fe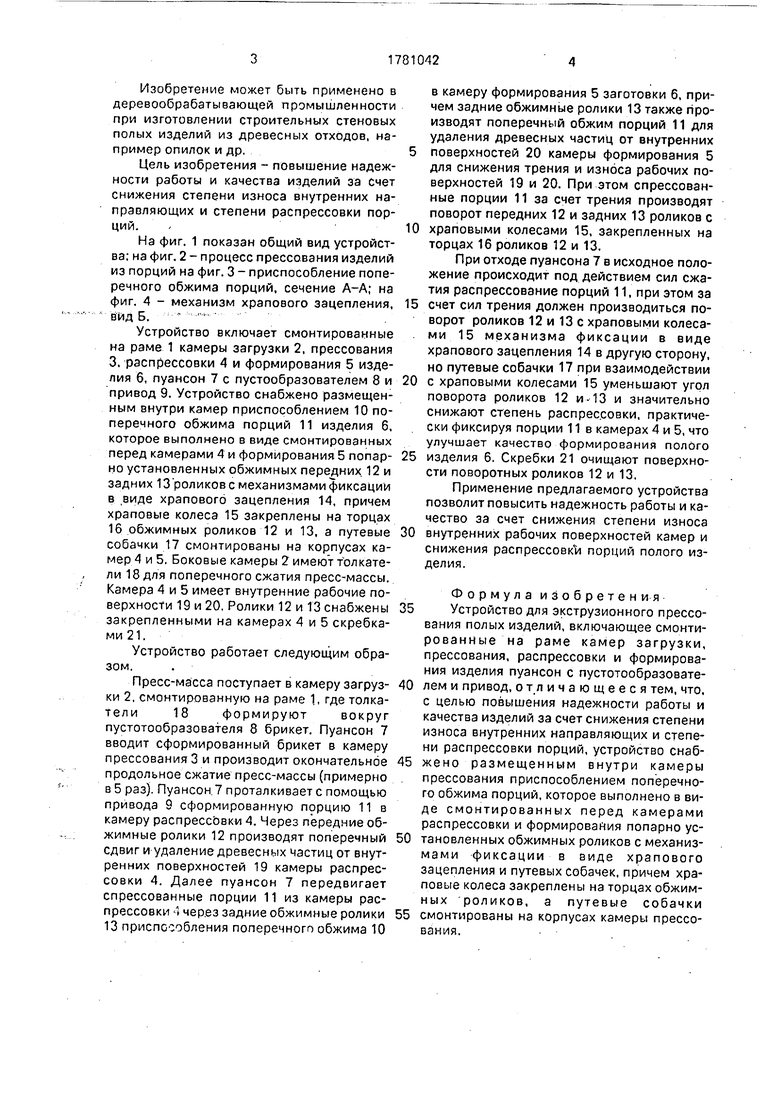
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для экструзионного прессования полых изделий | 1991 |
|
SU1781041A1 |
| Устройство для изготовления древесных брусьев | 1989 |
|
SU1659203A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОТОПЛИВНЫХ БРИКЕТОВ И УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ОРГАНИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2330063C1 |
| Экструзионный пресс | 1981 |
|
SU1006272A1 |
| Способ производства стеновых профильных деталей из древесных отходов и однолетних растений и устройство для его осуществления | 1990 |
|
SU1674691A3 |
| Устройство для изготовления брусьев | 1987 |
|
SU1537537A1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Устройство для изготовления прессованных древесных элементов | 1987 |
|
SU1521602A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ РАСТИТЕЛЬНЫХ ЧАСТИЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2050272C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ из ПРОВОЛОКИ | 1973 |
|
SU404534A1 |
