированных на пуансоне 6 торцовой защитной шайбы 12 и нижней 13 и боковых 14 предохранительных пластин, причем пуансон 6 имеет паз 15 и внутренний упор 10, а задний толкатель 11 пустото- образователя 7 кинематически соединен с приводом 8. Пуансон 6 прессует из пресс- массы брикет 16. Камера 3 имеет внутренние рабочие поверхности 17, пуансон 6 формирует торец 18 в изделии 4.
Устройство работает следующим образом.
Смонтированный на раме 1 узел 2 подает пресс-массу в камеру прессования 3 (фиг. 1). Привод 8 перемещает пустотообразова- тель 7, а затем с помощью заднего толкате- ля 11 перемещает пуансон 6 для прессования в камере 3 массы в брикет 16 (фиг. 2). Торцовая защитная шайба 12 счищает абразивные связующие частицы с внутренних рабочих поверхностей 17 камеры прессования 3 и, следовательно, предохраняет от интенсивного износа подвижные поверхности пуансона 6 (фиг. 4).
Следует обратить внимание, что особенно интенсивный износ обычно наблюдается у поверхностей ближе к нижнему торцу 18 пуансона 6. что ведет, из-за обрастания
изношенной поверхности связующим, к заклиниванию пуансона в камере прессования 3.
Съемные нижняя 13 и боковые 14 пластины значительно увеличивают срок службы сложного и металлоемкого в изготовлении пуансона (фиг. 5 и 6). Пуансон б прессует состоящее из брикетов 16 изде- лие4 (фиг. 2). Защитную шайбу 12 толщиной,
примерно 10 мм, по мере износа торцов по периметру, заменяют через каждые 3 месяца на новую, которая значительно дешевле и легче в изготовлении.
Шайба 12 способствует также увеличению срока службы съемных нижней 13 и боковых 14 пластин.
После прессования благодаря приспособлению 9 привод 8 выдергивает запрессованный пустотообразователь 7 из отверстия
изделия 4, имеющего сечение канала 5, причем пуансон 6 в данный момент неподвижен, что исключает разрушение отверстия и торца изделия 4 и распрессовку брикетов 16.
Далее привод 8 с помощью внутреннего упора 10 и стенок паза 15 перемещает пуансон 6 в исходное заднее положение (фиг. 1). Затем цикл прессования изделия 4 повторяется,
Предложенное устройство позволит значительно увеличить срок службы пуансона и снизить степень разрушения торца в спрессованном изделии, а тем самым повысить надежность работы устройства.
Формула изобретения Устройство для экструзионного прессования полых изделий, включающее смонти- рованные на раме узлы загрузки
пресс-массы, прессования изделия в виде камеры с пуансоном, подвижным пустотообразователем и привод, отличающее- с я тем, что, с целью повышения надежности работы за счет снижения степени разрушения торца изделия и износа нижней и боковых поверхностей пуансона, устройство снабжено размещенным в узле прессования приспособлением последовательного перемещения пуансона и пустотообразователя, которое выполнено в виде смонтированных на пустотообразователе бнутреннего упора и заднего толкателя и смонтированных на пуансоне торцовой защитной шайбы и нижней и боковых предохранительных пластин, причем пуансон имеет паз под внутренний упор, а задний толкатель пустотообразователя кинематически соединен с приводом.
