Изобретение относится к производству пневматических шин и может быть использовано при вулканизации новых и восстанавливаемых шин.
Известен способ вулканизации пневматических шин, включающий введение варочной камеры в подготовленную для вулканизации покрышку, установку адаптера в отверстие манжеты варочной камеры, укладку покрышки с варочной камерой на поднятое в верхнее положение бортовое кольцо полуформы вулканизатора, опускание покрышки в нижнюю полуформу с одновременным совмещением адаптера с адапторным гнездом, закрывание пресс- формы; подачу энергоносителей для обогрева и опрессовки покрышки; раскрытие
прессформы и выгрузку готовой продукции; выемку адаптера из варочной камеры и последней из покрышки.
Недостатками этого способа является высокая трудоемкость операций введения и выведения варочных камер и совмещение адаптера с адапторным гнездом вручную.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ диафрагменной вулканизации восстанавливаемых шин, при котором покрышку центрируют относительно прессформы путем фиксации ее бортов между верхним и нижним бортовыми кольцами пресс-формы с образованием щели для ввода в полость покрышки опрессовоч xj00
О
ся
00
ной диафрагмы, заправляют диафрагму в полость покрышки и осуществляют вулканизацию последней при подаче энергоносителей для обогрева и опрессовки.
Недостатками известного способа яв- ляются трудности в обеспечении посадки деформированных бортов покрышки на бортовые кольца пресс-формы по всей их рабочей поверхности, и соовтетственно, правильное центрирование покрышки относи- тельно формующей полости пресс-формы, а также в обеспечении гарантиро- ванного ввода диафрагмы в полость покрышки, что приводит к снижению качества готовых покрышек.
Целью изобретения является обеспече- ние высокого качества покрышек независимо от степени деформации заготовок.
Поставленная цель достигается тем, что перед вводом диафрагмы в способе вулка- низации пневматических шин, при котором покрышку центрируют относительно пресс- формы путем фиксации ее бортов между верхним и нижним бортовыми кольцами пресс-формы с образованием щели для вво- да в полость покрышки опрессовочной диафрагмы, заправляют диафрагму в полость покрышки и осуществляют вулканизацию последней при подаче энергоносителя для обогрева и опрессовки, при центрировании борта покрышки сжимают бортовыми кольцами пресс-формы до соприкосновения с усилием, равным 0,02-0,09 распорного усилия в пресс-форме во время вулканизации покрышки, а перед вводом диафрагмы бор- та покрышки разводят на величину 0,1-1,6 ширины ее профиля для образования щели для ввода диафрагмы.
Кроме того, во время центрирования борта покрышки фиксируют на бортовых кольцах пресс-формы с помощью фиксаторов, суммарное давление которых на подошву борта покрышки выбирают равным 0,01-0,15 распорного усилия в пресс-форме.
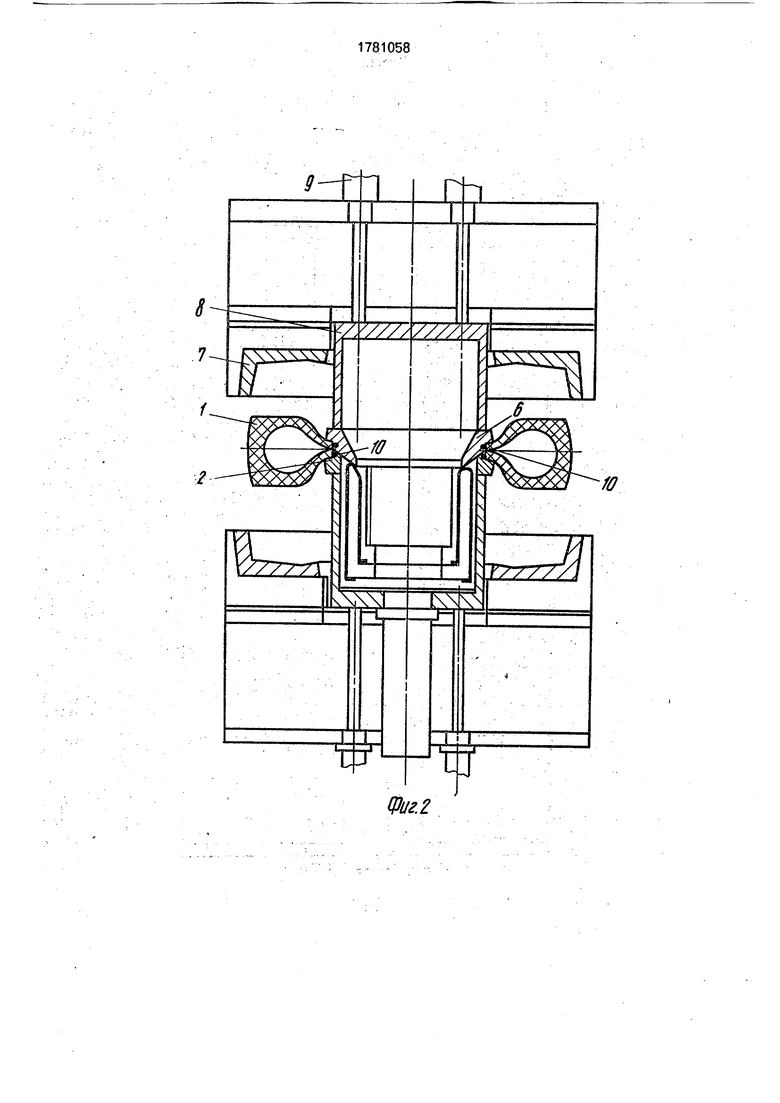
