Изобретение относится к оборудованию для изготовления слоистых изделий методом прессования.
Известно устройство для формования изделий из композиционных материалов, включающее матрицу, последовательно расположенные обогреваемый и охлаждаемый пуансоны, каждый из которых смонтирован на тележке, перемещающейся по направляющим относительно матрицы посредством цилиндра.
Известное устройство дает качественные изделия небольшой массы или тонкостенные.
Однако при увеличении толщины стенок или по мере увеличения массы формуемого изделия технологический процесс приходится искусственно притормаживать для того, чтобы отформованное горячее изделие больше времени двигалось от горячего пуансона k холодному, т.к. в результате смыкания горячего массивного изделия с холодным пуансоном, в последнем возникает сильный термический перепад.
Результатом такого перепада является резкое понижение температуры изделия в тонком слое смежномГ с пуансоном, в то время как далее по глубине сечения изделия его температура остается прежней, т.е. по сути равной температуре горячего пуансона. Первым отрицательным результатом указанного несовершенства является появление микротрещин на изделии, в первую очередь в местах концентрации местных напряжений, т.е. на гребнях перегибов, в местах разнотолщинности, отверстий.
Кроме того, имеет место обратное термическое воздействие горячей отформованной детали на охлаждаемый пуансон.
Результирующим эффектом является искусственное сдерживание производства по мере увеличения толщины (массы) формуемого изделия.
Целью изобретения является расширение технологических возможностей и повышение качества изделий.
Для достижения этой цели в устройстве, включающем матрицу последовательно
k
VI
оо
-л
о
о
С
положенные обогреваемый и охлаждаемый пуйнсбны, каждый из которых смонтирован на тележке, перемещающейся по направляющим относительно матрицы посредством цилиндра, согласно изобретению цилиндр снабжен патрубками, соединенными с расширяющимися насадками, закрепленными на охлаждаемом пуансоне и ориентированными в сторону матрицы. .
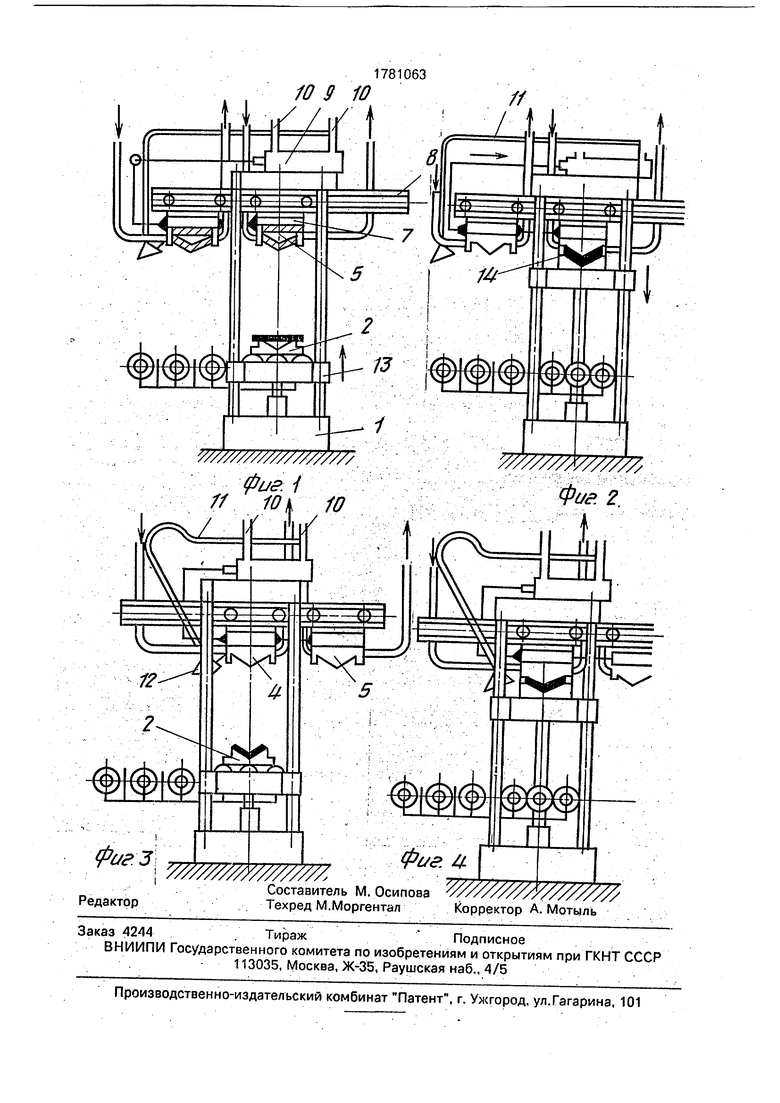
На фиг.1 представлен общий вид устройства в исходном положении (д1 ШУка- ния формы); на фиг.2 - то же, в процессе формования изделий; на фиг.З - матрица опущейа, охлаждаемый пуансон в верхнем положении; на фиг.4 - охлаждение изделия. / ... .