Использование: деревообрабатывающая промышленность. Сущность изобретения: устройство снабжено размещенным внутри камеры 3 приспособлением поперечного обжима порций, которое выполнено в виде смонтированных перед камерами распрессовки 4 и формирования 5 попарно установленных обжимных роликов 13с механизмами храпового зацепления 14. Храповые колеса закреплены на торцах обжимных роликов 12 и 13. а путевые собачки смонтированы на корпусах камер. 4 ил.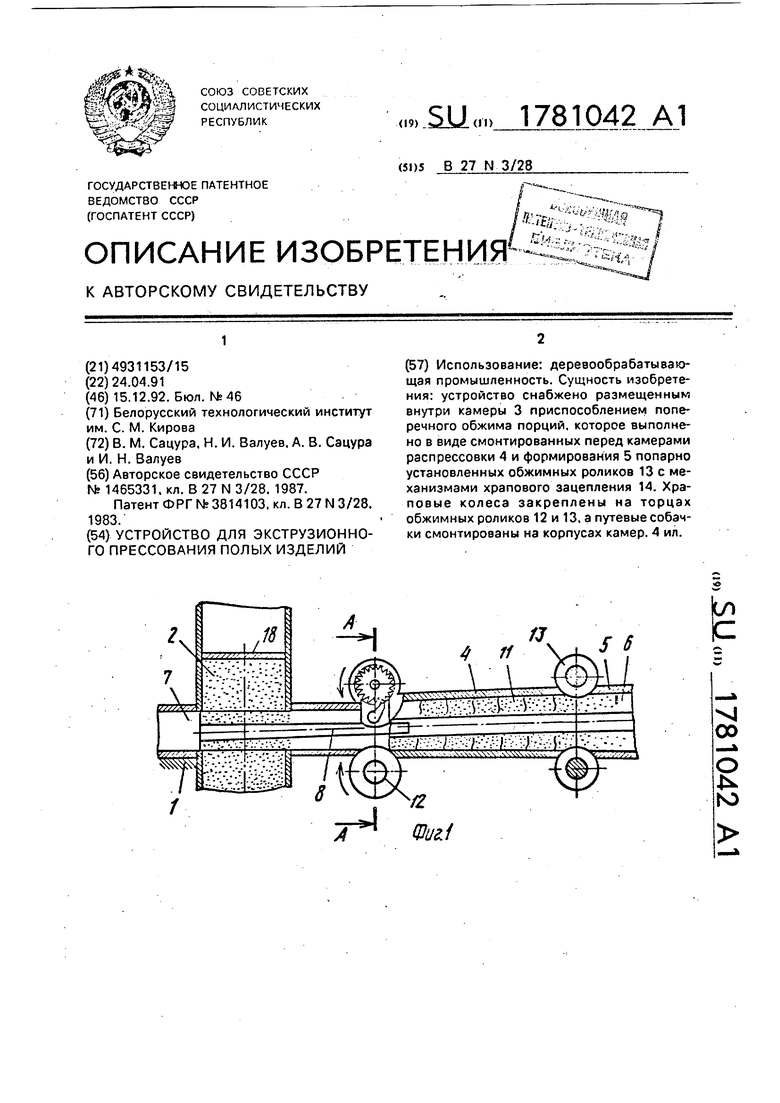
4 00
g
ГО
Изобретение может быть применено в деревообрабатывающей промышленности при изготовлении строительных стеновых полых изделий из древесных отходов, например опилок и др.
Цель изобретения - повышение надежности работы и качества изделий за Счет снижения степени износа внутренних направляющих и степени распрессовки порций.
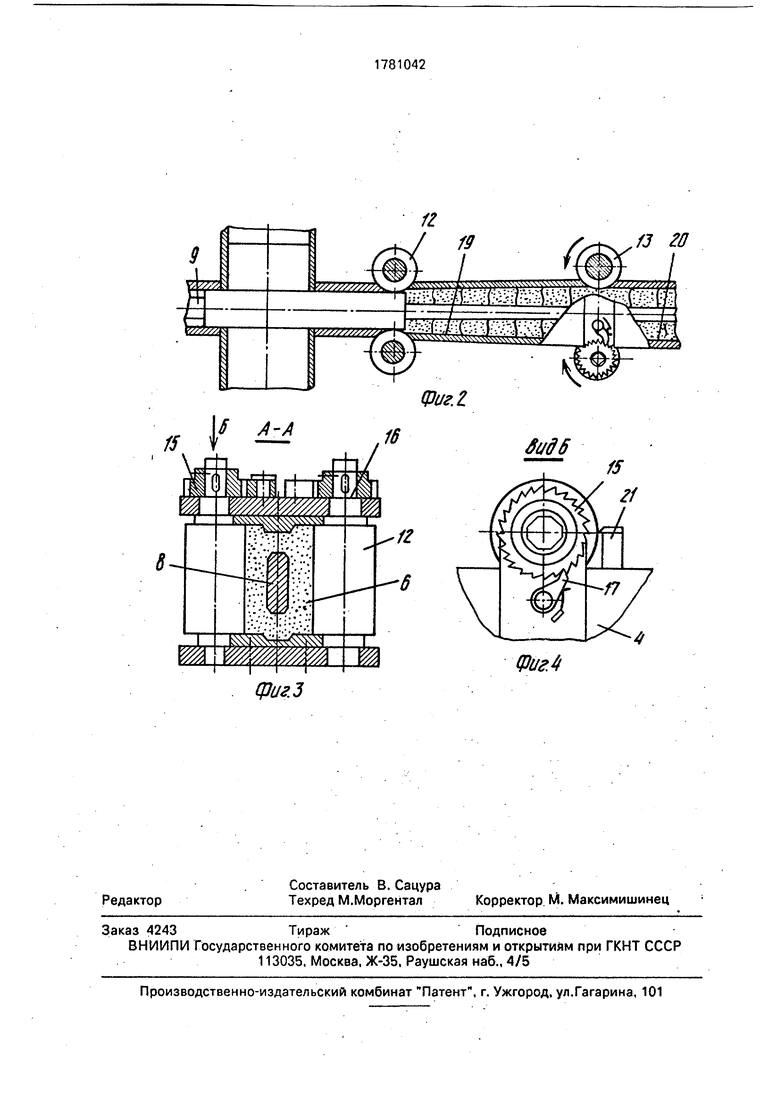
На фиг. 1 показан общий вид устройства: на фиг. 2 - процесс прессования изделий из порций на фиг. 3 - приспособление поперечного обжима порций, сечение А-А; на фиг. 4 - механизм храпового зацепления, вид Б.
