)5
S
(Л
00 О5 СО 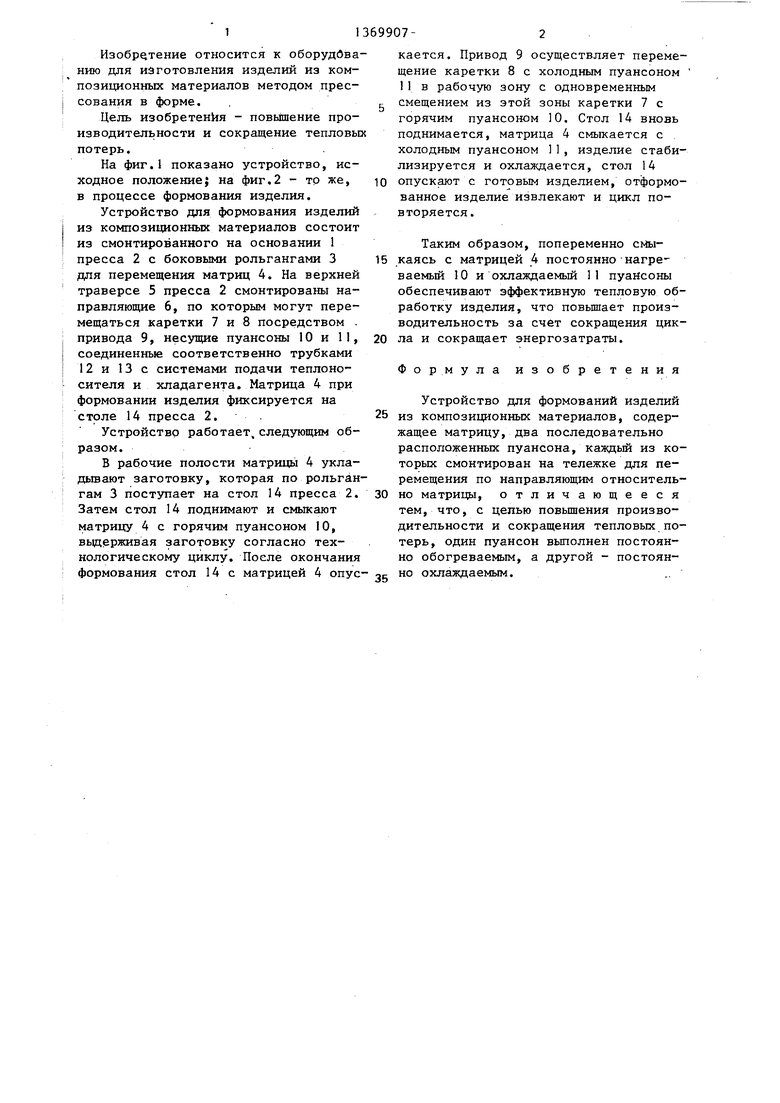
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий из композиционных материалов | 1990 |
|
SU1781063A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| Установка для формования крупногабаритных заготовок из углеграфитовых материалов | 1986 |
|
SU1310110A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2341371C2 |
| Установка для изготовления арболитовых изделий | 1990 |
|
SU1738660A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2037380C1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
Изобретение относится к оборудованию для формования изделий из композиционных материалов методом прессования. Целью изобретения является повышение производительности и сокращение тепловых потерь. Для этого тепловая обработка заготовки осуществляется установленными на каретках 7, 8 с возможностью перемещения относительно матрицы 4 двумя пуансонами, одним 10 постоянно подогреваемым, вторым 11 постоянно охлаждаемым, которые попеременно смыкаются с матрицей 4, в которую уложена заготовка. 2 ил.
фиб.1
Изобр тение относится к оборудбва- нию для иаготовления изделий из композиционных материалов методом прессования в форме.
Цель изобретения - повьппеиие производительности и сокращение тепловых потерь.