Устройство состоит nd пресса 1, матрицы 2, рольганга 3, охлаждаемого 4 и обогреваемого 5 пуансрнснз, смонтированных йа каретках б, 7, перемещающихся по направляющим 8 посредством цилиндра 9, имеющего патрубки 10, соединенные гибкими шлангами11 с расширяющимися насадками Т Гзакрёпленными на охлаждаёШм пуансоне 4 и ориентированными в сторону матрицы 2, устанавливаемой на столе 13 пресса 1.
Устройство работает следующим образом.
В рабочие полости матрицы 2 укладывается заготовка;,,
Стол 13 пресса 1 поднимается вверх и матрица 2 смыкается с горячим пуансоном 5, благодаря чему и осуществляется формование изделия. После окончания формования стол 13 с матрицей 2 опускается, каретка 6 перемещает холодный пуансон 4 в рабочую зону, одновременно из этой зоны выводит горячий пуансон 5 и подводит насадку 12 с гибким шлангом в рабочую зону.
Стол 13 вновь поднимается, воздух из насадки 12 шланга 15 цилиндра 9 устремляется навстречу горячей поверхности отформованного изделия, охлаждая его до определенного уровня вплоть до тех пор, пока отформованное изделие не сомкнется с охлаждаемым пуансоном 9, благодаря чему происходит окончательная стабилизация и охлаждениеизделия 14.
Затем стол 13 опускается, матрица 2 с готовым изделием 14, прикрепленная к столу 13, также оказывается внизу. Отформо- йайное Изделие извлекается, цикл повторяется.
Таким образом, в-момент движения от нагретого пуансона к охлаждаемому изделие подвергаетсяпромежуточному охлаждению, смягчающему тепловой удар холодного пуансона на горячее изделие, благодаря чему изделие охлаждается более равномерно, в связи с этим повышается его
качество.;; ;
При этом также улучшаются условия ра: боты и охлаждаемого пуансона.
Таким образом, введение промежуточного охлаждения позволяет расширить
пределы толщин формуемых изделий, а также улучшить их качество. . Формула изобретения Устройство для формования изделий из
композиционных материалов, включающее матрицу, последовательно расположенные обогреваемый и охлаждаемый пуансоны, каждый из которых смонтирован на тележке, перемещающейся по направляющим отнОсительно матрицы посредством цилиндра, отличающее с я тем, что, с целью расширения технологических возможностей и повышения качества изделий, цилиндр снабжен патрубками, соединенными с расширяющимися насадками, закреп; ленными на охлаждаемом пуансоне и ориентированными в сторону матрицы.
10 9 10
y//V/ ////7/////////
фиг. / // 10 К 10
/ I/ M|
fiue J
, y / ///////// .,i
Составитель М. Осипова ///////////// У РедакторТехред М.МоргенталКорректор А. Мотыль
Заказ 4244Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
////////////V/7, Фиг. 2.
.
Использование: для формования изделий из композиционных материалов методом прессования. Недостатком таких устройств является то, что они работают в режиме теплового насоса, и поэтому характеризуются большой неэкономичностью. Сущность изобретения: изобретение предусматривает введение расширяющейся насадки для охлаждения воздухом из цилиндра изделия, установленной на охлаждаемом пуансоне, в результате чего расширяется диапазон толщин формуемого изделия и улучшается качество продукции. 4 ил.
| Устройство для формования изделий из композиционных материалов | 1986 |
|
SU1369907A1 |
| Солесос | 1922 |
|
SU29A1 |
