Изобретение относится к изготовлению пневматических шин и предназиачено для формования и вулканизации покрышек радиальных шин с металлокордом в каркасе и брекере.
Целью изобретения является повышение надежности пресс-формы в работе.
На фиг. 1 изображена секторная пресс- форма Б разрезе, конец первой начало второй фазы формования; на фиг. 2 - то же, конец второй фазы формования, вулканизация.
Секторная пресс-форма для вулканизации покрышек пневмошин содержит формующие боковины и подошвы бортов покрышки нижнюю 1 и верхнюю 2 полуформы и установленные на нижней полуформе радиально подвижные сектора 3 с наружной конической поверхностью а, взаимодействующей с внутренней поверхностью сводящего конуса 4.
Сектора 3 связаны со сводящим конусом 4 посредством Т-образных планок 5, закрепленных на конусе 4 и входящих в Т-образные пазы (не показаны), выполненные на поверхности а секторов 3.
Планки 5 препятствуют самопроизвольному перемещению секторов 3 в радиальном направлении и обеспечивают разведение секторов 3 при подъеме нижней полуформы 1.
На нижней полуформе 1 установлены упоры, имеющие возможность взаимодействия с верхней полуформой 2 в сведенном положении полуформ. Упоры выполнены в виде шарнирно закрепленных одними концами в проушинах 6 нижней полуформы посредством осей 7 рычагов 8 с возможностью качания в радиальной плоскости пресс- формы. Для рычагов 8 в секторах 3 выполнены вертикальные пазы 9, у опорных поверхностей в рычагов 8 имеются выступы с для взаимодействия с конусом 4. Длина выступов с выбирается такой, чтобы в нижнем положении полуформ 1 и 2 сводящий конус разворачивал рычаги 8 в радиальной плоскости к центру пресс-формы, а их поверхности в попад-али в гнезда d верхней полуформы 2.
Рычаги 8 подпружинены относительно полуформы 1, на которой они смонтированы, с помощью пружин 10. На полуформе 1 со стороны сводящего конуса 4 смонтированы фиксаторы 11 для удержания рычагов 8 в вертикальном положении. В зависимости от конструктивного выполнения пресс-формы рычаги 8 могут быть смонтированы на нижней 1 или верхней 2 полуформе.
Пресс-форма работает следующим образом.
В исходном положении пресс-формы верхняя полуформа 2 открыта и отведена, ниж няя полуформа 1 поднята, сектора 3 Т-образными планками 5 разведены, рычаги 8
пружинами 10 поджаты к фиксаторам И. Рычаги 8 находятся в вертикальном положении. На нижнюю полуформу 1 устанавливается сформованная покрышка 12. Закрьь вается верхняя полуформа 2. При закрытии она входит в контакт с боковиной покрышки 12 и, преодолевая распорное усилие от давления формующего агента внутри последней, осуществляет первую фазу формования. Первая фаза формования заканчивается, когда раствор бортов покрышки 12 достигнет размера, близкого к раствору бортов свулканизованной покрышки. Разница между растворами бортов в этом случае равна зазору А между верхней
5 плоскостью секторов и верхней полуформой 2 (фиг. 1) и составляет 0,5-1,5 мм. Этот зазор обеспечивается длиной рычагов 8, в опорные поверхности «в которых упирается верхняя полуформа 2. При дальнейщем опускании верхняя полуформа воздействует на
0 рычаги 8, а через них на нижнюю полуформу 1 и, преодолевая силу F, которая превышает распорное усилие покрыщки, опускает полуформу 1. Опускаясь, нижняя полуформа 1 увлекает за собой сектора 3.
5 При опускании сектора 3 под воздействием внутренней конической поверхности сводящего конуса 4 радиально перемещаются к центру пресс-формы. При сведении секторов 3 идет процесс формования протектора покрышки 12, перед приходом полу0 форм 1, 2 в крайнее нижнее положение выступы с упираются в коническую поверхность сводящего конуса 4. При дальнейшем опускании конус 4, преодолевая усилие пружин 10, выводит рычаги 8 из вертикального положения и опорные поверхности в
5 рычагов 8 заходят в гнезда d (фиг. 2), зазор А ликвидируется,пресс-форма полностью закрывается. Далее осуществляется вулканизация покрышки 12 обычным образом.
После окончания цикла вулканизации верхняя полуформа 2 открывается. Поднимается нижняя полуформа 1, выступы с выходят из взаимодействия со сводящим конусом 4 и пружины 10 выводят рычаги 3 из гнезд d в вертикальное положение до
5 упоров в фиксаторы 11.
Сектора 3 Т-образными планками 5 разводятся, освобождая готовую покрышку 12. Вулканизованная покрышка извлекается из нижней полуформы 1. Пресс-форма готова к повторному циклу.
0 Предлагаемая конструкция позволяет применять привод закрытия пресс-формы меньшей мощности, что снижает энергоемкость процесса вулканизации, так как устранены значительные силы трения при формовании во второй фазе. Использование
5 жестких кинематических связей обеспечивает надежное исполнение второй фазы формования, устраняет интенсивный износ поверхностей трения.
Формула изобретения 1. Секторная пресс-форма для вулканизации покрышек пневматических шин, со- держашая формуюш.ие боковины и подошвы бортов покрышки верхнюю и нижнюю полуформы с бортовыми кольцами, формуюшие протектор радиально подвижные сектора, связанные со сводящим конусом, и установленные на одной из полуформ упоры с опорными поверхностями, имеюшие возмождежности пресс-формы в работе.упоры выпол нены в виде шарнирно закрепленных одними концами на полуформе с возможностью качания в радиальной плоскости пресс- формы рычагов, имеюших у опорных поверхностей выступы для взаимодействия со сводящим конусом.