На фиг.1-5 представлена технологическая схема предлагаемого способа; на фиг.1 - загрузка покрышки; на фиг.2 - центрирование и фиксация бортов покрышки на бортовых кольцах пресс-формы; на фиг.З - разведение бортов покрышки; на фиг,4 - ввод диафрагмы; на фиг.5 - закрытие пресс-формы.
Способ заключается в следующем.
Восстанавливаемую (заготовку) по- крышку 1 перезарядчиком вулканизатора (на фигуре не показан) устанавливают на бортовое кольцо 2 нижней полуформы 3, поднятое в верхнее положение посредством направляющего цилиндра 4 с приводом
5 (фиг.1). Бортовое кольцо 6 верхней полуформы 7 опускают вниз до упора с помощью направляющего цилиндра 8 с приводом 9; при этом борта покрышки 1 сводят вместе и сжимают их с усилием, равным 0,02-0,08 распорного усилия в пресс- форме во время вулканизации (таблица 1) и достаточным для плотной посадки бортов восстанавливаемой покрышки на бортовые кольца 2, 6 по всей площади их рабочей поверхности (фиг.2).
Таким образом обеспечивают точечное центрирование покрышки относительно формующей полости пресс-формы даже в случае предельно деформированного борта шины. Затем закрепляют борта покрышки На бортовых кольцах пресс-формы с помощью фиксаторов 10. Приводом 9 поднимают бортовое кольцо 6 верхней полуформы 7 с закрепленным на нем бортом покрышки 1 до положения, обеспечивающего раствор бортов, равный 0,1-1,6 ширины профиля шины (таблица 2) и необходимый для гарантированного беспрепятственного ввода диафрагмы 11 в полость покрышки 1 (фиг.З). Минимально допустимая величина разведения бортов покрышки определяется минимальной шириной профиля диафрагмы при вводе ее в покрышку, которая составляет 0,1 ширины профиля шины. При растворе бортов, меньшем ширины профиля диафрагмы, последняя не может пройти в полость покрышки между ее бортами. С увеличением расстояния между бортами покрышки облегчаются условия ввода в нее диафрагмы до определенной максимально допустимой величины раствора бортов, за пределами которой начинает деформироваться профиль каркаса шины. Как видно из таблицы 1, эта величина раствора бортов в зависимости от конструкции и типоразмера шин находится в пределах 0,1-0,6 ширины профиля шины. Приспреди- ровании бортов шины на большую величину возникающее при этом искривление каркаса покрышки затрудняет ввод и правильное расположение в ней диафрагмы.
Посредством приводов 5,9 соответственно направляющих цилиндров 4, 8 синхронно опускают вниз бортовые кольца 2 и 6 с зафиксироавнными на них бортами покрышки 1, не изменяя установленного на предыдущей операции расстояния между ними. При этом бортовое кольцо 6 верхней полуформы 7 взаимодействует с внутренним направляющим цилиндром 12 ди- афрагменного узла 13. Диафрагма 11, подкаченная сжатым воздухом или паром давлением 0,15-0,20 МПа, по мере опускания нижнего 4 и верхнего 8 направляющих
цилндров, входит в полость покрышки 1 по направляющей полости 14 бортового кольца б верхней полуформы 7. Ввод диафрагмы 11 в покрышку 1 может также осуществляться приводом 15 путем подъема диафрагмен- ного узла 13 с внутренним направляющим цилиндром 12.