///////////////
ЗидГ
Щиг.5
Фиг.2
А-А
фиг. 6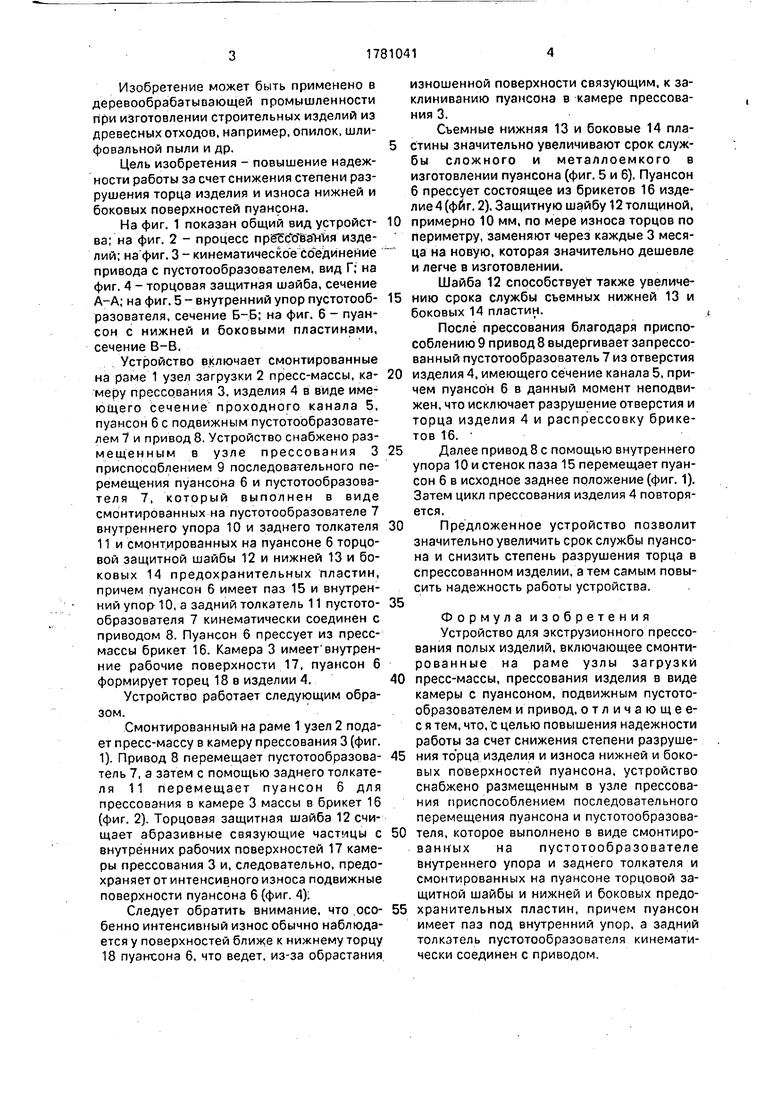
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для экструзионного прессования полых изделий | 1991 |
|
SU1781042A1 |
| Устройство для изготовления древесных брусьев | 1989 |
|
SU1659203A1 |
| Установка для прессования строительных изделий | 1990 |
|
SU1794022A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОПОРЦИОННЫХ ПРЕССОВАННЫХ ДЕТАЛЕЙ | 1990 |
|
RU2015003C1 |
| Способ производства стеновых профильных деталей из древесных отходов и однолетних растений и устройство для его осуществления | 1990 |
|
SU1674691A3 |
| Устройство для изготовления прессованных древесных элементов | 1987 |
|
SU1521602A1 |
| Линия изготовления прессованного конструкционного бруса | 1989 |
|
SU1618661A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ РАСТИТЕЛЬНЫХ ЧАСТИЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2050272C1 |
| Экструзионный пресс | 1981 |
|
SU1006272A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ПРЕССОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2014997C1 |
Использование: деревообрабатывающая промышленность, изготовление строительных изделий. Сущность изобретения: устройство снабжено размещенным в узле прессования приспособлением 9 последовательного перемещения пуансона 6 и пус- тотообразователя 7. Приспособление 9 выполнено в виде смонтированных на пус- тотообразователе внутреннего упора 10 и заднего толкателя 11 и смонтированных на пуансоне 6 торцовой защитной шайбы 12 и нижней и боковых 14 предохранительных пластин . Пуансон 6 имеет паз 15 под внутренний упор 10, а задний толкатель 11 пус- тотообразователя кинематически соединен с приводом.6 ил.
| Устройство для изготовления прессованного бруса | 1987 |
|
SU1465331A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Патент ФРГ № 3814085 | |||
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