2. Пресс-форма по п. 1, отличающаяся тем, что рычаги подпружинены относительно полуформы, а на последней со стороны
ность взаимодействия с другой полуформой О сводящего конуса смонтированы фиксаторы в сведенном положении полуформ, отличаю- для удержания рычагов в вертикальном по- щаяся тем, что, с целью повышения на- ложении.
дежности пресс-формы в работе.упоры выполнены в виде шарнирно закрепленных одними концами на полуформе с возможностью качания в радиальной плоскости пресс- формы рычагов, имеюших у опорных поверхностей выступы для взаимодействия со сводящим конусом.
2. Пресс-форма по п. 1, отличающаяся тем, что рычаги подпружинены относительно полуформы, а на последней со стороны
сводящего конуса смонтированы фиксаторы для удержания рычагов в вертикальном по- ложении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вулканизации покрышек пневматических шин | 1985 |
|
SU1271762A1 |
| Устройство для вулканизации покрышек пневматических шин | 1987 |
|
SU1435461A2 |
| Пресс форма для вулканизации покрышек пневматических шин | 1982 |
|
SU1080996A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1985 |
|
SU1265058A1 |
| Патрон для загрузки сырых покрышек в вулканизационный пресс | 1973 |
|
SU473343A3 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1974 |
|
SU519339A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU925663A1 |
| Устройство для формования и вулканизации покрышек | 1987 |
|
SU1442416A1 |

Изобретение относится к изготовлению пневматических шин и предназначено для формования и вулканизации покрышек радиальных шин с метеллокордом в каркасе и брекере. Цель изобретения - повышение надежности пресс-формы в работе. Для этого упоры, обеспечиваюшие гарантированный зазор между полуформами в момент сведения секторов, выполнены в виде рычагов 8, шарнирно смонтированных одними концами на нижней полуформе 1. У опорных поверхностей в рычаги 8 имеют выступы с для взаимодействия со сводяш,им конусом 4. Рычаги 8 связаны с полуформой 1 пружинами 10. Для удержания рычагов в вертикальном положении имеются фиксаторы 11. Перед приходом полуформ 1 и 2 в крайнее нижнее положение сектора 3 сводятся, а выступы с рычагов 8 упираются в конус 4. При дальнейшем опускании полуформ под воздействием конуса 4 опорные поверхности в выходят из гнезд d и рычаги 8 поворачиваются в радиальной плоскости к центру пресс-формы. Происходит полное закрытие пресс-формы и вулканизации покрышки 12. 1 з.п. ф-лы, 2 ил. ( сл 8 d J 12 2 СО О5 tsD о: со 00 Фаг. 2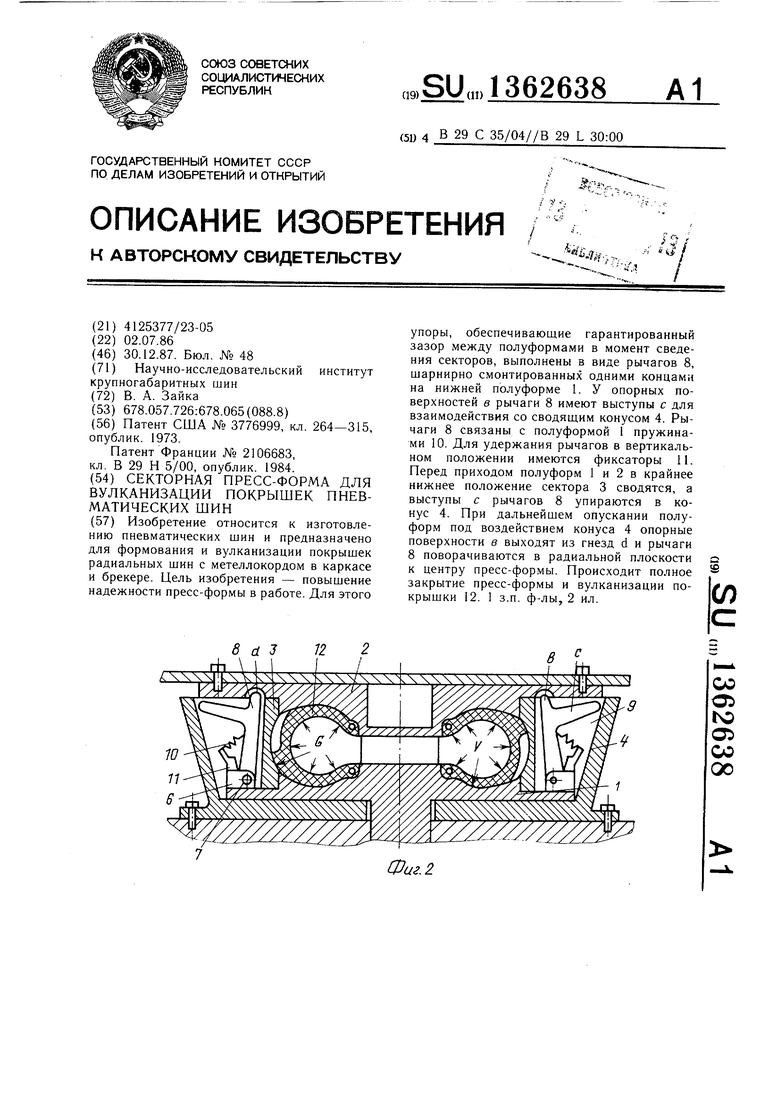
Фш.:
| Патент США № 3776999, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫДЕЛЕНИЯ СИНТЕТИЧЕСКОГО КАУЧУКА | 1996 |
|
RU2106683C1 |
| Солесос | 1922 |
|
SU29A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