Как показано но фиг.4, в обоих случаях диафрагма 11 имеет единственную степень свободы перемещения - в полость по- крышки 1. При этом достаточная величина раствора ее бортов обеспечивает беспрепятственный проход диафрагмы между ними, а надежная фиксация рабочего положения бортов покрышки на бортовых кольцах 2, 6 исключает попадание диафрагмы 11 между бортом покрышки и бортовым кольцом полуформы. После того, как покрышка 1, борта которой зафиксированы на бортовых кольцах 2, 6, опустится направля- ющими цилиндрами 4, 8 на формующую поверхность нижней полуформы 3, диафрагма 11 будет полностью введена в полость покрышки. При этом формующая поверхность бортового кольца 2 установится заподлицо с формующей поверхностью нижней полуформы 3.
Почти одновременно с операцией, описанной выше (фиг.4), с задержкой на 20-30 секунд начинают и завершают опускание верхней полуформы 7 и смыкание ее с нижней полуформой 3. При этом формующая поверхность бортового кольца 6 устанавливается заподлицо с формующей поверхностью верхней полуформы 7.
Затем осуществляют операцию подачи энергоносителей по установленной программе в диафрагму 11, рубашки полуформ 3, 7 и обогревательных плит 16, 17 вулканизатора.
После завершения вулканизации one- рации, показанные на фиг.1-5. выполняютв обратном порядке; при этом выведение диафрагмы из покрышки с раздвинутыми бортами существенно снижает деформацию диафрагмы.
Примеры конкретного исполнения.
В табл.1, 2 представлены конкретные значения технологических параметров вы- полнения предложенного способа вулканизации на примере 9 основых типоразмеров и моделей пневматических шин массовых размеров диагонального и радиального построения для легковых, грузовых автомоби- лей и автобусов.
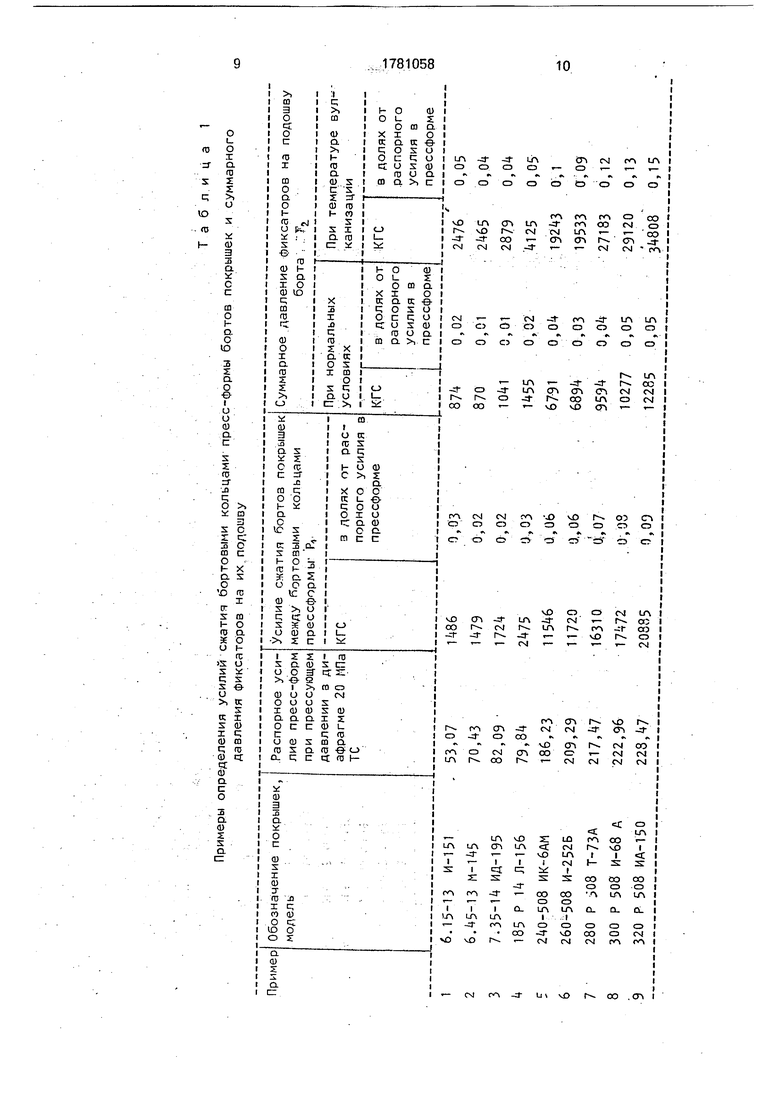
В табл.1 показаны усилия, с которыми сжимают друг с другом борта покрышек и фиксируют их положение на бортовых кольцах полуформ.