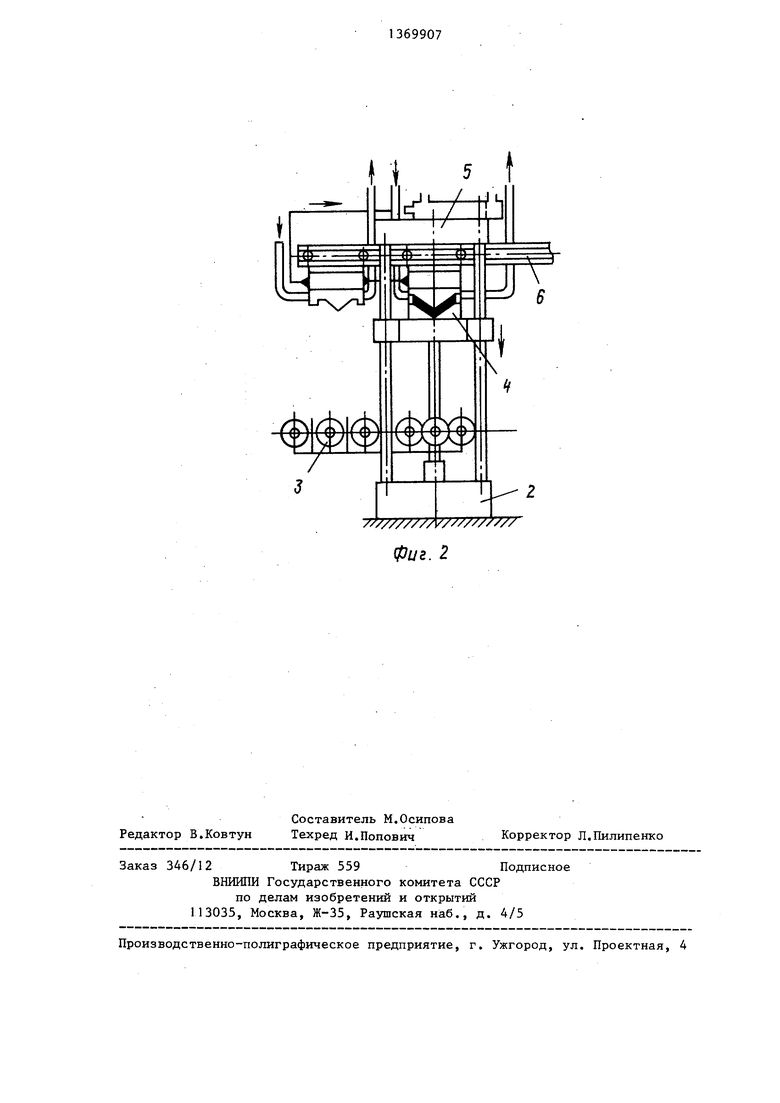
На фиг.1 показано устройство, исходное положение} на фиг.2 - то же, в процессе формования изделия.
Устройство для формования изделий из композиционных материалов состоит из смонтированного на основании 1 пресса 2 с боковыми рольгангами 3 для перемещения матриц 4. На верхней траверсе 5 пресса 2 смонтированы направляющие 6, по которым могут перемещаться каретки 7 и 8 посредством . привода 9, несущие пуансоны 10 и II, соединенные соответственно трубками 12 и 13 с системами подачи теплоносителя и хладагента. Матрица 4 при формовании изделия фиксируется на столе 14 пресса 2. .
Устройство работает, следующим образом.
В рабочие полости матрицы 4 укла- дьюают заготовку, которая по рольгангам 3 поступает на стол 14 пресса 2. Затем стол 14 поднимают и смыкают матрицу 4 с горячим пуансоном 10, вьщерживая заготовку согласно технологическому циклу. После окончания формования стол 14 с матрицей 4 опус
кается. Привод 9 осуществляет перемещение каретки 8 с холодным пуансоном 11 в рабочую зону с одновременным смещением из этой зоны каретки 7 с горячим пуансоном 10. Стол 14 вновь поднимается, матрица 4 смыкается с холодным пуансоном 11, изделие стабилизируется и охлаждается, стол 14 опускают с готовым изделием, отформованное изделие извлекают и цикл повторяется.
Таким образом, попеременно смы- каясь с матрицей 4 постоянно нагре ваемый 10 и охлаждаемый 11 пуансоны обеспечивают эффективную тепловую обработку изделия, что повьшает производительность за счет сокращения цикла и сокращает энергозатраты.
Формула изобретения
Устройство для формований изделий из композиционных материалов, содержащее матрицу, два последовательно расположенных пуансона, каждый из которых смонтирован на тележке для перемещения по направляющим относительно матрицы, отличающееся тем, что, с цепью повьппения производительности и сокращения тепловых потерь, один пуансон выполнен постоянно обогреваемым, а другой - постоянно охлаждаемым...
// ////////V//////////
Фи. 2
| Устройство для формования крупногабаритных конструкций из полимерных композиционных материалов | 1980 |
|
SU927534A1 |
| Солесос | 1922 |
|
SU29A1 |