Устройство включает смонтированные на раме 1 камеры загрузки 2, прессования 3. распрессовки А и формирования 5 изделия 6, пуансон 7 с пустообразователем 8 и привод 9. Устройство снабжено размещенным внутри камер приспособлением 10 поперечного обжима порций 11 изделия 6, которое выполнено в виде смонтированных перед камерами 4 и формирования 5 попарно установленных обжимных передних 12 и задних 13 роликовс механизмами фиксации в .виде храпового зацепления 14, причем храповые колеса 15 закреплены на торцах 16 обжимных роликов 12 и 13, а путевые собачки 17 смонтированы на корпусах камер 4 и 5. Боковые камеры 2 имеют толкатели 18 для поперечного сжатия пресс-массы. Камера 4 и 5 имеет внутренние рабочие поверхности 19 и 20. Ролики 12 и 13 снабжены закрепленными на камерах 4 и 5 скребками 21.
Устройство работает следующим образом.
Пресс-масса поступает в камеру загрузки 2. смонтированную на раме 1, где толкатели 18 формируют вокруг пустотообразователя 8 брикет. Пуансон 7 вводит сформированный брикет в камеру прессования 3 и производит окончательное продольное сжатие пресс-массы (примерно в 5 раз). Пуансон 7 проталкивает с помощью привода 9 сформированную пррцию 11 в камеру распресс овки 4. Через передние обжимные ролики 12 производят поперечный сдвиг и удаление древесных частиц от внутренних поверхностей 19 камеры распрессовки 4. Далее пуансон 7 передвигает спрессованные порции 11 из камеры распрессовки 4 через задние обжимные ролики 13 приспособления поперечного обжима 10
в камеру формирования 5 заготовки 6, причем задние обжимные ролики 13 также производят поперечный обжим порций 11 для удаления древесных частиц от внутренних
поверхностей 20 камеры формирования 5 для снижения трения и износа рабочих поверхностей 19 и 20. При этом спрессованные порции 11 за счет трения производят поворот передних 12 и задних 13 роликов с
храповыми колесами 15, закрепленных на торцах 16 роликов 12 и 13.
При отходе пуансона 7 в исходное положение происходит под действием сил сжатия распрессование порций 11, при этом за
счет сил трения должен производиться поворот роликов 12 и 13 с храповыми колесами 15 механизма фиксации в виде храпового зацепления 14 в другую сторону, но путевые собачки 17 при взаимодействии
с храповыми колесами 15 уменьшают угол поворота роликов 12 и-13 и значительно снижают степень распрессовки, практически фиксируя порции 11 в камерах 4 и 5, что улучшает качество формирования полого
изделия 6. Скребки 21 очищают поверхности поворотных роликов 12 и 13.
Применение предлагаемого устройства позволит повысить надежность работы и качество за счет снижения степени износа
внутренних рабочих поверхностей камер и снижения распрессовки порций полого изделия.
Формула изобретения
Устройство для экструзионного прессования полых изделий, включающее смонтированные на раме камер загрузки, прессования, распрессовки и формирования изделия пуансон с пустотообразователем и привод, отличающееся тем, что, с целью повышения надежности работы и качества изделий за счет снижения степени износа внутренних направляющих и степени распрессовки порций, устройство снабжено размещенным внутри камеры прессования приспособлением поперечного обжима порций, которое выполнено в виде смонтированных перед камерами распрессовки и формирования попарно установленных обжимных роликов с механизмами фиксации в виде храпового зацепления и путевых собачек, причем храповые колеса закреплены на торцах обжим- ных роликов, а путевые собачки
смонтированы на корпусах камеры прессования.
фигЗ
11
19
13 го
t 1 . Г. 1 - )11 . J ..
РРр;р1щ
Фиг.1
#идб
Фиг.4
| Устройство для изготовления прессованного бруса | 1987 |
|
SU1465331A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Патент ФРГ № 3814103 | |||
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