При восстановлении указанных шин предлагаемым способом после выполнения операции сближения бортов покрышки друг с другом их сжимают между бортовыми кольцами полуформ с усилием, обеспечивающим плотный контакт поверхности пятки борта покрышки с рабочей поверхностью бортового кольца пресс-формы по всей окружности. Величина указанного усилия определяется следующим образом.
Технические условия на пригодные для восстановления и восстановленные шины устанавливают допуски на деформацию борта покрышки, в пределах которых при эксплуатационном давлении сжатого воздуха в шине обеспечивается правильная посадка ее бортов на диск колеса автомобиля, т.е. плотный контакт пятки борта с закраиной обода колеса по всей окружности борта. В соответствии с этим усилие (Fi) сжатия бортов шины бортовыми кольцами пресс- формы при выполнении описываемой операции должно быть не менее усилия, воспринимаемого бортом шины на колесе автомобиля под действием внутреннего давления воздуха в шине. Результаты определения указанного усилия показаны в таблице 1, графе 4.
При этом значение уислия Fi обеспечивают правльное рабочее положение бортов покрышки на бортовых кольцах 2, б, и соответственно, точное центрирование шины относительно формующей полости пресс- формы.
Полученное рабочее положение бортов шины фиксируют на бортовых кольцах пресс-формы. При этом давление фиксаторов 10 на подошяы бортов шины должно исключать изменение их рабочего положения на бортовых кольцах полуформы в зоне их прогиба после снятия сжимающего усилия F2 при подъеме бортового кольца 6 во время выполнения следующей операции. В связи с изложенным, усилие взаимодействия фиксаторов с подошвой борта шины Fa определяется зависимостью между нормальными давлением и силой трения покоя, которое должно быть не менее, чем значение силы FI
Fi
К
где К - статический коэффициент трения между фиксатором и подошвой борта шины.
Наиболее целесообразно для изготовления фиксаторов применять металл (сталь). Статический коэффициент трения между сталью и резиной при нормальных условиях
равен 1,7, при температуре вулканизации - 0,6.
Из табл.1 видно, что для автомобильных шин массового ассортимента количественные значения усилий сжатия бортовыми кольцами бортов покрышки (Fi) и суммарного давления фиксаторов на подошву борта (F2J находятся в пределах: усиление сжатия бортов при центрировании шины в пределах 0,02-0,09, суммарное давление фиксаторов на подошву борта - 0,01-0,15 распорного усилия в пресс-форме.
После фиксации бортов шины на бортовых кольцах пресс-формы производят спре- дирование бортов шины путем подъема бортового кольца 6 верхней полуформы 7 с закрепленным на нем бортом покрышки.
В табл.2 представлены допуски разведения бортов указанных выше шин, обеспе- чивающие беспрепятственный ввод диафрагмы 11 в полость покрышки 1, определенные экспериментальным путем. Минимальный раствор бортов покрышки, при котором возможен ввод диафрагмы в полость покрышки, зависит от шитрины профиля диафрагмы. Максимальный предел разведения бортов покрышек ограничивается деформацией каркаса шины, перпятст- вующей вводу и правильному размещению диафрагмы в полости покрышки.
Как видно из табл.2, показатели раствора бортов при разведении находятся в. пределах от 0,1 до 1,6 ширины профиля шины.
Предлагаемый способ по сравнению с известными гарантирует точное центрирование восстанавливаемой покрышки относительно формующей полости пресс-формы независимо от степени деформации бортов заготовки и беспрепятственный ввод диафрагмы в покрышку, исключает механические повреждения диафрагмы при вводе ее в покрышку и закрывании пресс-формы, вследствие чего исключается выход покрышки в брак при выполнении этих операций. Способ также позволяет осуществить весь процесс вулканизации, включая перезарядку пресс-формы, в автоматическом режиме без участия рабочего, в результате чего увеличивается долговечность диафрагмы, сокращаются время перезарядки пресс- формы, простои вулканизатора и трудовые затраты на замену диафрагм. Способ повышает производительность труда, надежность работы оборудования и обеспечивает высокое качество готовой продукции независимо от деформации бортов покрышек.
Ф о р м у л а и э о б р е т е н и я
1.Способ вулканизации пневматических шин, при котором покрышку центрируют относительно пресс-формы путем фиксации ее бортов между верхним и нижним бортовыми кольцами пресс-формы с образованием щели для ввода в полость покрышки опрессовочной диафрагмы, заправляют диафрагму в полость покрышки и осуществляют вулканизацию последней
при подаче энергоносителя для обогрева и опрессовки, отличающийся тем, что, с целью обеспечения высокого качества покрышек независимо от степени деформации бортов заготовок, при центрировании борта
покрышки сжимают бортовыми кольцами пресс-формы до соприкосновения с усилием, равным 0,02-0,09 распорного усилия в пресс-форме во время вулканизации покрышки, а перед вводом диафрагмы борта
покрышки разводят на величину 0,1-1,6 ширины ее профиля для образования щели для ввода диафрагмы.
2.Способ по п.1,отличающийся тем, что во время центрирования борта покрышки фиксируют на бортовых кольцах пресс-формы с помощью фиксаторов, суммарное давление которых на подошву борта покрышки выбирают равным 0,01-0,15 распорного усилия в пресс-форме.
Таблица 1
Примеры определения усилий сжатия бортовыми кольцами пресс-формы бортов покрышек и суммарного давления фиксаторов на их подошву
о
Таблица
Примеры результатов экспериментального определения допусков раствора бортов покрышек - пневматических шин для беспрепятственного ввода в них вулканизационных диафрагм


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вулканизации покрышек пневматических шин | 1990 |
|
SU1763215A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Диафрагменный узел для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1039732A1 |
| Устройство для вулканизации покрышек пневматических шин | 1985 |
|
SU1271762A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1976 |
|
SU680901A1 |
| Секторная пресс-форма для вулканизации покрышек пневматических шин | 1986 |
|
SU1362638A1 |
| СПОСОБ ФОРМОВАНИЯ ПОКРЫШЕК | 1996 |
|
RU2113994C1 |
| Диафрагменный узел для формования и вулканизации покрышек | 1980 |
|
SU897563A1 |
| Вулканизатор для покрышек пневматических шин | 1977 |
|
SU811621A1 |
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |




Использование: вулканизация покрышек пневматических шин высокого качества. Сущность изобретения: способ вулканизации включает центрирование покрышки относительно пресс-формы путем фиксации ее бортов между верхним и нижним бортовыми кольцами пресс-формы с образованием щели, через которую в полость покрышки вводят диафрагму, после чего осуществляют вулканизацию покрышки. При центрировании борта покрышки сжимают бортовыми кольцами пресс-формы до соприкосновения с усилием, равным 0,02-0,09 распорного усилия в пресс-форме во время вулканизации, а перед вводом диафрагмы борта покрышки разводят на величину 0,1-1,6 ширины ее профиля для образования щели, обеспечивающей беспрепятственный ввод диафрагмы в полость покрышки независимо от степени деформации бортов последней. Во время центрирования борта покрышки фиксируют на бортовых кольцах пресс-формы с помощью фиксаторов, суммарное давление которых на подошву борта покрышки выбирают равным 0,01-0,15 распорного усилия в пресс-форме. 1 з.п. ф-лы, 2 табл., 5 ил. I У е
Максимальный раствор бортов легковых шин различных конструкций и типоразмеров находится в пределах 1,41-1,63 ширины профиля покрышки, а грузовых шин - а пределах 0,7-1,15 ширины простиля в зависимости от конструкции и типоразмера покрышки. При спреди- ровании (разведении) бортов покрышек более величины, указанной в графе 5 табл.2, ввод и правильное размещение диафрагмы в
рышке затруднены.
Минимальная ширина профиля диафрагмы определяет величину минимального раствора бортов покрышки, при котором возможен. ввод диафрагмы в полость покрышки между ее бортами. При меньшем растворе бортов ввод диафрагмы в покрышку s автоматическом режиме
практически невозможен. Как видно из табл.2 эта величина составляет в среднем 10% или 0,1 ширины профиля покрышки.
s-tt
Щиг.1
fltef
fic/a 3
-JJ Г
Щ
Фиг 4
фиг 5
